2150精軋機工作輥擋板缸改造實踐
2015-12-04 07:15:26張海安王海峰董喜榮陳曉楠高光河
鞍鋼技術 2015年4期
關鍵詞:故障
張海安,王海峰,董喜榮,陳曉楠,高光河
(鞍鋼股份有限公司熱軋帶鋼廠,遼寧 鞍山 114021)
鞍鋼股份有限公司熱軋帶鋼廠2150熱連軋機組承擔著寬、厚、硬等難軋帶鋼品種的生產任務,設計年產量500萬t。該產線精軋區共有6架軋機,其設備穩定性對整條生產線的產量有直接影響[1]。精軋工作輥擋板系統的作用是把上下工作輥鎖在精軋機機架內,使其在軋鋼過程中不會因軸向力發生軸向竄動,以保證軋制的穩定。在每架軋機上,工作輥擋板系統由操作側傳動側上下共8個擋板缸組成,通過液壓驅動擋板動作。自投產以來,工作側擋板缸故障率居高不下,造成油品的大量浪費,并且制約工作輥換輥時間及生產節奏,成為困擾生產的難題。為解決此難題,對造成2150精軋機工作輥擋板缸缺陷的原因進行了分析,制定出有針對性的具體改造方案并加以實施。
1 工作輥擋板工作原理及故障概述
2150精軋機操作側工作輥擋板的關閉和打開是靠一個雙柱塞液壓缸的往復運動實現的,每個液壓缸后部安裝一個機械彈簧極限裝置,原工作輥擋板缸結構見圖1。
擋板打開時,尾部柱塞克服彈簧力將機械檢測桿向后頂,觸發打開位置的金屬檢測極限開關,表明擋板缸打開到位;擋板關閉時,液壓缸柱塞縮回,彈簧自動復位,機械檢測桿向前移動,觸動關閉位置的金屬檢測極限開關,表明擋板缸關閉到位。
在生產過程中,該套擋板缸裝置經常產生設備故障,主要表現為:后壓蓋密封損壞漏油、前透蓋螺栓斷裂導致液壓油泄漏、前透蓋密封損壞泄漏。經常出現工作輥更換時擋板打不開的問題,延長了工作輥更換時間。2011年下半年至2012年上半年,對這些擋板缸發生的漏油事故頻次和擋板打不開的頻次進行了統計,具體情況見表1。擋板缸故障時泄漏的液壓油量約為2000 L/月,直接經濟損失約3萬元/月。
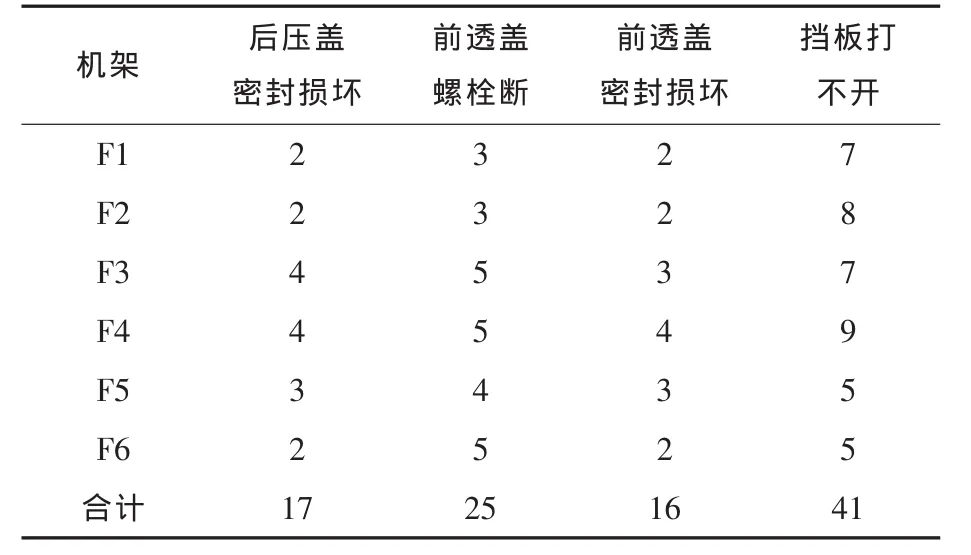
表1 各架軋機擋板缸損壞頻次統計 次
2 缺陷分析及改進措施
2.1 后壓蓋密封易損壞原因及改進措施
因工作輥擋板缸原設計為雙柱塞活塞桿,當竄輥回零位、擋板打開時,后柱塞桿移動至固定塊圓孔內。圓孔直徑為72 mm,活塞桿直徑為70 mm,活塞桿與圓孔配合間隙為2 mm。但實際當竄輥回零時,由于回零誤差及各部間隙積累,2個月左右擋板缸柱塞與這個固定塊圓孔之間的位置偏差就能達到6~7 mm,易造成后活塞桿與圓孔邊緣之間出現干涉、刮劃,引起活塞桿表面研傷、變形,進而刮傷密封、刮壞壓蓋密封槽,造成嚴重漏油。當泄漏量太大時,就會導致擋板功能失效,影響生產。另外,此部位設備集成度很高,維修時需拆卸竄輥缸及移動塊,極不方便。這些問題嚴重影響工作輥更換效率,制約2150線達到更高的產量。
為解決此問題,曾將后柱塞桿直徑減小至65 mm,使其與固定塊孔的配合間隙最終達到7 mm,雖有一定效果,但沒有從根本上消除缺陷。進一步決定將原有雙活塞桿設計改為單活塞桿,并在活塞內安裝檢測磁環,改制后的擋板缸結構見圖2。
后壓蓋由透蓋改為悶蓋,并在其上安裝檢測桿。檢測數據線由移動塊上新設計的孔內引出,在檢測桿內設有擋板缸打開和關閉兩個位置的檢測開關,開關容量24 V DC/0.1 A。帶限位開關的壓蓋結構見圖3(a);在活塞上安裝了磁鋼,使其與限位開關配合使用,帶磁鋼的活塞桿結構見圖3(b)。
擋板缸柱塞改成單桿活塞后,關閉狀態時的工作載荷增加,為確保現有設計滿足新要求,對相關螺栓進行了校核。
壓蓋螺栓的規格為8.8級M12螺栓,前壓蓋為6顆,而后壓蓋為8顆,液壓缸承受的最大工作壓力為18 MPa,液壓缸柱塞半徑為70 mm。
擋板缸的最大工作載荷為:
通過查詢機械設計手冊可知:8.8級M12螺栓螺紋應力截面積為84.3 mm2,其最小拉力載荷為67 400 N,安全因數選擇1.3,則前壓蓋螺栓的最小拉力載荷為:
經過實際校核驗算,原有的6顆M12螺栓完全可以滿足實際工作載荷要求,不需更改配置。
2.2 前壓蓋螺栓易斷原因及改進措施
精軋機操作側工作輥擋板缸前壓蓋原設計結構形式如圖4(a)所示。導套、前壓蓋貫穿在一起,擋板鑲嵌在導套內。在使用過程中發現,前壓蓋把合螺栓經常斷,并且斷口部位大部分都在壓蓋與移動塊的結合面處,致使前壓蓋密封漏油,造成擋板打開功能失效,影響工作輥更換。
經過對故障現象的研究分析,判斷引起螺栓斷裂的原因為:在工作輥上下動作過程中及軋鋼時,外部負載對工作輥擋板導套造成圓周向的旋轉力,進而造成擋板缸前壓蓋螺栓被剪切斷。
針對前壓蓋擋板螺栓失效的原因,決定采用單獨固定、功能分開的方案:將擋板缸前壓蓋及導套獨自固定,即將壓蓋直接固定在移動塊擋板缸上,承受軸向力,只是起到液壓缸密封作用。在導套和移動塊配合的圓周上設計了加強鍵,克服擋板所受的圓周力,同時將加強鍵用螺栓固定在移動塊上,對導套起到軸向固定,克服擋板運動時產生的軸向摩擦力。其結構如圖4(b)所示,這種功能分開的做法,可避免螺栓被切斷導致擋板失效及漏油。
改制后的擋板缸裝置與原有裝置的主要區別為:前壓蓋7與導套2的固定方式發生改變,原有設計用六根螺栓貫穿二者并將其固定在移動塊上,改制后將二者分別固定。前壓蓋7上加工沉頭孔,用螺栓6單獨固定;在導套2與移動塊1上加工三個鍵槽及螺紋孔,用三塊鍵5將導套2固定在移動塊1上,限制其圓周向和軸向自由度。這種變化實質上是將擋板的功能與液壓缸功能分開,消除了原有缺陷。
3 應用效果
2012年末改造完成后,1年多的生產實踐證明,改進效果良好,主要體現在以下幾個方面:
(1)通過對操作側工作輥擋板缸位置極限檢測方式缺陷原因分析及技術改進,彌補了因竄輥歸零不準、誤操作、灰塵顆粒等因素造成的由于缸桿劃傷、密封損壞導致的擋板無法關閉、液壓油泄漏等缺陷,保證了換輥時間,降低了大量液壓油品消耗及環境污染,既減少了設備維護人員的工作量,又提高了生產效率,達到了預期目標。
(2)通過對擋板缸前壓蓋及導套裝置結構形式的改進,彌補了原結構設計的不足,使擋板缸工作的可靠性大幅度提高,避免了因前壓蓋螺栓被剪切斷而導致液壓油泄漏、擋板打不開、無法換輥等缺陷,同樣降低了油品消耗,節約了修復及維護成本,提高了設備作業率。
(3)改造前的擋板缸故障頻次為48次/年,改造后降低為8次/年,而相應的因該擋板缸故障所損失的液壓油量由原來的2000 L/月降低為現在的50 L/月,節省油品所帶來的直接經濟效益約36萬元/年。改造前因工作側擋板缸故障打不開引起的故障頻次是41次/年,改造后一年多再沒有發生過類似故障。
4 結語
在對故障原因進行深入分析后,制定了改造方案,對擋板缸的結構形式和位置極限檢測方式從根本上進行了改進,實施后彌補了原有設計的不足,降低了油品和備件消耗,減少了維護人員的工作量,同時提高了設備作業率。
[1] 高光河,張海安.2150 mm精軋機入口導衛標高裝置的改進[J].鞍鋼技術,2011(2):59-62.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39