浸入式水口缺陷成因及對板坯的影響
2015-12-04 07:15:08趙晨光王成青袁皓楊輝舒耀李陽
鞍鋼技術 2015年1期
關鍵詞:影響
趙晨光,王成青,袁皓,楊輝,舒耀,李陽
(鞍鋼股份有限公司煉鋼總廠,遼寧 鞍山 114021)
隨著連鑄技術的不斷發展,對鋼水潔凈度的要求也越來越高。實際生產中,許多耐火材料都是直接與鋼水接觸的,一旦耐火材料存在質量缺陷,會給鋼水帶來大顆粒的外來夾雜,同時也會造成鋼水的二次氧化產生內生夾雜。浸入式水口作為保護澆注的重要環節之一,也是耐材質量缺陷的多發環節,其缺陷形式多樣化,對鋼水質量的影響也不同。因此,有必要對浸入式水口的缺陷形式及其對鑄坯的影響進行研究,以便控制板坯夾雜,進而降低冷軋板夾雜缺陷率。
1 浸入式水口缺陷的成因及對板坯的影響
生產跟蹤發現,浸入式水口缺陷主要為浸入式水口渣線處孔洞、渣線處斷裂及側孔處斷裂。由于浸入式水口受到長時間的侵蝕,生產后期便會造成水口底部側孔或渣線位置斷裂,徹底改變結晶器內鋼液的流動形態,部分缺陷還會造成鋼水的二次氧化。生產中水口斷裂位置如圖1所示。
1.1 浸入式水口渣線處孔洞
目前使用的浸入式水口多為鋁碳鋯材質,其渣線部位材料成分不均,尤其是存在碳富集點,在保護渣的侵蝕作用下,向鋼水中的物質傳遞速度明顯高于其它部位,澆注過程中經過長時間的侵蝕,出現局部侵蝕過重,將導致浸入式水口渣線部位出現孔洞缺陷[1]。水口內高速流動的鋼水會將孔洞周圍的保護渣及空氣抽入浸入式水口中,隨鋼水進入結晶器內,造成鋼水的二次氧化及保護渣的卷入,極易造成板坯皮下夾渣以及內部產生大量的內生夾雜。
此缺陷發生初期,由于孔洞直徑很小不易被察覺。隨著吸氣的不斷進行,空氣中的氧與水口耐材中的碳、鋁等成分不斷反應會造成擴孔現象,吸氣量及保護渣的卷入量也隨之增大,而此時容易發覺缺陷。因此,浸入式水口渣線處出現孔洞缺陷具有一定的隱蔽性和延續性,對板坯的夾雜影響較大,且影響的板坯數量也較多。
1.2 浸入式水口渣線處斷裂
1.2.1 規則斷裂
經過長時間的澆注,浸入式水口渣線部位形成很深的侵蝕線,使得水口壁變薄,在鋼水的熱震作用下產生斷裂。
此類缺陷具有突發性,通常為瞬間行為,且極易被察覺。但由于其斷裂導致結晶器內流場發生突然變化,容易產生較大的液位波動,破壞彎月面產生卷渣現象,導致板坯產生皮下夾渣缺陷,其影響的板坯數量較少,基本上只影響發生缺陷時刻的板坯。
1.2.2 不規則斷裂且有裂紋產生
此種缺陷是由于浸入式水口渣線處斷裂前已經產生了微小裂紋,高速流動的鋼水將周圍空氣吸入浸入式水口內部。由于不斷的吸氣,裂紋逐漸加重,吸氣量也不斷增加,吸入的空氣不僅與鋼水反應產生二次氧化帶來大量的夾雜,同時吸入的空氣與水口內壁耐火材料發生氧化反應,使得水口壁不斷變薄,在鋼水的熱震作用下產生斷裂,同時裂紋沿水口縱向或橫向產生炸裂。
吸氣嚴重時,甚至會造成浸入式水口底部產生底孔或者擴孔現象。水口斷裂后,結晶器內鋼水流場發生嚴重變化,會引起結晶器內大的液位波動,造成卷渣現象。此種缺陷同樣具有隱蔽性和延續性,對板坯的夾雜影響較大,且影響的板坯數量也較多。
1.3 浸入式水口側孔處斷裂
1.3.1 沿側孔上下沿規則斷裂
由于鋼水熱震作用,側孔處水口壁單側先產生斷裂,隨后另一側在高速流動的鋼水沖擊作用下產生斷裂所致。其表觀現象與1.2.1節所述缺陷相似,具有突發性,容易被及時發現,對板坯夾雜的影響主要是瞬間流場改變導致的液位波動卷渣,影響的板坯數量較少,基本上只影響發生缺陷時刻的板坯。
1.3.2 沿側孔上下沿斷裂且有裂紋產生
此種缺陷與1.2.2節所述缺陷相似,對板坯夾雜影響較大,且數量較多。
2 水口斷裂對結晶器內流場狀態的影響
為了研究結晶器水口斷裂對結晶器鋼液流動形態的影響,使用Ansys fluent 12軟件專門建立了數值分析模型,計算了完整浸入式水口和斷裂后直筒型水口對結晶器內鋼液流場的影響,數值計算得到的結晶器內流場圖見圖2。
由圖2可以看出,完整浸入式水口的結晶器內流場存在明顯的上回流和下回流,上回流的存在一方面可以使高溫鋼液返回彎月面附近,促使該處保護渣熔化,形成液渣層浸入初生坯殼和結晶器銅板之間,確保坯殼的均勻傳熱,為改善鑄坯表面質量提供良好的條件;另一方面,上回流可以攜帶部分夾雜物顆粒上浮到液渣層,被保護渣層吸附去除,起到凈化鋼液的目的,保證鋼水的潔凈度。
當浸入式水口發生斷裂后,沒有了水口底部的約束,完全成為直筒型水口澆注,鋼液直接沖入結晶器深部,原先的雙回流模式消失,并且自由液面處的鋼液流動遲滯,惡化了彎月面處保護渣的熔化效果,勢必造成鑄坯表面缺陷。而且,直接流入結晶器底部的鋼液攜帶夾雜物流入二冷區,夾雜物上浮的幾率明顯減小,致使最終鑄坯內夾雜物增多,鑄坯潔凈度降低。
3 缺陷的控制及缺陷板坯的處理辦法
3.1 浸入式水口缺陷的控制
浸入式水口產生缺陷除了自身質量存在問題以外,多數是由于烘烤溫度不夠,在澆鑄過程接觸高溫鋼水并在熱震作用下出現缺陷。現場對浸入式水口的烘烤采用內抽爐式的整體烘烤模式,通過對烘烤結束的浸入式水口進行溫度測量發現,溫度多集中在750~850℃,這與澆注要求相差較大,抵抗不了澆注過程所產生的熱應力[2]。
為了解決這一問題,將內抽爐排風管改型為拉瓦爾式的排風管,浸入式水口烘烤溫度提升至950~1 050℃。改造后,水口缺陷次數由每月8~10次降低至1~2次,大幅度減少水口缺陷板坯數量。
3.2 不同缺陷板坯的處理辦法
浸入式水口缺陷板坯全部下線四面火焰清理后下送軋制,跟蹤6個月軋后情況發現,由于缺陷形式不同,火焰清理對夾雜缺陷的控制能力差異較大。
3.2.1 浸入式水口斷裂無裂紋
浸入式水口渣線處整齊斷裂、浸入式水口側孔處整齊斷裂澆鑄的板坯經過清理軋制后,夾雜缺陷較少,即使存在夾雜缺陷,廢品數量也較少。因此,此類板坯經過火焰清理后,夾雜問題能夠得到有效控制,可以正常進行軋制。
3.2.2 浸入式水口斷裂有裂紋及渣線處孔洞
這類缺陷不僅造成鋼水二次氧化產生大量內生夾雜,還導致卷渣,板坯經過火焰清理后軋制,夾雜缺陷較多,廢品量較大。說明此類缺陷板坯無法通過火焰清理有效控制夾雜。
實際生產操作中,這類缺陷發現的時間、浸入式水口更換的速度也直接影響缺陷板坯的數量,這是由于這類缺陷具有隱蔽性及延續性。本著不傳遞缺陷的原則,此類板坯應該根據實際生產情況有針對性的報廢處理。而報廢處理的尺度應該進行嚴格的控制,以免造成不必要的損失,降低鋼水收得率。經過不斷的跟蹤、優化,浸入式水口缺陷板坯處理方法見表1。
實踐證明,表1所示的處理方法可以將浸入式水口缺陷板坯完全截留,軋后不會產生夾雜缺陷。
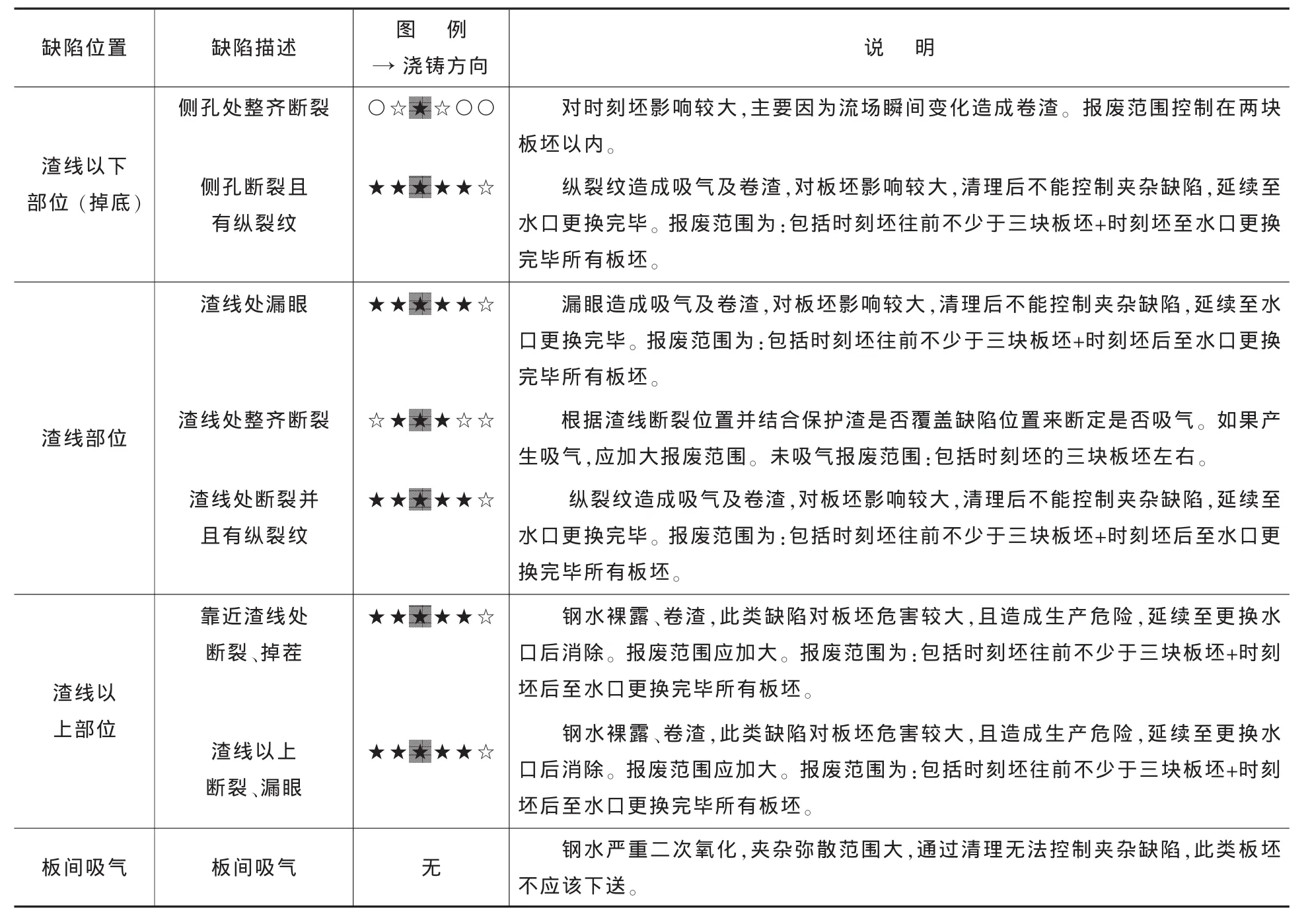
表1 浸入式水口缺陷板坯處理方法
4 結論
(1)浸入式水口的烘烤溫度達到 950~1 050℃能夠有效控制浸入式水口缺陷。
(2)浸入式水口渣線或側孔處整齊斷裂的缺陷板坯,經過四面火焰清理后,夾雜缺陷能夠得到有效控制,因此,此類缺陷板坯可以正常軋制。
(3)浸入式水口斷裂有裂紋及渣線處孔洞板坯因鋼水嚴重二次氧化并出現卷渣,即使經過四面火焰清理,夾雜缺陷也得不到有效控制,應根據實際生產情況,對這類缺陷板坯進行相應的報廢處理。
[1] 王建筑.鋁鋯碳質長水口損毀機制的研究 [J].耐火材料,2011,45(6):427-429.
[2] 羅會信.浸入式水口澆鋼過程中熱應力耦合場分析 [J].煉鋼,2011,27(1):61-65.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
