三價鉻電鍍工藝研究現狀及展望
2015-12-05 09:18:10周琳燕古雅菁歐陽小琴肖勝輝張斌斌王春霞馮長杰
電鍍與精飾 2015年8期
關鍵詞:工藝
周琳燕, 古雅菁, 歐陽小琴, 肖勝輝, 張斌斌,萬 瑩, 王春霞, 馮長杰
(1.中航工業江西洪都航空工業股份有限公司 理化測試中心,江西 南昌 330024;2.中航工業江西洪都航空工業股份有限公司科技部,江西 南昌 330024;3.南昌航空大學 材料學院,江西南昌 330063)
引 言
鍍鉻在電鍍工業中應用廣泛。鍍鉻層具有良好的硬度、裝飾性、耐熱性及耐蝕性[1]。鍍鉻工藝按照鉻離子的價態可分為六價鉻電鍍鉻和三價鉻電鍍鉻兩大體系。六價鉻鍍鉻工藝從1856年至今,經過150多年的發展,其工藝成熟,所得鍍層性能優良[2]。但作為鉻離子提供源的鉻酸毒性很大,對人體會造成粘膜及皮膚燒灼、潰瘍,有致癌作用,同時還可使土壤氣孔堵塞,破壞土壤結構,污染環境[3]。因此,很多國家出臺了相關的法律法規,開始對Cr(Ⅵ)進行限制使用并逐步淘汰:歐美等地的衛生組織規定飲用水中 Cr(Ⅵ)的質量濃度限制在0.05mg/L以下;歐盟2006年通過RoHs(歐盟有害物限制)法規[4]。對國內而言,雖然在短期內六價鉻鍍鉻工藝無法被完全取代,但我國也對Cr(Ⅵ)廢水、廢渣的排放做出了限制[5]。
為取代六價鉻鍍鉻工藝,各國專家學者在低濃度六價鉻電鍍鉻、三價鉻電鍍鉻及代鉻電鍍等方面都做了相關研究。最有希望實現目標的是以三價鉻電鍍取代六價鉻電鍍。
三價鉻具有毒性低的特點,其毒性僅為六價鉻的1/100;并且三價鉻鍍鉻液的離子分散能力相比于六價鉻電鍍液也有顯著提高,對于電鍍復雜機構的零件具有優越性,其電鍍效果不受電流中斷和電流變化的影響;三價鉻鍍鉻液的電流效率高,不需進行加熱[3-4];但目前三價鉻電鍍鉻面臨的主要問題是鍍液穩定性較差,鍍厚鉻比較困難。本文首先介紹三價鉻電鍍的特點,然后綜述目前三價鉻電鍍鉻存在的問題及解決辦法,最后對三價鉻電鍍鉻的發展進行總結和展望。
1 三價鉻鍍鉻的特點
三價鉻鍍鉻液作為一種絡合劑型鍍液,需要在鍍液中加入絡合劑;放電過程中鍍液pH會顯著升高,為此在鍍液中需要加入緩沖劑調節pH;另外,還需要加入導電鹽。因此,三價鉻電鍍鉻溶液主要組分為主鹽、絡合劑、添加劑、導電鹽、緩沖劑和表面活性劑等,它們的作用如表1所示[2,6],其工藝條件pH 為3.0 ~3.5,θ為20~40℃,Jκ為7 ~12A/dm2,可適當攪拌。
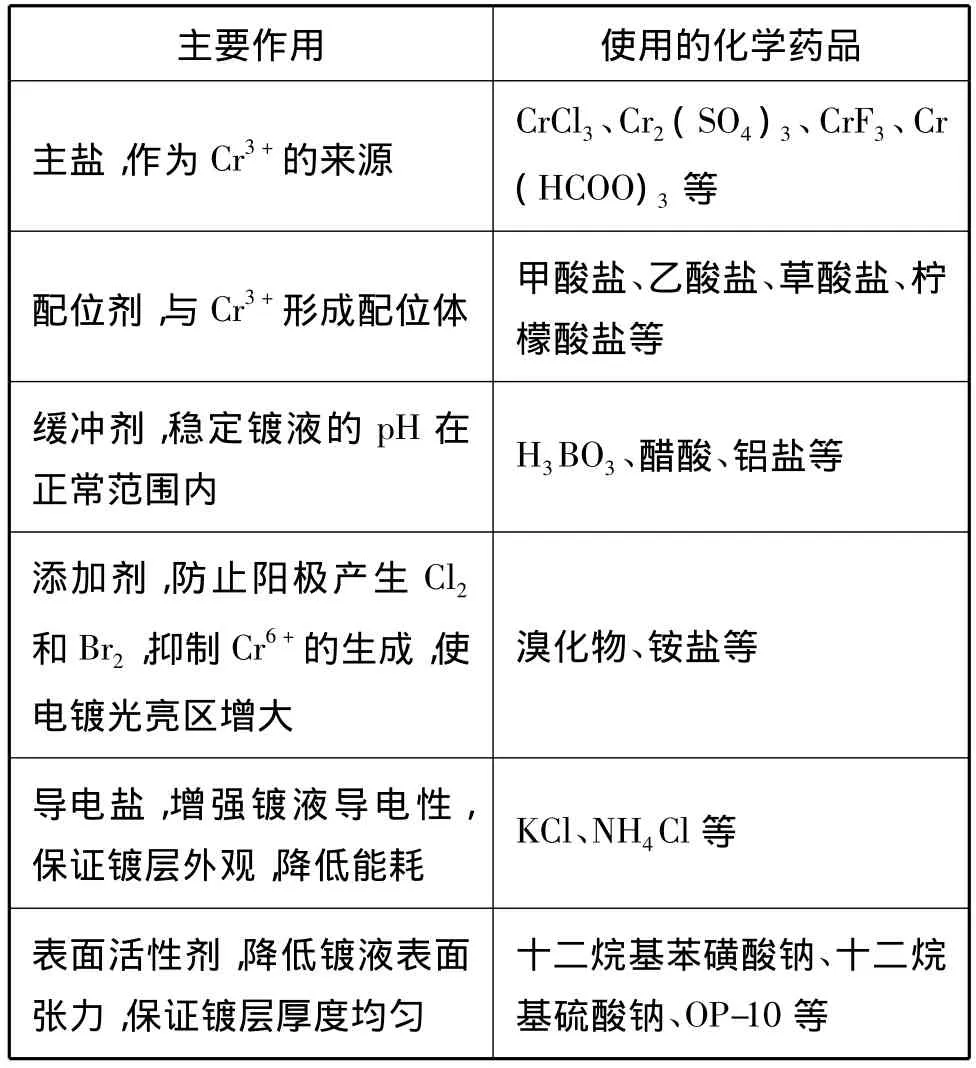
表1 三價鉻鍍鉻溶液組成及作用
目前,三價鉻鍍鉻液根據所選主鹽的不同,可分為硫酸鹽體系、氯化物體系及兩者混合物體系。硫酸鹽鍍鉻液在反應過程中沒有氯氣產生,對設備的腐蝕程度低,而氯化物電鍍液的研究相對較成熟,應用也比較廣泛。相對硫酸鹽而言,氯化鉻的溶解度較大,覆蓋能力、分散能力等方面也都比較好。此外,在氯化物鍍液中,陽極析氧過電位較低,三價鉻不易被氧化,但是氯離子對設備的腐蝕較嚴重[6]。硫酸鹽鍍鉻體系使用的陽極是特制的DSA(electrochemical properties stable anode)尺寸精準陽極,由貴重的稀有金屬等涂制而成,相比氯化物體系的石墨陽極,其工藝復雜,成本高,一次性投入大。除主鹽外,三價鉻鍍鉻液中還需加入有機配位劑,與Cr3+形成配位體,提高鉻的沉積速率,但是當鍍液pH升高到一定范圍后,鉻離子會形成羥橋式的單聚或多聚化合物,使鉻離子的沉積速率下降[7],鍍鉻層厚度難以增加,因此要加入緩沖劑控制鍍液的pH。此外還要加入導電鹽、光亮劑和穩定劑等。綜上,三價鉻鍍液成分比較復雜,加上鍍液穩定性較差,鍍層增厚比較困難,不便于生產管理,這些因素使得三價鉻鍍鉻不能得到廣泛地應用[8]。
2 三價鉻鍍鉻存在的問題及解決辦法
目前,很多因素制約著三價鉻鍍鉻的應用,其主要體現在以下兩個方面[9-10]:
1)在裝飾性鍍鉻方面。鍍液穩定性差、鍍層外觀色澤不如人意、電沉積效率低;
2)在功能性鍍鉻方面。鍍層不易增厚、硬度和耐磨性低于六價鉻鍍鉻層。
2.1 提高鍍液穩定性
2.1.1 Cr(Ⅵ)的影響及消除
在三價鉻鍍鉻工藝中,由于DSA制作工藝復雜,成本高,所以多采用石墨陽極,但是其析氧過電位比較高,導致反應過程中部分 Cr3+被氧化成Cr(Ⅵ),Cr(Ⅵ)的產生嚴重影響鍍層質量。當Cr(Ⅵ)在鍍液中的質量濃度達到6mg/L時,電鍍無法正常進行。為了減少反應過程 Cr(Ⅵ)的生成[11],各國學者主要在以下幾個方面做了研究[12-13]。
1)陽極材料的選擇。選擇析氧過電位低的陽極,以電鍍過程中氧氣的生成替代Cr3+的氧化,從而達到減少Cr(Ⅵ)的目的[14]。目前,在國內外的研究中,均采用DSA代替不溶性石墨電極抑制Cr3+的氧化。DSA(形穩性陽極)是由基體金屬和表面涂層組成。表面涂層既有較好的耐還原作用,又具有良好的催化作用[15],同時具有良好的機械性能和耐蝕性能。由于DSA出色的性能,各國學者都對適用三價鉻鍍鉻液的DSA做了很多研究工作,也取得了一定的成果,其中有一些已經用于工業生產[16]。例如日本[17]在雙槽硫酸鹽浴電鍍中,專門開發了鈦上涂鉑族氧化物的不溶性陽極,其能很好的抑制三價鉻氧化劑等有機物的分解,在電鍍過程中陽極尺寸不變,不會發生陽極溶解,使陽極電流密度保持在合適的區間范圍內,防止三價鉻氧化,保證了電鍍液的穩定性,從而提高了鍍層質量。美國專利[18]提出了一種含有銥金屬氧化物的電極,并在電極表面形成一種多孔層。在電鍍過程中只有極少量的Cr(Ⅵ)產生,鍍液能夠長時間地保持穩定,能夠用于具有復雜形狀的零件滾鍍,甚至不需要離子交換樹脂隔膜。國內方面,武漢大學[19]研制的一種特殊的合金陽極,避免了石墨陽極的一些不足;胡耀紅等[20]將金屬氧化物不導電組分和貴金屬氧化物導電組分混合作為DSA的中間層,改善DSA涂層的結合力與化學性能,并且依靠調節涂層的燒結溫度可以延長DSA的使用壽命。
2)采用離子交換樹脂隔膜在陰極區和陽極區之間進行隔離。因Cr(Ⅵ)主要是Cr3+在陽極上氧化生成的,設立隔膜阻礙Cr3+進入陽極區,從而達到抑制 Cr(Ⅵ)生成的目的。英國 W.Canning公司[21]開發的硫酸鹽三價鉻鍍鉻工藝,采用離子選擇性隔膜將電解液分開,將Cr3+隔離在陰極區域,避免Cr3+的氧化。日本學者[22]在電鍍槽中放置了離子交換隔膜,將三價鉻離子溶液放入陰極區域,將其它組分溶液放入陽極區域。IBM公司[23]推出的全硫酸鹽體系的雙槽電鍍工藝,類似于上述日本學者的做法,放置三價鉻鍍液在陰極槽區,而陽極槽區放置硫酸或硫酸鹽。這種方法可以有效地防止Cr3+的氧化。
3)在鍍液中加入還原劑。當鍍液中積累的Cr(Ⅵ)濃度達到影響鍍層質量時,通過往槽液中加入還原劑將Cr(Ⅵ)還原成Cr3+,達到穩定槽液從而使電鍍持續進行的目的。主要的還原劑有重亞硫酸鹽、甲醛、乙二醛和亞硫酸鈉等。Alecra[24]則在鍍液中加入大量鹵素離子(一般為Cl-)來阻止反應過程中Cr3+的氧化,但這種方法會使陽極區域的Cl-被氧化為氯氣。為了解決氯氣析出的問題,Seyb[25]等提出在鍍液中加入少量的NH4Br,可有效抑制陽極氯氣的產生。
2.1.2 鍍液中其它雜質離子的影響及消除
三價鉻鍍液中存在的雜質離子對鍍層的性能也有較大的影響,如鍍液中的Cu2+和Ni2+會使鍍層產生棕褐色條紋或變得晦暗;微量的Fe2+能使三價鉻鍍液光亮范圍變寬,且沉積速率增加,濃度過高會導致鍍層失去光澤;Zn2+使鍍層有白色條紋,顏色發白;Fe3+使沉積速率減低,鍍液光亮范圍急劇減小[27-28]。因此為了消除雜質對鍍液、鍍層性能的影響,學者們采取了以下措施[2,9,29]。
1)采用陰極小電流密度(0.5~5A/dm2)電解,除去少量有機雜質;
2)采用離子交換樹脂,如全氟磺酸膜樹脂,這類樹脂膜對銅、鎳和鋅有很強的親和力,卻與三價鉻離子親和力低,從而凈化鍍液;
3)采用螯合試劑作為雜質金屬離子的掩蔽劑。如美國專家提出使用一種EDTA型的螯合雜質金屬離子添加劑,不需要沉淀和電解處理[30];
4)采用試劑沉淀雜質金屬離子;
5)加強工藝過程管理,提高工件入槽前的清洗質量。
2.2 鍍鉻層不能增厚原因及解決辦法
2.2.1 鍍層不能增厚的原因
三價鉻鍍厚鉻還處于研究階段,現有的三價鉻體系的鍍鉻層的厚度有限,工件電鍍一段時間后,鍍鉻層厚度不再增加,難以獲得質量好的厚鍍層。對此,國內外學者做了比較系統地研究,主要原因有以下兩點[29,31]:
1)pH的影響。鍍液的pH會隨著電沉積過程逐漸升高,最終會穩定在8.4~8.6,但是當鍍液的pH大于8時,就會生成羥橋聚合物或Cr(OH)3膠體,阻礙鉻離子沉積的正常進行,從而限制了鉻鍍層的厚度。
2)溫度的影響。鍍液的溫度會隨著電沉積的過程而不斷升高,在θ低于25℃時,粒子運動速度較慢,鍍液內容易產生沉淀。當θ大于45℃時,盡管使得金屬離子的濃差極化作用和Cr3+析出的過電位降低,但是溫度的升高使鍍液的析氫過電位下降的幅度更大,使得陰極區域H+的還原取代了Cr3+的還原,故溫度較高時,鉻沉積層難以增厚。
2.2.2 解決鍍鉻層不能增厚的辦法
1)選擇合適的配位劑。甲醇在鍍液中可以使陰極析氫量降低,從而穩定陰極區域的pH[9];在鍍液中加入甲醇,還能促進Cr3+的電沉積,有利于鍍鉻層厚度的增加,并且有利于鍍液的穩定。加入羧酸配位劑能顯著提高Cr3+的沉積速度和增加鉻層厚度,加入2種比1種好,使用3種羧酸配位劑時效果更佳[32],如果保證較高的沉積速度20h,鉻層 δ可達450μm,硬度可達1200HV,但是鍍液的穩定性不能保證。對于反應過程中形成的羥橋聚合物,可選擇合適的配位劑使羥橋聚合物解聚,如甲酸-甲醇-尿素 Cr3+鍍鉻體系中[9],加入適量乙酸可使羥橋聚合物完全或部分解聚,加快鉻的沉積速率,使鍍液穩定。當pH升高時,抑制羥橋聚合物的生成,在25℃和低電流密度的條件下,沉積速度可達50~100μm/h,鍍層 δ達250μm。
2)選擇適宜的主鹽濃度。通常情況下,鍍液中較高的主鹽濃度,能夠增加三價鉻離子在陰極表面的濃度,對提高鍍鉻的沉積速度有較大的幫助。故電鍍厚鉻常采用較高的主鹽濃度[33]。王華等[34]發現當鍍液中的主鹽濃度超過一定的范圍后,析出的金屬鉻晶粒較粗大,易在鍍層中產生黑色硬質條紋,影響鍍層質量。因此,主鹽濃度應控制在一定范圍內,取主鹽濃度為0.6~0.8mol/L較合適,此外還要注意主鹽濃度和配位劑的比例。
3)使用pH較低的鍍液,并選擇合適的緩沖劑,使鍍液的pH保持在較穩定的范圍內。
4)通過攪拌提高鍍液流速,降低擴散層厚度,以提高沉積速率。三價鉻硫酸鹽體系采用鍍液循環流動方式鍍鉻,在平面鍍件上可以獲得30μm以上的白亮厚鍍鉻層[32]。
5)采用脈沖電鍍技術,并選擇適宜的脈沖參數。與直流電鍍相比,脈沖電鍍所得鍍層厚度可大幅提高,且鍍層質量有較大提升[35]。
3 總結與展望
雖然國內外學者在研究三價鉻電鍍鉻方面取得了一定的成果,但仍存在不少技術難題,如三價鉻電鍍鉻在獲得滿意的鍍層厚度、硬度和耐磨性等方面仍較困難,這也是三價鉻鍍鉻首要解決的技術難題;且鍍液穩定性差,組分復雜,不便于生產管理,這些因素制約了三價鉻鍍鉻的工業化應用。因此,三價鉻鍍鉻工藝仍需在以下幾個方面進一步研究和開發[35-37]。
1)加強對三價鉻鍍鉻陰極還原機理的研究。目前尚未有公認的三價鉻電沉積歷程和機理,特別是電極過程動力學方面,因此還有必要對三價鉻鍍鉻電沉積機理進行比較系統和深入的研究。
2)加強鍍液中配位機理的研究。三價鉻鍍鉻液的組分比較復雜,可選用的配位劑種類也比較多。由于三價鉻離子在溶液中與配位劑產生多種配位態,配位態的結構復雜,并且隨溫度、pH和時間等條件的變化而變化。為了提高鍍液的穩定性以及鉻的沉積速率,必須加強三價鉻配位機理方面的研究,從而開發適宜的配位劑及其合理的配比。
3)進一步完善和研發三價鉻合金電鍍和復合鍍層。三價鉻合金鍍層如Cr-Ni合金、Cr-Fe合金及Cr-C等,具有高耐蝕性、高硬度、高強度及耐磨等特性,有著廣闊的應用前景,應對其進一步開發與完善。
[1] 馮輝,張勇,張林森,等.電鍍理論及工藝[M].北京:化學工業出版社,2008:149-150.
[2] 李家柱,林安,甘復興.取代重污染六價鉻電鍍的技術及應用[J].電鍍與涂飾,2004,23(5):30-33.
[3] 李家柱,林安.三價鉻電鍍研究進展[J].材料保護,2003,36(3):8-9.
[4] 屠振密,鄭劍,李寧,等.三價鉻電鍍鉻現狀及發展趨勢[J].表面技術,2007,36(5):59-63.
[5] 國家環保總局標準處.電鍍行業污染物排放標準[J].電鍍與涂飾,2006,25(9):58-61.
[6] 吳慧敏,艾佑宏,吳瓊.三價鉻電鍍鉻工藝研究[J].表面技術,2007,36(1):62-63.
[7] Duan S,Li H,Zhang X,et al.Hard Chromium Plating From a Trivalent Plating Bath[J].Plating And Surface Finishing,1995,82(6):84-86.
[8] 苗毅,黃旋,李家柱.三價鉻電鍍現狀及發展趨勢[J].材料保護,2011,44(4):38-39.
[9] 屠振密,胡會利,候峰巖.環保型三價鉻電沉積發展中的問題、解決途徑及展望[J].材料保護,2012,45(3):52-54.
[10] El-Sharif M.Replacing Hexavalent Chromium in Electroplating[J].Trans IMF,1997,75(6):B143-B146.
[11] El-Sharif M,Ma S,Chishohn C U.Environmentally Acceptable Process for Electrodeposition of Hard Chromium from Chromium(III)Electrolyte[J].Trans.IMF,1995,73(1):19-25.
[12] 胡曉贊,屠振密,李永彥,等.氯化物三價鉻電鍍液中六價鉻離子的去除方法及效果[J].材料保護,2009,42(2):74-76.
[13] 胡曉贊,屠振密,李永彥,等.硫酸鹽體系三價鉻鍍液中六價鉻離子的積累與去除[J].電鍍與涂飾,2009,28(4):4-7.
[14] 減海梅,屠振密,畢四富,等.電鍍三價鉻鍍液中Cr6+的直接測定[J].電鍍與環保,2009,29(2):42-44.
[15] Pearson T,LongE.Electrodeposition from Trivalent Chromium Electrolytes[J].Trans.IMF,1998,76(6):B83-85.
[16] Barclay D J,Morgan W M.Method and composition for electroplating chromium and its alloys and the method of manufactureofthecomposition:US Pat,4141803[P].1979.
[17] 島宗孝之.新工業電解用電極和電解工藝[J].電氣化學ぉょど工業物理化學,2004,72(4):279-282.
[18] Schaer,Glenn R,Safranek,et al.Coated Article:US Pat,3771972[P].1971-09-16.
[19] 吳慧敏,左正忠,袁國偉,等.三價鉻電鍍的現狀及研究進展[J].材料保護,2004,37(8):29-31.
[20] 胡耀紅,陳力格,劉建平.三價鉻工藝及其新型陽極的初步研究[J].電鍍與涂飾,2004,23(2):19-21.
[21] 郭崇武,賴奐汶.三價鉻電鍍技術研究進展[J].腐蝕研究,2011,25(8):47-49.
[22] 劉衛青,張長鑫,杜登學,等.日本三價鉻電鍍技術的發展狀[J].材料保護,2008,41(10):47-50.
[23] Barclay D J,Vigar J M L.Trivalent chromium electroplating solution and process:US Pat,4374007[P].1983-02-15.
[24] Barclay D J,Morgan W M.Method and composition for electroplating chromium and it's alloys and the method of manuf acture of the composition:US Pat,4141803[P].1979-02-27.
[25] Gyllenspetz,Jeffrey,Renton,et al rominm Trivalent chromium electroplating baths and electroplating therefrom:US Pat,3954574[P].1976-04-04.
[26] Seyb,Edgar J,Brown,et al.Control of anode gas evolution in trivalent chromium plating bath:US Pat,4543167[P].1985-09-24.
[27] 李家柱,林安.三價鉻電鍍研究進展[J].材料保護,2003,36(3):1-4.
[28] 任麗麗.高效三價鉻電鍍工藝研究[D].哈爾濱:哈爾濱工業大學,2011:24-27.
[29] 馮紹彬,劉清,包祥,等.三價鉻電鍍的研究進展[C]//.上海市電鍍與精飾學術年會論文集.上海:上海電鍍協會,2005:94-97.
[30] 蔡志華,談森,張立茗,等.三價鉻鍍鉻與應用實踐[J].材料保護,2006,39(9):120-127.
[31] 吳慧敏,康健強,左正忠,等.三價鉻電鍍研究現狀及進展[J].材料保護,2004,37(8):29-30.
[32] Hong G,Siow K S.Hard Chromium Plating from Trivalent Chromium Solution[J].Plating and Surface Finishing,2001,88(3):69.
[33] 馮忠寶,屠振密,胡會利.環保型三價鉻電沉積功能性鉻層研究現狀及發展[J].電鍍與涂飾,2013,32(3):44-49.
[34] 王華,曾振歐,趙國鵬,等.硫酸鹽溶液體系中三價鉻鍍厚鉻工藝及鍍層性能研究[J].電鍍與涂飾,2007,26(6):13-17.
[35] 張炬,張三平.三價鉻電鍍工藝研究的現狀及方向[J].材料保護,2011,44(7):43-45.
[36] Renz R P,Fortman J J,Taylor E J,et al.Electrically Mediated Process for Functional Trivalent Chromium to Replace Hexavalent chromium Scale-Up for Manufacturing Insertion[J].Plating and Surface Finishing,2003,90(6):52-59.
[37] 張偉,吳承偉.三價鉻電鍍的研究進展[J].材料保護,2013,46(9):38-42.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52