滿足泰勒原則的錐孔理論壓裝曲線分析及壓裝合格判據(jù)的確定
2015-12-07 02:53:08劉思聰
重慶理工大學(xué)學(xué)報(自然科學(xué)) 2015年2期
劉思聰,羅 宏
(重慶理工大學(xué)機械工程學(xué)院,重慶 400054)
過盈裝配在實際生產(chǎn)中有著廣泛的應(yīng)用。隨著科技的進(jìn)步,傳統(tǒng)的手工過盈裝配方法已經(jīng)逐步退出了生產(chǎn)環(huán)節(jié),取而代之的是用壓裝機對采用過盈配合聯(lián)接的零部件進(jìn)行裝配。但是,對于壓裝機裝配合格與否的判定一直是生產(chǎn)中的一個薄弱環(huán)節(jié)[1-4]。現(xiàn)在比較理想的方法是通過壓力傳感器和位移傳感器采集壓裝過程的數(shù)據(jù),生成相應(yīng)的壓裝力-位移曲線,同時,通過計算或者實驗設(shè)計一個由最大壓裝力-位移曲線和最小壓裝力-位移曲線組成的控制框,如果實際壓裝力-位移曲線被包含在控制框中,則過盈裝配壓裝合格,反之則不合格。此種判定方法有一定的局限性,比如生產(chǎn)中滿足泰勒原則的帶錐度孔零件的裝配合件的合格判定的理論依據(jù)不足[5-8]。本文在以前研究的基礎(chǔ)上,通過理論分析,得到一種更完善的通過壓裝力-位移曲線來判定合格與否的判據(jù),從而得到一種智能判斷方法。
1 壓力裝配工藝
在機械裝配中,過盈聯(lián)接占有十分重要的地位,應(yīng)用也相當(dāng)廣泛。過盈聯(lián)接裝配后,利用材料彈性變形在包容件和被包容件配合面間產(chǎn)生壓力,依靠此壓力產(chǎn)生的摩擦力傳遞力矩、軸向力或兩者均有的復(fù)雜載荷。這種聯(lián)接結(jié)構(gòu)簡單,對中性好,承載能力強,能承受交變載荷和沖擊力,還可以避免零件由于加工鍵槽等原因而削弱其強度的不足,從而得到廣泛的應(yīng)用[1]。傳統(tǒng)的壓力裝配多采用人工敲擊、熱裝等方法。這些方法工藝性差,容易對配合面產(chǎn)生損傷。同時裝配完成后工件的裝配質(zhì)量無法檢測。當(dāng)前,壓力機裝配逐漸替代了傳統(tǒng)的人工裝配,它的使用對控制壓裝合件的質(zhì)量起到了關(guān)鍵的作用,此外許多壓力機制造企業(yè)已經(jīng)開始在產(chǎn)品上裝備在線質(zhì)量監(jiān)控系統(tǒng)。但是,現(xiàn)有的在線質(zhì)量監(jiān)控系統(tǒng)對滿足泰勒原則的錐度包容件的壓裝合格判定還有一定的局限性。
2 理想基本單元壓裝曲線分析
理想基本單元定義為互為配合的孔和軸,孔為直圓孔,軸為直圓軸,并且相關(guān)尺寸均在合格公差帶范圍內(nèi)。
2.1 理想狀態(tài)下的壓裝力確定
根據(jù)查詢相關(guān)資料[2]可以得到此狀態(tài)下的壓裝力為

2.2 理想狀態(tài)下裝配合格判據(jù)確定
根據(jù)理論壓裝力式(1),可以得到壓裝力與配合位移之間的關(guān)系曲線。根據(jù)式(1)可得到極限工況的壓裝力。
最大壓裝力:

最小壓裝力:

式(2)和(3)中:δmax=Δd+ΔD2為最大過盈值;δmin=ΔD1為最小過盈值。在基軸制情況下,Δd為配合軸的上公差,ΔD1為配合孔的上公差,ΔD2為配合孔的下公差。
根據(jù)式(2)和(3)可畫出相應(yīng)的壓裝力-位移曲線,如圖1所示。
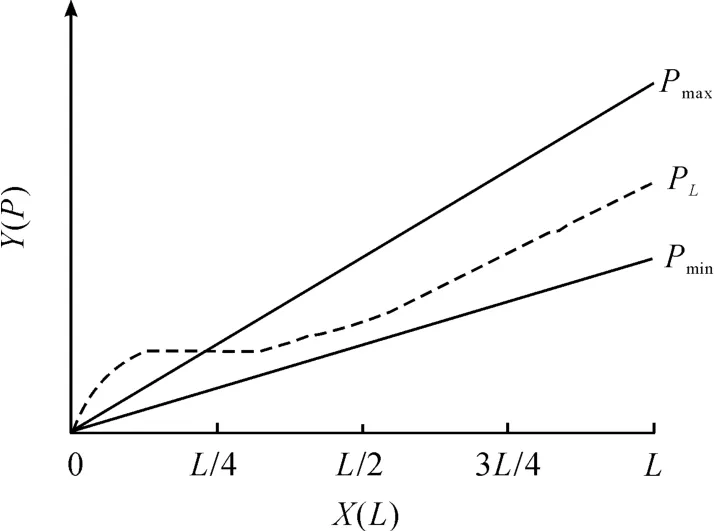
圖1 理想狀態(tài)下壓裝力-位移曲線
根據(jù)圖1的曲線關(guān)系可知:
1)只要是對在合格公差范圍內(nèi)的零件進(jìn)行裝配,其壓裝曲線一定在Pmax和Pmin所組成的封閉框范圍內(nèi),即壓裝曲線只要在此封閉框內(nèi),均可視為壓裝合格。
2)當(dāng)壓裝曲線超出Pmax和Pmin組成的封閉框范圍時,如在Pmax曲線之上的范圍,說明配合間過盈量過大,軸或孔尺寸超上公差;反之,如在Pmin曲線之下的范圍,說明配合過盈量過小,軸或孔尺寸超下公差。此兩種情況均可判定為壓裝不合格。
3)為了避免在壓裝初始由于對中可能造成的沖擊負(fù)荷而產(chǎn)生的波動,對壓裝曲線PL的初始階段不做判斷,這樣可以使判斷更加準(zhǔn)確。暫定初始階段為壓裝行程的前1/4行程。
由本文分析可知,理想基本單元合格壓裝判據(jù)為

壓裝曲線滿足此條件的均可視為此狀態(tài)下的合格壓裝,反之視為不合格壓裝。
3 滿足泰勒原則的錐孔壓裝力曲線分析
泰勒原則簡單講就是有配合要求的孔和軸,其局部實際尺寸與形狀誤差都要控制在尺寸公差帶以內(nèi)。研究在此工況的壓力裝配,對完整地進(jìn)行壓裝曲線分析有重要的參考意義。滿足泰勒原則的錐孔,尺寸公差在合格公差帶內(nèi),但是孔存在一定的錐度。
可將此工況的壓裝分為孔為正錐孔和倒錐孔的壓裝。為了使分析特征化,此時可將軸理解為基軸制的直圓軸。
由于孔的錐度千差萬別,為了便于定量和定性分析,把錐度孔定義為正錐孔或倒錐孔。通過對極限特征壓裝曲線的定量分析可推導(dǎo)出隨著錐度孔的改變對壓裝力-位移曲線可能產(chǎn)生的影響,以便于定性地分析其變化規(guī)律。
3.1 孔為正錐孔時的極限特征壓裝曲線
在配合副滿足泰勒原則的前提下,孔的錐度位于孔的上公差與下公差的對角線之內(nèi),此時的公差配合圖如圖2所示。
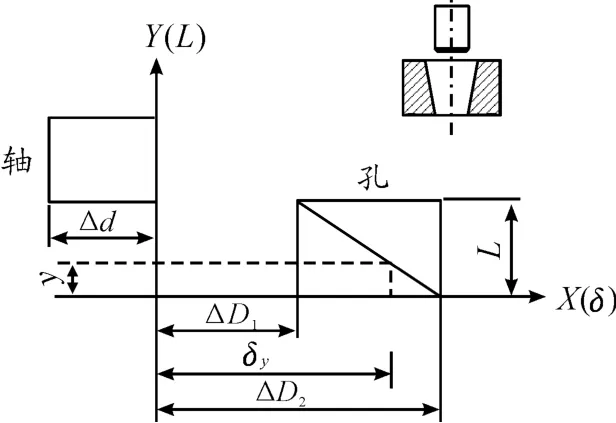
圖2 孔為正錐孔時公差配合圖
此時配合過程中的任一點y的特征過盈值為

即

當(dāng)軸為上公差,y=L時,壓裝行程終了的最小壓裝力為

當(dāng)軸為下公差,y=L,Δd=0時,壓裝行程終了的最小壓裝力為

由式(7)~(9)可畫出此狀態(tài)下的相應(yīng)壓裝力曲線,見圖3。

圖3 孔為正錐孔時壓裝力-位移曲線
3.2 孔為倒錐孔時的極限特征壓裝曲線
同理可得孔為倒錐孔時的公差配合圖,如圖4所示。
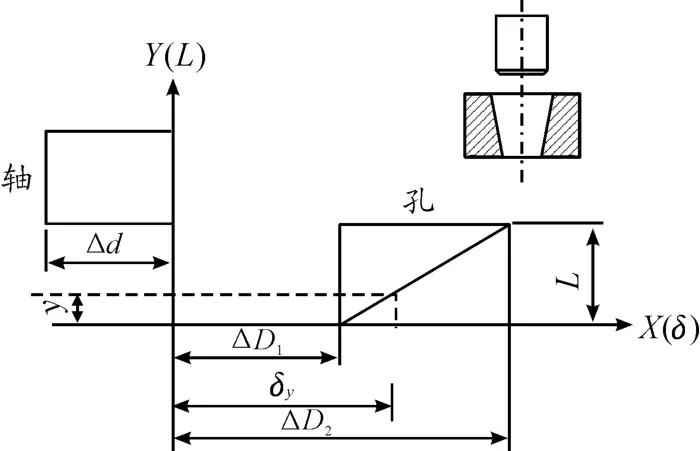
圖4 孔為倒錐孔時公差配合圖
由圖4可推出在配合過程中任一點y的過盈值為

故

當(dāng)軸為上公差,y=L時,壓裝行程終了的最大壓裝力為

當(dāng)軸為下公差,y=L,Δd=0時,壓裝行程終了的最大壓裝力為

由式(12)~(14)可作出倒錐孔壓裝時的壓裝力曲線,如圖5所示。
3.3 錐孔的極限特征壓裝力曲線分析
由本文的推導(dǎo)和分析可知,兩種狀態(tài)錐孔的壓裝力在壓裝行程終點處的值相等,即:
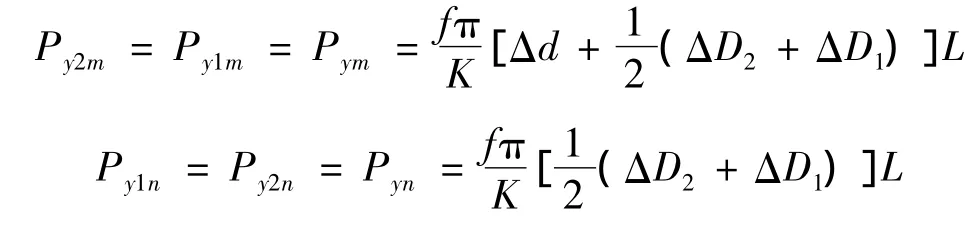
滿足泰勒原則的錐孔壓裝力-位移曲線見圖6。圖6中:Pym是軸為最大狀態(tài)時的終點壓裝力;Pyn是軸為最小狀態(tài)時的終點壓裝力。
圖5 孔為倒錐孔時壓裝力-位移曲線

圖6 滿足泰勒原則的錐孔壓裝力-位移曲線
由圖6可得到:① Py-x曲線均為過原點的二次曲線。孔與軸公差的絕對值大小決定終點值的大小。孔的配合長度決定其壓裝曲線的曲率大小。②無論錐度在此公差帶內(nèi)如何變化,Pym隨著過盈值的增大向Pmax靠近直至重合,而Pyn隨著過盈值的減小向Pmin靠近直至重合。也就是說,只要滿足泰勒原則的錐孔,其壓裝曲線一定在Pmax和Pmin組成的封閉框內(nèi)。③從壓裝曲線圖像的上凸和下凹可明確判斷錐孔錐度的方向,從曲線凹凸度大小可直觀判斷出孔錐度的大小,可為加工孔的工序提供指導(dǎo)改進(jìn)意見。
4 根據(jù)壓裝力-位移曲線確定合格判據(jù)
4.1 判據(jù)起始點的確定
在壓裝的初始階段,由于沖擊載荷的影響勢必造成前段壓裝力-位移曲線的不穩(wěn)定,極有可能造成誤判。
由圖6可知,兩種不同曲變的壓裝力-位移曲線是完全相反的兩種狀態(tài),Py1m與Py2n勢必有一個交點。在交點之后,各種曲線呈相對散射狀態(tài),這樣便于對各種工況進(jìn)行分析判斷。因此,可以預(yù)想把這個交點作為判據(jù)的起始點。滿足此條件的交點為
由式(6)、(11)可得:

4.2 壓裝合格判據(jù)的確定
根據(jù)壓裝力-位移曲線,可得綜合壓裝曲線,見圖7。
圖7 綜合壓裝曲線
由圖7 分析可得:Pn2≤P2≤Pm2,Pmin≤PL≤Pmax,滿足此條件,無論配合孔為直孔或錐孔,均可判為壓裝合格。
由圖8曲線1可知:P1>Pm1,P2>Pm2,但是Pmin<PL<Pmax,說明倒錐孔的上公差超差,引起局部前段壓裝力過大,極易造成軸套破裂,應(yīng)判定為不合格壓裝。
由圖8曲線 2可知:P1<Pn1,P2<Pn2,但是Pmin<PL<Pmax,說明正錐孔的下公差超差,引起局部前段壓裝力過小,極易造成松套,應(yīng)判定為不合格壓裝。
由圖8曲線3和4可知:P1>Pm1,P2>Pm2或者 P2<Pn2,但是 PL≤Pmin,說明過盈量過大,在壓裝過程中已經(jīng)將軸套壓破,應(yīng)判定為不合格壓裝。

圖8 幾種實際壓裝曲線
5 結(jié)束語
通過本文的分析,特別是對滿足泰勒原則的合格錐孔的壓裝力-位移曲線的分析,完善了各種工況的合格與不合格判據(jù)的制定。本文提出的合格判據(jù)對壓裝機質(zhì)量監(jiān)控系統(tǒng)的完善有著明確的參考價值。
本文只對壓裝件的壓裝曲線在不同工況下進(jìn)行理論推導(dǎo)與分析,但是在實際情況下,由于材料的配合狀態(tài)系數(shù)與實際工件存在誤差,故如何對誤差進(jìn)行修正,還需在其余的工作中加以完善,使之更符合實際的壓裝工況。
[1]張士斌,唐杰.機械裝配中的過盈聯(lián)接裝配[J].一重技術(shù),2006(2):23-24.
[2]機械工程材料手冊(修訂本)[M].北京:機械工業(yè)出版社,1977.
[3]新編非標(biāo)準(zhǔn)設(shè)備設(shè)計手冊[M].北京:國防工業(yè)出版社,1999.
[4]袁偉.過盈聯(lián)接零件的裝配和質(zhì)量控制[J].汽車工廠設(shè)計,1997(4):15-23.
[5]戴海港.軸類零件彎曲變形在線檢測研究[D].成都:西華大學(xué),2011.
[6]姜長泓.軌道車輛輪軸故障檢測系統(tǒng)研究[D].長春:吉林大學(xué),2006.
[7]伊珊波.過盈聯(lián)接件質(zhì)量檢測數(shù)學(xué)模型的研究[J].裝備制造技術(shù),2008(2):17-18.
[8]陳連.過盈聯(lián)接可靠性設(shè)計研究[J].中國機械工程,2005,15(1):28-32.
