藥皮輔料交互作用對1Ni9鋼焊條脫渣性的影響
2015-12-09 09:07:42李繼紅張興璇劉明志
機械工程材料 2015年3期
李繼紅,張興璇,劉明志,張 敏
(西安理工大學材料科學與工程學院,西安710048)
0 引 言
與不銹鋼和低溫用鋁合金相比,1Ni9鋼不僅具有合金含量少、價格低廉、許用應力大、熱膨脹率小的優點,還具有優良的強韌性和焊接性[1-3],廣泛應用于低溫壓力容器、儲罐(液化天然氣)、風機等領域[3-5]。但目前應用于超低溫(-100~-196℃)工況的設備或容器在制備過程中所使用的1Ni9鋼焊接材料(例如焊條)依然依賴進口,因此,研發適于1Ni9鋼的專用焊條,對保證低溫條件下焊接接頭的力學性能與母材的相匹配,并降低生產成本,無疑具有重要的現實意義。
在新型焊條研制過程中,焊條的工藝性能是評價焊條性能的一個重要方面,而焊條藥皮輔料組分是焊條工藝性能的決定性因素。近年來,國內許多焊接工作者探討了藥皮輔料組分對焊條工藝性能(例如脫渣性、穩弧性、飛濺率等)的影響[6-7],然而大多數研究只停留在經驗性分析層面,且在多種輔料交互作用對焊條工藝性能影響的研究上仍有欠缺。由于決定焊條工藝性能的藥皮輔料種類較多,而且原材料以及不同輔料間的交互作用都會對焊條的工藝性指標產生相當大的影響,所以焊條工藝性能的多項指標要同時達到最優極為困難。統計學軟件SAS因具有計算簡單、操作靈活、實用性強和多角度多元素綜合分析等優勢而被廣泛應用[8]。鑒于此,作者針對1Ni9鋼的手工電弧焊問題,按照均勻設計法設計了專用焊條藥皮配方,并采用SAS軟件建模,對影響1Ni9鋼焊條脫渣性的因素及影響規律實現了量化分析,為今后1Ni9鋼所用焊條的研制及生產提供理論支持。
1 試樣制備與試驗方法
在傳統低氫型焊條藥皮成分范圍[9]的基礎上,根據1Ni9鋼焊條在生產和制造中的經驗,選定了10種焊條藥皮輔料,將它們的質量分數作為試驗設計中的自變量X。碳酸鹽、螢石、鋯英砂、錳鐵、硅鐵、鈦鐵、鈦白粉、金紅石、長石、云母的質量分數分別記為X1~X10。
云母和長石具有穩定電弧、造渣以及改善焊條藥皮壓涂性能的作用,而對藥皮脫渣性能的影響不大,故以固定其含量(即常數值)的方式加入焊條藥皮中。藥皮輔料的配方如表1所示。后續回歸分析中所用的自變量共8個。
按照均勻設計法,依據藥皮成分范圍確定的試驗條件為8因素、17水平;選用均勻設計表U17(178),設計了17種焊條藥皮配方,具體如表2所示。

表1 藥皮輔料的質量分數Tab.1 Mass fraction of coating components(mass) %
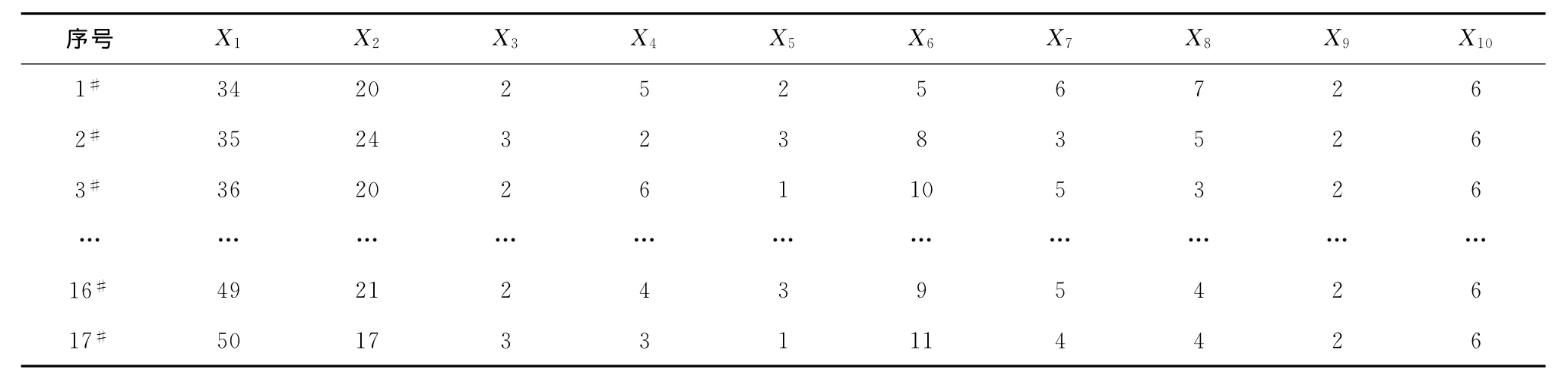
表2 均勻設計試驗點和各藥皮輔料的質量分數Tab.2 Test points of the uniform design and mass fraction of coating components(mass) %
試驗焊條焊芯選用鎳質量分數約為60%的ENiCrMo-3合金,以保證熔敷金屬具有良好的抗腐蝕開裂性能和抗點蝕性能,尤其是在-196℃下仍保持良好的韌性,從而有利于確保獲得低溫性能良好的焊縫金屬。各藥皮輔料經混拌均勻后,加入鉀鈉混合水玻璃使其粘接成團,經壓涂等制作工序后將17組焊條烘干。為防止焊條藥皮開裂或脫落,試驗所采用的烘干工藝為:60℃保溫10h→120℃保溫1h→180℃保溫1h→250℃保溫1h→350℃保溫1h。
焊條制備好后進行工藝性焊接試驗,采用nebula400型逆變焊機進行平板堆焊。參考JB/T 8423-1996《電焊條焊接工藝性能評定方法》對所有焊條所形成的焊道的脫渣情況進行測試,然后根據式(1~2)計算每條焊道的脫渣率D。
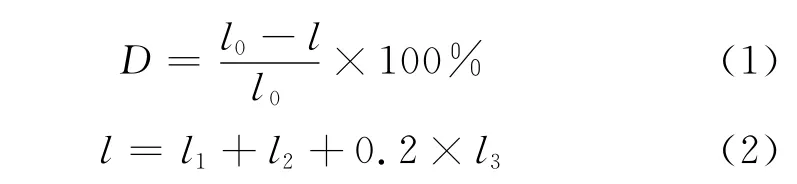
式中:l0為焊道的總長度,mm;l為未脫渣焊道的長度,mm;l1為完全未脫渣焊道的長度,mm;l2為嚴重粘渣焊道的長度,mm;l3為輕微粘渣焊道的長度,mm。
每種焊條測定兩根,取其脫渣率的算術平均值作為該種焊條脫渣性評價指標的因變量Y。表3給出了17種焊條的脫渣率結果(Y值)。
2 試驗結果與討論
2.1 回歸方程的建立
由于藥皮各組分對工藝性能多項指標的影響非常復雜,多呈交互作用,因此采用SAS軟件回歸統計計算X對脫渣性影響的數學模型。通過二次回歸分析,利用全部自變量的一次項和二次項(共44項)即:X1,X2,…,X8,X12,X22,…,X82,X1X2,X1X3,…,X2X3,…,X7X8作為輸入數據,并在SAS編程窗口中輸入逐步回歸命令,對輸入的數據進行逐步回歸,從而建立了焊條藥皮輔料組分與焊條脫渣性相關的數學模型,其回歸方程如式(3)所示。

表3 17種焊條脫渣率的測試結果Tab.3 Slag detachabilities of 17types of electrode %
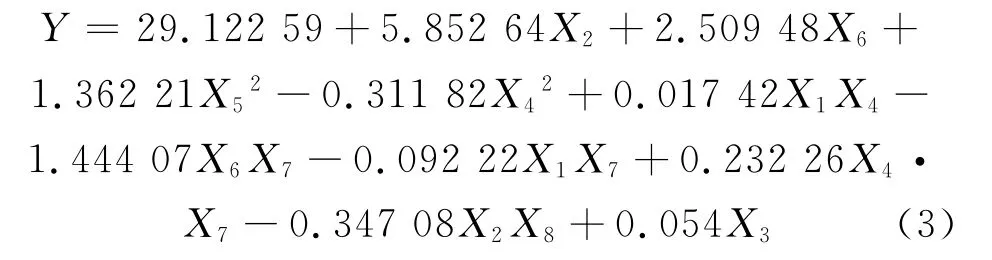
該數學模型的方差分析如表4所示。從回歸方程可以看出,在所選的全部44個含有自變量的項中,有10個項反映出藥皮輔料對焊條脫渣性具有影響,而且這些影響絕大部分都呈現交互作用的形式。當取α=0.001時(即極顯著分析),查表得F0.001(9,7)=10.7<461.96,這表明回歸統計是完全可行的。從方差分析表中還可以看出,回歸模型的顯著性概率P 值(Pr>F)小于0.000 1,十分顯著,說明回歸是十分有效的。由逐步回歸的輸出結果可以知道回歸方程的決定系數R-square=99.78,這同樣說明線性回歸結果為十分顯著。在輸出的回歸系數表中,各自變量的顯著性概率P值只有一項大于0.05,其余均小于0.05。所以該回歸方程具有良好的擬合效果,能夠滿足實際應用的需要。
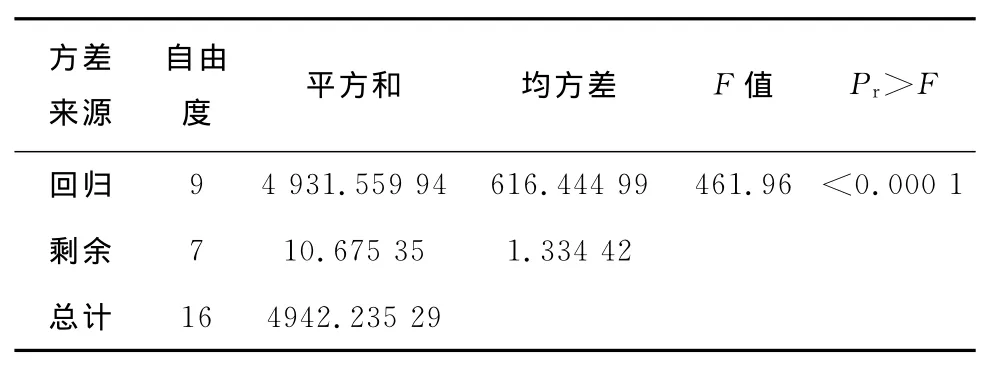
表4 數學模型的方差分析Tab.4 The variance table for the mathematical model
2.2 螢石含量對脫渣性的影響
從回歸方程(3)可以看出,X2(螢石的質量分數)對焊條的脫渣性具有較大影響。在回歸方程中涉及到X2的項有兩項,即+5.822 64 X2和-0.347 08 X2X8,說明 X2與Y(脫渣性)的關系是呈非線性的,其對脫渣性的影響也相對復雜。由于螢石在焊條藥皮中的主要作用是為形成玻璃相而提供Ca2+,螢石含量越多,生成的Ca2+含量就越多,脫渣率也就越高。此外,螢石在高溫下能與SiO2和TiO2等反應生成SiF4和TiF4氣體,這些氣體可以排除電弧區的氫氣,防止氫溶解于焊縫金屬中,減少產生氣孔的幾率。由于螢石的熔點較低,可以降低熔渣的熔點,使得焊后冷卻過程中焊縫金屬在液態熔渣的充分保護之下凝固,亦有利于脫渣。但從另一個角度看,螢石的主要成分為CaF2,它與電弧區空腔氣氛中的K+、Na+發生反應,從而降低K+、Na+的濃度,使電弧穩定性下降,對焊縫成形不利。因此,隨著螢石含量的進一步增加,反而會使脫渣變得困難,所以在配方設計中要綜合考慮其作用。
2.3 硅鐵含量對脫渣性的影響
在回歸方程(3)中,硅鐵含量X5的相關項系數為+1.362 21,且為二次方項,說明硅鐵含量與脫渣率呈正相關關系。硅鐵在焊條藥皮中的主要作用是對焊縫金屬進行合金化,以及與錳鐵聯合脫氧,其脫氧產物MnO和SiO2能夠復合為硅酸鹽MnOSiO2,而MnOSiO2具有密度小、熔點低的特點,并且在鋼液中處于液態,從而易于聚合成大而輕的質點浮入熔渣中,既有利于焊后脫渣,也降低了焊縫中的氧含量,使焊縫夾雜物減少,有助于焊縫力學性能的改善。一般焊條藥皮中所添加的硅鐵中SiO2的質量分數約為75%,而SiO2中的Si-O鍵能較大,因此,當硅鐵含量過高時,SiO2含量就越多,藥皮的熔化溫度進一步升高,焊接過程中不利于熔渣對焊接熔池的良好保護。此外,SiO2還具有稀釋熔渣的作用,過多的SiO2會使熔渣過稀,從而使熔渣的覆蓋性變差,不能很好地隔離空氣,這對焊條的脫渣性不利。
2.4 鈦鐵及鈦白粉含量對脫渣性的影響
鈦鐵含量X6對焊條脫渣性的影響較大。根據回歸方程(3)并分析可知,鈦鐵的加入有利于焊條的脫渣,這是由于鈦鐵與硅鐵類似,在焊條藥皮輔料中起到脫氧劑的作用。而對于鈦白粉而言,其主要成分為TiO2,在焊接過程中,當TiO2的質量分數較低時(小于3%),熔渣渣殼變脆,渣殼內氣孔增多,對于這種疏松的渣殼結構,渣內的結合力比熔渣與焊縫金屬界面的結合力小,所以在焊后敲擊除渣過程中,沖擊載荷會使得渣殼自身碎裂,但小塊渣殼與焊縫之間仍不易脫離,造成焊道粘渣[10-12]。同時,由于TiO2的分解壓力小,因此,它有降低溶解于焊縫金屬中氧含量(FeO)的作用,當TiO2含量較少時,FeO含量相對較多,其共格地搭建在焊縫金屬α-Fe晶格上,使熔渣與焊縫金屬結合在一起,出現嚴重粘渣。另一方面,鈦鐵和鈦白粉存在一定的交互作用(相關項系數為-1.444 0),該交互作用不利于焊條的脫渣性。
2.5 碳酸鹽含量對脫渣性的影響
在低氫堿性焊條中,碳酸鹽作為其主要的藥皮成分,對焊條的脫渣性起到至關重要的作用。根據回歸方程(3)可知,碳酸鹽和錳鐵之間的交互作用對焊條脫渣率的影響呈正相關(相關項系數為0.017 42);而碳酸鹽和鈦白粉之間的交互作用對焊條脫渣率的影響呈負相關(相關項系數-0.092 22)。碳酸鹽的成分主要以大理石和白云石為主,大理石的主要成分為CaCO3,白云石的主要成分為CaCO3和 MgCO3。一方面,CaCO3和MgCO3在高溫時分解產生CO2氣體,起到排除空氣保護熔池的作用,生成的CaO作為造渣成分覆蓋在焊縫金屬上,可防止焊縫金屬被氧化;同時,析出的CO2氣體使電弧氣氛具有氧化性,可以降低焊縫金屬中的氫含量,使焊縫金屬純凈。但隨著大理石含量增加,熔渣的熔點升高,在高溫時形成的玻璃相黏度增大,這會對脫渣性不利;MgCO3雖然提高了熔渣的堿度,不利于獲得成形性較好的焊縫,但可以使熔渣的致密度得到改善,同時使熔渣的透氣性增加,提高渣的表面張力。在試驗的成分范圍內,由于碳酸鹽與藥皮中其它組分的交互作用,其含量的增加使得焊條的脫渣性呈緩慢降低的趨勢。
2.6 錳鐵含量對脫渣性的影響
從回歸方程(3)可以看出,錳鐵含量(X4)對焊條脫渣率的影響既有獨立作用,也有和其它組分的交互作用。X4的二次方項與焊條的脫渣性呈負相關,錳鐵與鈦白粉的交互作用對焊條脫渣率的影響呈正相關,并且鈦白粉和錳鐵交互作用的影響較錳鐵的獨立影響稍弱。這主要是因為在低氫堿性焊條中含有較多的堿性氧化物,當采用錳鐵參與脫氧時,生成的MnO亦為堿性氧化物,因此不能與熔渣中的堿性氧化物結合成為復合化合物而進入熔渣中,從而對脫渣不利。鈦白粉中TiO2的質量分數為95%,且其屬于酸性氧化物,可以和堿性氧化物CaO結合生成復合化合物CaO-TiO2,有利于焊條脫渣。
2.7 各藥皮輔料對脫渣性的影響趨勢
根據回歸方程的結果,回歸出8種焊條藥皮輔料對焊縫脫渣率的影響,如圖1所示。圖中,在考察某一種材料成分變化對脫渣率的影響時,另外7種材料的含量取中間值。
從圖1中可以看出,在試驗所確定的成分范圍內,碳酸鹽或金紅石的含量越多,對焊條脫渣性越不利,而后者成分的變化對脫渣率的影響更為明顯;螢石與鈦白粉對焊條脫渣性的影響均呈非單調關系,隨著螢石或鈦白粉含量增加,焊條的脫渣率呈先增后降的趨勢;鋯英砂對焊條的脫渣率基本無影響;錳鐵含量較低時,其含量的增加對焊條脫渣性的影響不明顯,但隨著錳鐵含量進一步增加,呈現出對焊條脫渣性不利的影響;硅鐵、鈦鐵的含量越多,對焊條的脫渣率越有利。圖1雖然是在單因素變化的條件下繪制的,但是通過回歸方程的測算,總體上說明了藥皮輔料在其成分范圍內對焊條脫渣率的影響趨勢,對今后1Ni9鋼焊條的試驗與生產可起到了一定的借鑒作用。
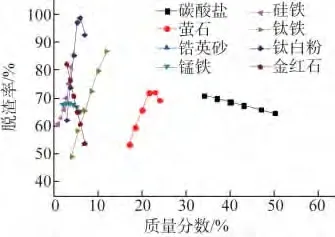
圖1 藥皮輔料質量分數對1Ni9鋼焊條脫渣率的影響Fig.1 Effects of mass-fraction of coating components on slag detachability of 1Ni9 steel electrodes
3 結 論
(1)通過均勻設計和SAS軟件回歸分析,得到了藥皮輔料各組分對1Ni9鋼焊條脫渣率影響的回歸方程以及影響規律。
(2)在試驗所確定的成分范圍內,大多數藥皮輔料對焊條脫渣性的影響以交互作用的形式表現出來;增加硅鐵、鈦鐵的含量對改善焊條的脫渣率有利;碳酸鹽或金紅石含量越多,越不利于焊后脫渣;隨著螢石或鈦白粉含量增加,焊條的脫渣率呈先增后降的趨勢;其它組分對焊條脫渣性無明顯影響。
[1]張弗天,王景福,郭蘊宜.Ni9鋼中回轉奧氏體與低溫韌性[J].金屬學報,1984,20(6):405-410.
[2]FULTZ B,KIM J I,KIM Y H,et al.The stability of precipitated austenite and the toughness of 9Ni steel[J].Metallurgical Transactions:A,1985,16(12):2237-2250.
[3]嚴春妍,李午申,薛振奎,等.LNG儲罐用9%Ni鋼及其焊接性[J].焊接學報,2008,29(3):49-51.
[4]宮少濤,孫良,熊慶人,等.不同熱處理狀態國產9Ni鋼的超低溫斷裂韌性[J].機械工程材料,2013,37(2):71-77.
[5]劉祥儒.9Ni鋼低溫儲罐焊接施工經驗與工藝問題探討[J].石油工程建設,1997(5):14-18.
[6]王勇,王寶.不銹鋼焊條工藝穩定性分析與評價[J].中國機械工程,2008,19(2):245-247.
[7]孟工戈,李平,谷豐,等.基于均勻設計方法研究不銹鋼焊條的脫渣性[J].材料科學與工藝,2007,15(4):500-502.
[8]黃燕,吳平.SAS統計分析及應用[M].北京:機械工業出版社,2006.
[9]張子榮,李升鶴.電焊條[M].北京:機械工業出版社,1998.
[10]楊拓宇,孟工戈,楊德云,等.藥皮輔料的交互作用對不銹鋼焊條脫渣性的影響[J].焊接學報,2007,28(5):85-88.
[11]孫咸.不銹鋼焊條的脫渣機理及其對策[J].金屬加工,2009(10):32-34.
[12]李平,孟工戈,孫鳳蓮.不銹鋼焊條脫渣性影響因素的分析[J].機械工程師,2004(12):61-62.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
