1 000 MW發(fā)電機(jī)組密封瓦檢修工藝探討
2015-12-16 07:53:52徐鳴鏑孫海榮葛圣杰
上海節(jié)能 2015年5期
關(guān)鍵詞:發(fā)電機(jī)
徐鳴鏑 孫海榮 葛圣杰
上海電力股份有限公司吳涇熱電廠(chǎng)
現(xiàn)代化大容量的汽輪發(fā)電機(jī)組多數(shù)采用氫氣作為冷卻介質(zhì)對(duì)發(fā)電機(jī)的定子和轉(zhuǎn)子繞組進(jìn)行冷卻。由于發(fā)電機(jī)端部同時(shí)存在靜止和轉(zhuǎn)動(dòng)部件,氫氣將沿著動(dòng)靜部件之間向外流動(dòng),氫冷發(fā)電機(jī)漏氫將降低發(fā)電機(jī)的冷卻效果,影響機(jī)組出力,增加發(fā)電成本。更為嚴(yán)重的是如果氫氣泄露嚴(yán)重,很有可能造成火災(zāi),甚至引起爆炸事故,嚴(yán)重威脅機(jī)組的安全運(yùn)行。為此設(shè)有軸端密封裝置(通常稱(chēng)為密封瓦)。氫冷發(fā)電機(jī)的軸端油密封裝置裝在轉(zhuǎn)軸伸出端蓋處,它以油壓略高于發(fā)電機(jī)內(nèi)氫壓的壓力油循環(huán)注入密封瓦與轉(zhuǎn)軸之間的間隙,以阻止氫漏出。
上汽超超臨界1 000 MW汽輪發(fā)電機(jī)組,由德國(guó)西門(mén)子公司和上海電氣集團(tuán)聯(lián)合設(shè)計(jì)制造。通過(guò)幾次的檢修過(guò)程,發(fā)電機(jī)密封瓦在解體后發(fā)現(xiàn)烏金磨損,軸向錯(cuò)口位置磨損的缺陷,回裝后常發(fā)現(xiàn)密封瓦漏油、漏氫等現(xiàn)象。這是由于解體時(shí)損傷零部件、安裝過(guò)程工藝不達(dá)標(biāo)及備品備件不完善等原因造成的,為了更好解決這一系列問(wèn)題,有必要進(jìn)一步完善檢修工藝和方法。
1 密封瓦解體及注意要點(diǎn)
1.1 軸瓦及汽側(cè)密封瓦支座解體
(1)解體步驟
發(fā)電機(jī)密封瓦示意圖如圖1所示,解體時(shí)先打開(kāi)上半軸承室蓋及上半軸承,拆除下外油檔,安裝抬軸架(注意抬軸架與軸頸接觸位置的絕緣是否完好),在軸頸頂部及水平中分面兩側(cè)位置各架一個(gè)百分表,表?xiàng)U指向軸心,同時(shí)用塞尺測(cè)量出密封瓦氫側(cè)支座外油檔間隙,用扳手加接桿扳動(dòng)抬軸架頂絲抬起發(fā)電機(jī)轉(zhuǎn)子,抬軸過(guò)程應(yīng)避免使用敲擊扳手,以免震動(dòng)引起表讀數(shù)的誤差,應(yīng)使用塞油檔間隙與表讀數(shù)互相對(duì)應(yīng)的做法避免表讀數(shù)的誤差。在油檔頂部不接觸的情況下,抬軸量在0.35~0.40 mm,避免并消除轉(zhuǎn)子在抬軸過(guò)程中的左右位移。轉(zhuǎn)子抬高后,挖出下半軸承。
解體密封瓦支座前先拆除支座下兩塊絕緣墊塊,并拆除空側(cè)油檔,安裝軸頸保護(hù)板后,拆除空、氫側(cè)支座的聯(lián)結(jié)螺栓,拉出空側(cè)支座定位銷(xiāo)釘,用兩側(cè)頂絲讓空、氫側(cè)支座分開(kāi)一些。,使支座通過(guò)軸頸保護(hù)板落在軸頸上,在軸頸上轉(zhuǎn)動(dòng)空側(cè)支座,注意保護(hù)板的位置,避免轉(zhuǎn)過(guò)位置,使空側(cè)支座中分面螺栓處在水平位置,下半支座兩側(cè)裝兩個(gè)螺栓,使空側(cè)支座固定在氫側(cè)支座上。調(diào)整保護(hù)板位置,使保護(hù)板在上半支座上,同時(shí)拆除空側(cè)支座中分面螺栓及銷(xiāo)釘,用專(zhuān)用吊架吊出上半支座,在下半支座上安裝軸頸保護(hù)板及支座專(zhuān)用工具,使空側(cè)支座通過(guò)吊具落在軸頸上,拆除臨時(shí)螺栓,轉(zhuǎn)動(dòng)下半空側(cè)支座,使支座轉(zhuǎn)到軸頸上部,用專(zhuān)用吊具吊出下半支座,檢查氫側(cè)支座向空側(cè)支座兩進(jìn)油孔O型圈情況,取下O型圈。
(2)解體注意要點(diǎn)
在解體密封瓦支座前要先進(jìn)行查看,打開(kāi)上半軸承室蓋及上半軸承后,在運(yùn)行風(fēng)壓下密封油運(yùn)行中對(duì)密封瓦支座進(jìn)行觀(guān)察,是否有漏油、漏氫現(xiàn)象,如有泄漏確定泄漏部位并記錄。
1.2 密封瓦解體
(1)解體步驟
解體密封瓦前先用塞尺測(cè)量密封瓦徑向間隙,然后將密封瓦從氫側(cè)支座的密封瓦槽內(nèi)引出,拉出氫側(cè)軸向密封橡膠條,松出密封瓦中分面銷(xiāo)子螺母的防松螺釘,用專(zhuān)用扳手拆除銷(xiāo)子螺母,并敲出銷(xiāo)子,使兩半密封瓦分離。密封瓦取出后應(yīng)擦干凈,放置在平板上,并裝復(fù)兩半密封瓦。
解體氫側(cè)支座:解體前測(cè)量氫側(cè)支座洼窩中心,解體情況基本與空側(cè)支座相同,拆除密封瓦氫側(cè)內(nèi)油檔與大端蓋的聯(lián)結(jié)螺栓,即可解體發(fā)電機(jī)大端蓋了。氫側(cè)內(nèi)油檔與大端蓋之間有兩張絕緣墊片與橡膠密封條,墊片如無(wú)損壞可以再用,橡膠密封條需更換。
(2)解體注意要點(diǎn)
氫側(cè)支座與大端蓋之間有兩張一毫米絕緣墊片及一圈橡膠密封條,兩個(gè)密封膠孔橡膠塞都取下來(lái),還有3個(gè)油孔過(guò)渡絕緣接頭及O型圈,氫側(cè)支座內(nèi)有兩個(gè)橡膠塞頂柱都取下保護(hù)好。

圖1 軸密封示意圖
2 密封瓦檢查測(cè)量及注意要點(diǎn)
(1)密封瓦清理檢查
氫側(cè)內(nèi)油檔與密封瓦氫側(cè)支座與大端蓋的聯(lián)結(jié)螺栓都有絕緣墊片與絕緣套管,需檢查有無(wú)損壞并清理干凈、烘干,螺栓完好無(wú)毛刺。螺栓保險(xiǎn)墊片整修平整或更換,大端蓋上螺紋底孔修整并清理干凈,做到平面整潔,油道干凈暢通,螺紋無(wú)毛刺、無(wú)翻邊。絕緣墊片、橡膠密封條、O型圈、密封膠孔橡皮塞、保險(xiǎn)墊片等備品配齊。
(2)密封瓦測(cè)量工作
測(cè)量密封瓦內(nèi)徑、厚度、平整度、橢圓度及中分面的閉合情況。密封瓦內(nèi)徑與軸頸配合間隙,密封瓦在密封槽內(nèi)的軸向間隙,空、氫側(cè)密封瓦支座的平整度,兩支座間油孔位置的閉合情況及中分面的閉合情況,密封瓦有無(wú)錯(cuò)口(軸向、徑向)。
(3)密封瓦檢查測(cè)量時(shí)注意要點(diǎn)
油孔過(guò)渡接頭與O型圈安裝時(shí)將油孔過(guò)渡接頭與O型圈放入大罩油孔內(nèi),測(cè)量接頭高出大罩?jǐn)?shù)據(jù),因大罩平面上還有兩張一毫米絕緣墊片,還有O型圈壓縮密封的量,所測(cè)數(shù)據(jù)應(yīng)在2.7~3.0 mm,即O型圈壓縮密封的量在0.7~1.00 mm,如有出入則要對(duì)油孔過(guò)渡接頭進(jìn)行修正或更換,過(guò)渡接頭在孔道內(nèi)應(yīng)無(wú)卡死現(xiàn)象,并記錄接頭對(duì)應(yīng)位置,安裝時(shí)裝入對(duì)應(yīng)位置(如圖2所示)。
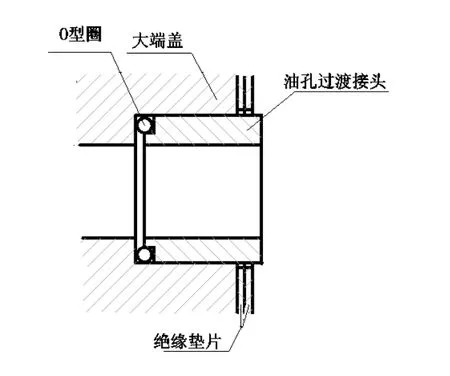
圖2 密封瓦油孔過(guò)渡接頭、O型圈裝配圖
密封橡膠條槽深的測(cè)量,槽深一般在5 mm左右,再加上2 mm絕緣墊片,而橡膠條是三面為矩形平面,一面為圓弧形,弧頂?shù)降酌娴母叨燃礊橄鹉z條高度,橡膠條高度與槽深的差值應(yīng)為4 mm左右,即橡膠條壓縮量在2 mm左右(如圖3所示)。
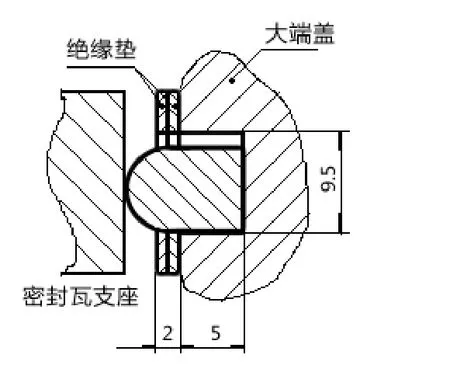
圖3 ·橡膠密封條與槽配合示意
3 密封瓦組裝及注意要點(diǎn)
3.1 發(fā)電機(jī)大端蓋回裝
(1)回裝步驟
轉(zhuǎn)子穿好,下半大罩就位,下半軸承就位后既可以安裝氫側(cè)內(nèi)油檔,上下半內(nèi)油檔就位并緊好中分面螺栓,將內(nèi)外各兩張絕緣墊片粘在油檔垂直平面上,嵌好圓柱形橡膠密封條,注意接口方向(如圖4所示)。接口應(yīng)放在油檔頂部位置附近,按要求調(diào)整裝好內(nèi)油檔下半,待上半大罩就位裝復(fù)后裝內(nèi)油檔上半垂直面螺栓,同時(shí)測(cè)量絕緣數(shù)值是否達(dá)標(biāo)。
(2)回裝時(shí)的注意要點(diǎn)
在回裝時(shí)大端蓋;支座;密封瓦,雖然都有銷(xiāo)子定位,但由于各種原因使安裝后的部件出現(xiàn)少量錯(cuò)口現(xiàn)象,有些錯(cuò)口超出標(biāo)準(zhǔn)范圍,針對(duì)這一現(xiàn)象要及時(shí)給予消除。
密封瓦空、氫側(cè)支座對(duì)半中分面與大端蓋中分面安裝位置成錯(cuò)開(kāi)45°角,空、氫側(cè)支座的中分面錯(cuò)開(kāi)90°角進(jìn)行安裝。這樣的安裝方式可減少中分面都安裝在一處而產(chǎn)生的錯(cuò)位累積誤差與上下兩平面不平整而產(chǎn)生的平整度誤差,錯(cuò)口的產(chǎn)生會(huì)使密封瓦在密封槽內(nèi)的軸向間隙變小,從而可能產(chǎn)生密封瓦在槽內(nèi)卡死現(xiàn)象,使烏金磨損產(chǎn)生漏氫現(xiàn)象在回裝大端蓋時(shí)應(yīng)注意上下大端蓋中分面即氫側(cè)支座安裝面有無(wú)錯(cuò)口,及時(shí)消除或減少錯(cuò)口現(xiàn)象,使錯(cuò)口量控制在0.03 mm 以?xún)?nèi),并裝好大端蓋中分面與垂直面螺栓,并測(cè)量大端蓋氫側(cè)支座安裝平面與轉(zhuǎn)子的垂直度及平面平整度。
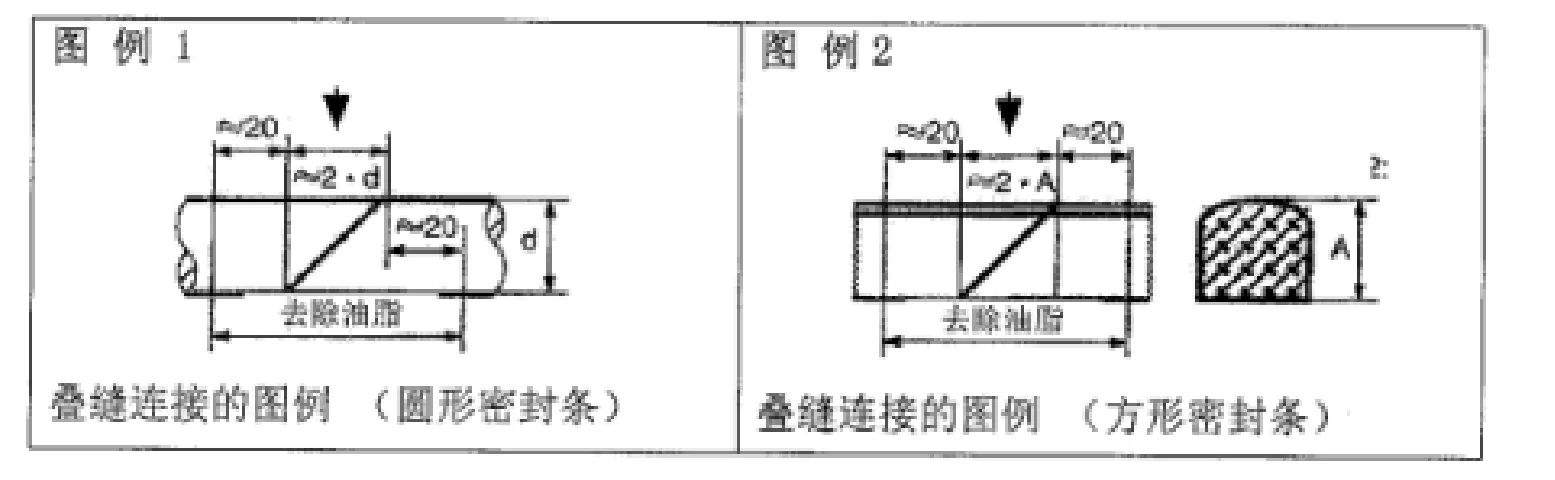
圖4 密封條疊縫連接示意圖
在大端蓋上取近中分面附近兩側(cè)共四點(diǎn),上下兩點(diǎn)及左右45°位置對(duì)應(yīng)4點(diǎn)共10點(diǎn),取一只百分表表架吸在軸頸上,表針垂直指向大端蓋氫側(cè)密封瓦安裝平面,另架一只百分表監(jiān)測(cè)轉(zhuǎn)子軸向竄動(dòng)量,得出大端蓋相對(duì)軸頸的垂直度情況及大端蓋本身平整度情況。表1是外二廠(chǎng)900 MW機(jī)組實(shí)即測(cè)量數(shù)據(jù)。如表1所示。
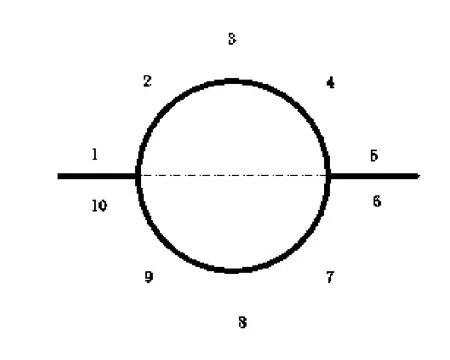

表1 發(fā)電機(jī)大端蓋與轉(zhuǎn)子垂直度測(cè)量數(shù)據(jù)
由上表分析得出大端蓋測(cè)量平面與轉(zhuǎn)子垂直度在上下位置有0.61 mm的差值,并且上半部分向外傾斜度較下半部分位置要大約0.08 mm,此時(shí)測(cè)量密封瓦氫側(cè)支座垂直面與支座相對(duì)應(yīng)各點(diǎn)厚度數(shù)值 。
由此得出上下位置的差值是0.55 mm,支座與大端蓋傾斜度基本相匹配。如圖5所示。
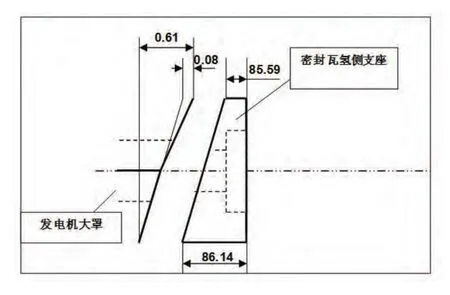
圖5 密封瓦氫側(cè)支座與發(fā)電機(jī)大端蓋端面上下位置匹配示意圖
3.2 氫側(cè)支座回裝
(1)回裝步驟
根據(jù)前面敘述方法抬軸,塞尺監(jiān)測(cè)點(diǎn)可選用氫側(cè)內(nèi)油檔為監(jiān)測(cè)點(diǎn)。挖出下半軸承,并將轉(zhuǎn)子恢復(fù)到抬軸前的位置(架百分表注意高低及左右位置),將油孔過(guò)渡接頭及O型圈按記錄位置裝入油孔內(nèi) ,內(nèi)外徑各兩張絕緣墊片粘在大端蓋相應(yīng)位置,并粘結(jié)橡膠密封條,嵌入大端蓋槽內(nèi)并用膠水固定在槽的外側(cè)(槽的外徑)。密封膠孔橡膠塞及氫側(cè)支座內(nèi)橡膠塞頂柱裝好。
回裝氫側(cè)支座方法與解體時(shí)相同,吊入氫側(cè)支座,安裝兩半中分面螺栓時(shí)注意中分面錯(cuò)口情況,錯(cuò)口值需小于0.03 mm,并旋轉(zhuǎn)到對(duì)應(yīng)位置,此過(guò)程應(yīng)與大罩有一定距離,以免碰擦而使固定好的墊片、密封條脫落損壞。檢查內(nèi)部各部件狀況,確定無(wú)誤后,推入支座,調(diào)整支座洼窩間隙,裝復(fù)固定螺栓,應(yīng)分幾次,以逐步增加力矩的形式均勻緊固螺栓,最終力矩250 N/M。裝復(fù)后,測(cè)量絕緣情況是否達(dá)標(biāo),工作完成后放入下半軸承,復(fù)測(cè)支座洼窩間隙,并對(duì)密封瓦氫側(cè)支座密封瓦槽相對(duì)轉(zhuǎn)子的垂直度進(jìn)行測(cè)量(參考前述測(cè)量方法),垂直度是否符合要求。如果數(shù)值較大,則要檢查原因,進(jìn)行處理后后方可進(jìn)行下一步工作。
(2)回裝時(shí)的注意要點(diǎn)
橡膠密封條安裝時(shí)注意槽比密封條要寬,須靠外則固定,在運(yùn)行時(shí)內(nèi)部氫壓不會(huì)將橡膠圈翻轉(zhuǎn)而引起漏氫。密封膠孔橡膠塞外側(cè)需磨些倒角,避免在緊螺栓時(shí)橡膠擠壓在絕緣板上而引起漏油漏氫現(xiàn)象。
回裝前需對(duì)大端蓋水平中分面密封槽內(nèi)注膠,以橡膠塞孔處見(jiàn)到密封膠少許溢出為止,安裝好密封膠孔橡膠塞。氫側(cè)支座安裝好后適度頂緊橡膠塞頂柱。如圖6所示。
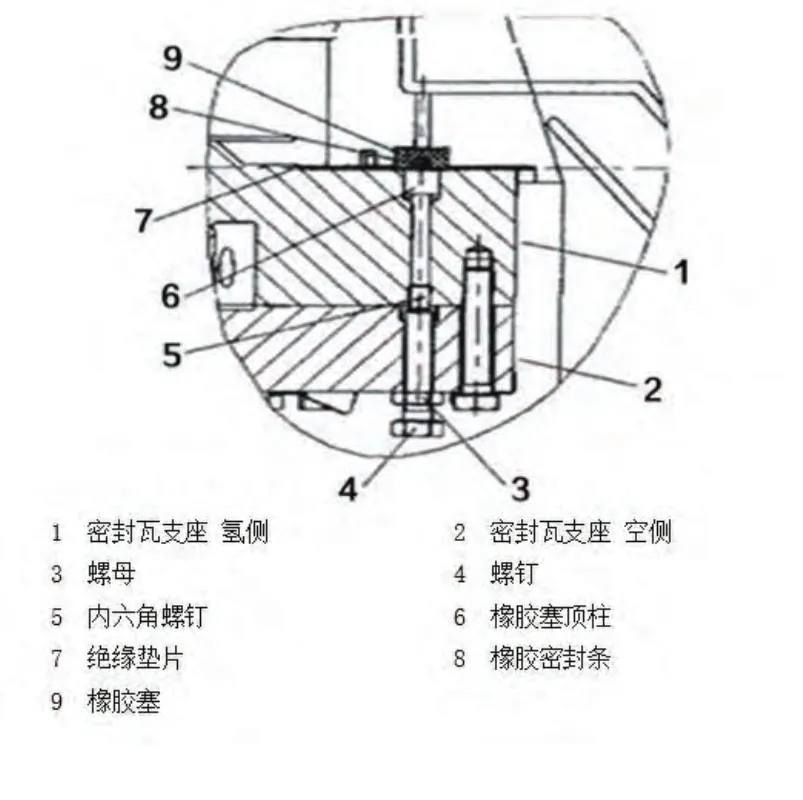
圖6 橡膠塞,橡膠塞頂柱裝配圖
3.3 密封瓦回裝
抬軸后,挖出下半軸承,并將轉(zhuǎn)子恢復(fù)到抬軸前的位置(架百分表注意高低及左右位置),裝入密封瓦(修正密封瓦的錯(cuò)口情況),并用塞尺復(fù)測(cè)密封瓦徑向間隙。裝空側(cè)支座前應(yīng)先將O型圈粘在氫側(cè)支座進(jìn)油孔處的凹槽內(nèi),吊入空側(cè)支座。緊空側(cè)支座中分面螺栓時(shí)也應(yīng)注意錯(cuò)口情況,在安裝兩支座間定位銷(xiāo)前應(yīng)檢查O型圈是否完好,用撬棒抬高空側(cè)支座,并推向氫側(cè)支座,借正銷(xiāo)孔位置,裝入定位銷(xiāo),裝入并緊好空、氫側(cè)支座聯(lián)接螺栓。裝復(fù)支座下兩塊絕緣墊塊。全部工作完成后須對(duì)轉(zhuǎn)子與靜子的絕緣進(jìn)行測(cè)量,需大于25MΩ。絕緣合格后對(duì)發(fā)電機(jī)大端蓋密封槽進(jìn)行注膠,注意注膠順序。并對(duì)發(fā)電機(jī)進(jìn)行氣密性試驗(yàn),檢查是否有漏油漏氫現(xiàn)象。
4 結(jié)語(yǔ)
綜上所述,由于1 000 MW發(fā)電機(jī)組密封瓦拆裝工藝相對(duì)300 MW、600 MW機(jī)組有不同,特別是隨著運(yùn)行時(shí)間增長(zhǎng),一些接合面或是加工面的變形量會(huì)疊加,產(chǎn)生平整度、垂直度不符合安裝要求,接合面錯(cuò)口等情況,如果不采取正確的工藝方法就會(huì)發(fā)生漏油、漏氫。因此,以上檢修工藝在檢修中可進(jìn)行參考借鑒。有效減少發(fā)電機(jī)氫氣污染和漏氫缺陷,提高發(fā)電機(jī)運(yùn)行的安全可靠性。
猜你喜歡
故事作文·高年級(jí)(2021年12期)2021-12-21 02:32:35
大電機(jī)技術(shù)(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(shù)(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(shù)(2015年5期)2015-12-10 05:52:30
電測(cè)與儀表(2015年13期)2015-04-09 11:57:12
電測(cè)與儀表(2015年2期)2015-04-09 11:29:14
水電站機(jī)電技術(shù)(2014年6期)2014-09-26 12:07:48
水電站機(jī)電技術(shù)(2014年1期)2014-09-26 11:59:45