薄壁銅管游動芯頭拉伸模具的改進
2015-12-17 09:27:50陳立鵬劉勁松張士宏
銅業工程 2015年5期
關鍵詞:有限元
陳立鵬,劉勁松,,張士宏
(1. 沈陽理工大學,遼寧 沈陽 110159;2. 中國科學院金屬研究所,遼寧 沈陽 110016)
薄壁銅管游動芯頭拉伸模具的改進
陳立鵬1,劉勁松1,2,張士宏2
(1. 沈陽理工大學,遼寧 沈陽 110159;2. 中國科學院金屬研究所,遼寧 沈陽 110016)
采用游動芯頭生產銅管由來已久,已經實現工業化生產。主要對游動芯頭拉伸模具的芯頭進行結構改進。運用非線性有限元軟件Marc對游動芯頭拉管過程進行模擬。分析芯頭改進前后拉拔力和溫度場的變化趨勢,從模擬角度驗證芯頭改進方法的可行性。分別對改進前后拉制的銅管材進行組織形貌分析,從實驗角度說明芯頭改進在實際生產中的價值。這一研究結果對實際生產過程中薄壁銅管游動芯頭拉伸模具的改進提供了科學依據。
游動芯頭;銅管;結構改進;拉拔力;溫度場;組織形貌
1 引言
目前,我國對光銅管的需求量很大,尤其是制冷行業和水暖行業。現在銅管生產企業普遍采用游動芯頭拉伸模具生產銅管。這是由于游動芯頭拉伸銅管過程不需要芯桿固定,可以拉制極長的管材,極大的提高了生產率。游動芯頭生產銅管技術已經趨于穩定[1]。但在實際生產過程中偶爾也會出現表面劃痕和縮徑等現象,這些現象的出現表明銅管生產工藝有待提高。申衛華[2]等人已經通過非線性有限元模擬軟件對游動芯頭的角度進行了優化;馮德明[3]等人利用專門的試驗機對銅管游動芯頭錐形段的角度做了試驗,給出了銅管游動芯頭最佳的模具角度,陳大勇[4]對游動芯頭拉拔銅管多道次工藝進行了優化。這些論文缺少對拉伸模具結構改進的研究,本文主要通過對拉拔模具游動芯頭結構的改進,采用計算機數值模擬技術計算出銅管穩定拉拔時所受的拉拔力的變化趨勢和銅管溫度場變化。最后通過對管坯微觀組織形貌的觀察,驗證改進芯頭生產銅管的優點。
2 游動芯頭拉拔銅管過程示意圖
游動芯頭拉拔銅管過程示意圖如圖1所示;游動芯頭大致分為三大區域大徑圓柱段,圓錐段,定徑圓柱段[5]。整個拉拔銅管的過程中,游動芯頭是“固定的”在模具里邊,游動芯頭、管材與外模達到一種動態平衡狀態[5-6]。經驗證銅管實現穩定拉拔的條件是芯頭的半錐角β必須大于芯頭與銅管之間的摩擦角γ,還必須要保證拉拔外模半錐角α大于β[7],只有滿足以上兩個條件才能保證銅管游動芯頭的穩定拉伸。
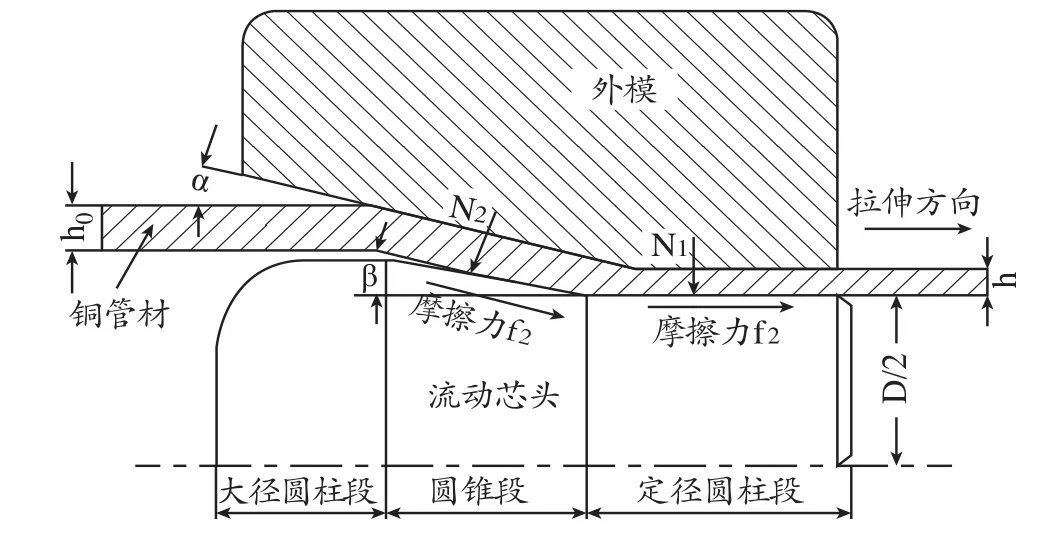
圖1 游動芯頭動態平衡示意圖
3 拉伸模具的改進及有限元模型的建立
3.1 拉伸模具結構改進
在芯頭圓錐段與定徑段過渡處設計一個過渡圓弧。圓弧半徑小于外模具錐形段1~2mm。芯頭圓錐段與定徑段的過渡圓角為r=4mm(如圖2)。本文以實際生產過程銅管盤拉的第一道次為例進行有限元模擬。初始管坯規格為28×1.2mm,經過一道次拉拔后規格為25×0.93mm。

圖2 游動芯頭結構改進示意圖
3.2 有限元模的建立
運用非線性有限元軟件Marc建立銅管游動芯頭拉拔過程中的二維軸對稱模型(如圖3)。分別設定芯頭改進前后兩種模型為相同的初始條件。有限元模型的一些基本參數:磷脫氧銅(TP2)材料密度8940kg/m3、楊氏模量117GPa、泊松比0.3、拉拔速度350m/min。將初始管坯加工成縱向弧形片進行熱拉伸實驗。經整理得到初始管坯屈服強度隨溫度變化表(表1)。

圖3 游動芯頭拉伸過程有限元模型

表1 初始管坯屈服強度隨溫度變化表
4 芯頭改進前后模擬結果對比
4.1 芯頭改進前后銅管所受拉拔力的比較
通過計算機模擬得到改進芯頭前后銅管在進入錐形段后所受平均拉拔力隨時間變化的曲線圖(圖4)。在整個拉拔過程中,采用改進芯頭拉拔銅管的平均拉拔力明顯小于原始芯頭的拉拔力,并且原始芯頭拉制銅管過程中拉拔力呈現出不穩定性。銅管在經過改進芯頭的錐形段時與芯頭存在一定的間隙,減少了銅管與芯頭的接觸面積,這樣使得銅管與芯頭之間的摩擦力減小,從而降低了拉拔力。由于過渡圓弧的作用,銅管在經過錐形段時金屬內部流動相比之前均勻緩和,金屬內部由于金屬流動塑性變形產生的變形抗力變得穩定,所以拉拔力相對穩定。改進芯頭拉拔力的降低有利于拉管的順利進行,提高生產效率;改進芯頭拉拔力的穩定有利于提高銅管表面的質量與生產精度。
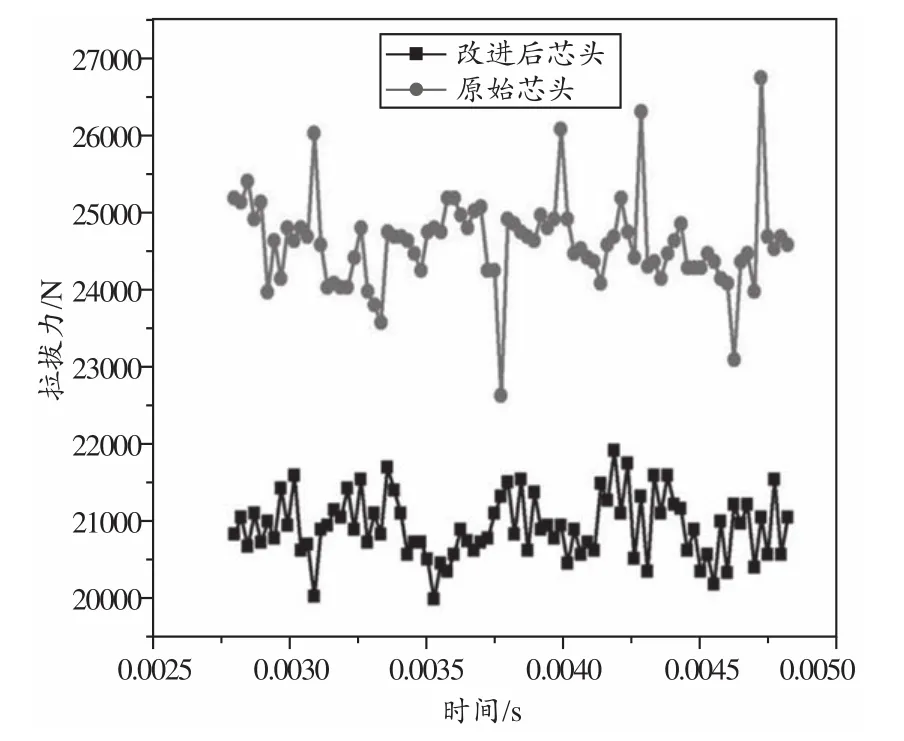
圖4 兩種銅管拉拔力隨時間變化的曲線
4.2 芯頭改進前后銅管溫度場分析
從圖5、圖6可以看出銅管在拉拔過程中最大溫度出現在銅管通過錐形端進入定徑段后,由于這段時間銅管發生劇烈的塑性變形,產生大量的塑性熱,導致溫度迅速升高。改進芯頭拉制的銅管在錐形段與芯頭接觸處的溫度遠低于改進前的,并且采用改進芯頭拉拔銅管在整個過程中產生的溫度遠低于用原始芯頭拉拔的銅管。由于改進芯頭過渡圓角的作用,銅管進入錐形段后變形程度相對以前并沒有那么激烈,銅管變形產生的塑性熱隨之降低。銅管在經過過渡圓角時,銅管的一小部分區域未與芯頭發生接觸,這樣就減少了銅管與芯頭之間產生的摩擦熱。本文僅僅通過對銅管盤拉的第一道次進行模擬,在隨后拉拔道次中,銅管溫度不斷升高,這極有可能達到銅管的再結晶溫度,這對銅管成形是非常不利的。

圖5 原始芯頭銅管溫度場分布

圖6 改進芯頭銅管溫度場分布
銅管拉拔過程中溫度的升高同樣會對模具產生不利的影響。溫度升高會使芯頭發生膨脹,芯頭沿徑向脹大。由于芯頭發生的膨脹會導致拉制出的銅管壁厚相對標準銅管變薄,影響銅管的生產質量。此外,由于溫度的急劇升高會使模具內應力增加,極容易使模具發生失效,嚴重影響模具的壽命。
5 游動芯頭拉拔銅管實驗驗證
為了探究原有芯頭拉拔工藝和改進工藝對銅管微觀組織的影響。實驗選用同一種28×1.2mm的管坯,分別選用原始芯頭和改進芯頭拉拔一道次管坯。分別對原始管坯和拉制成形的銅管取樣進行金相組織分析。從圖7可以看出銅管的橫向組織是分布均勻單相α組織,縱向組織是沿軸向的條狀晶粒,呈流線波浪型,晶界模糊不明顯。銅管的經過一道次拉拔后縱向組織條狀晶粒變薄、均勻,數量增多,橫向組織晶粒更加細小。芯頭改進前后銅管變形程度相差無幾,經計算改進前后經拉拔后銅管的晶粒尺寸大小相當分別為7.5μm和7μm,但是改進后銅管晶粒更加均勻。因為銅管在經過有過渡圓弧的芯頭時,金屬內部流動緩和均勻,所以經過改進芯頭拉制的銅管內部晶粒相比之前更加均勻。在金屬塑性加工過程中,晶粒均勻有助于提高金屬制品的力學性能和機械性能。由以上的銅管微觀金相組織分析,說明經過改進芯頭生產的銅管質量性能都有所提高。

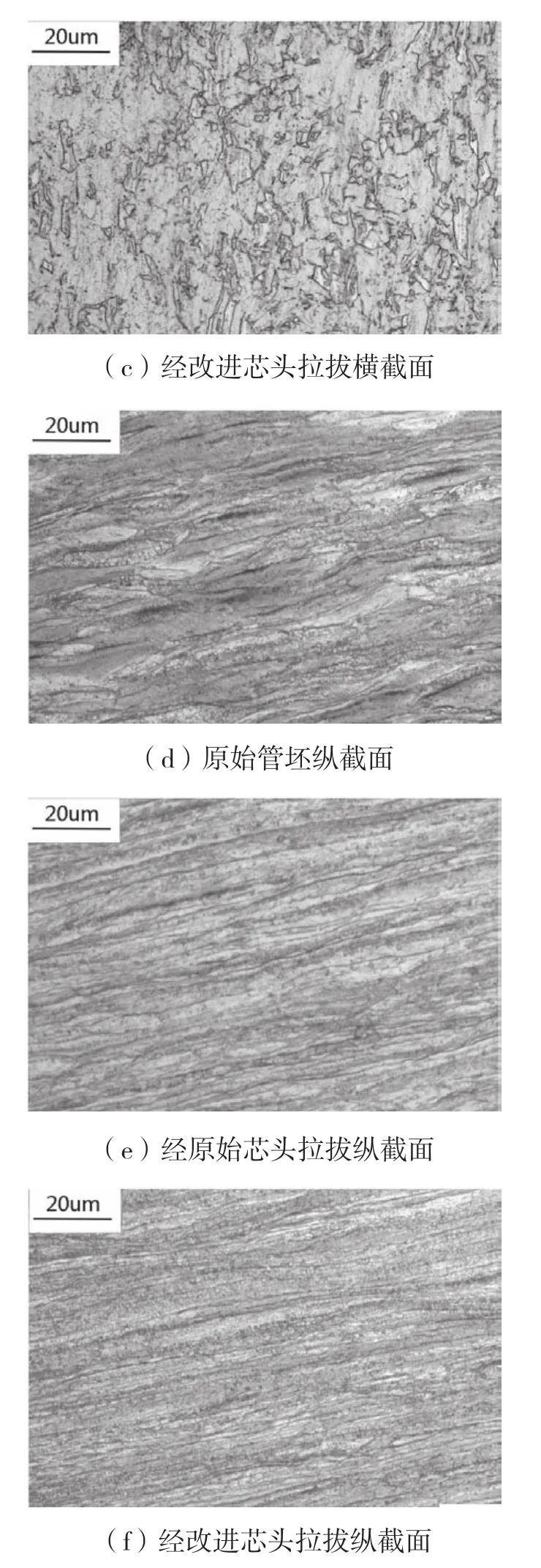
圖7 銅管橫縱向截面顯微組織
6 結論
(1)通過對薄壁銅管游動芯頭改進,銅管所受拉拔力下降,拉拔力變得平穩,這些對穩定拉拔銅管,提高銅管質量和生產效率有積極意義。
(2)通過對拉拔過程中銅管溫度場的模擬,得到改進芯頭拉制的銅管在整個拉拔過程中溫度有所下降。此外,模具溫度的下降,有利于提高模具的壽命,降低生產成本。
(3)分別采用原始芯頭和改進芯頭生產的銅管進行金相組織分析,得出通過改進芯頭拉制出的銅管晶粒更加均勻,所以其力學性能和機械性能都有所提高。從實驗角度驗證了改進芯頭的可行性。
[1]黃東男, 張士宏, 王鵬程, 等. 游動芯頭拉拔模具受力和溫度分布的數值模擬[A]. 中國機電研究院、中國機械工程學會塑性工程學會. 第九屆全國塑性工程學術年會、第二屆全球華人先進塑性加工技術研討會論文集(二) [C]. 中國機電研究院、中國機械工程學會塑性工程學會:2005:2.
[2]申衛華, 李章剛, 劉化民, 等. 銅管游動芯頭拉拔模具角度優化的有限元模擬[J]. 塑性工程學報, 2005(2):61-64.
[3]馮德明, 王文斌, 于鵬. 浮動芯頭拉拔銅管拉拔力及穩定性[J]. 金屬成形工藝, 1992, 10(3):135-139
[4]陳大勇. 基于TP2銅管材性能控制的拉拔工藝研究[D]. 沈陽理工大學, 2015
[5] K.?wia, tkowski, R.Hatalak.Study of thenew floating-plug drawing process of thin-walled tubes[J]. Journal of Materials Processing Tech, 2004, 1511.
[6]R.Bihamta, Q.H.Bui, M.Guillot, G.D Amours, A.Rahem, M.Fafard. A new method for production of va-riable thickness aluminium tubes: Numerical and experimental studies[J]. Journal of Materials Process-ing Tech, 2010, 2114
[7]臧勇, 張新其, 謝志偉. 薄壁銅管游動芯頭拉拔過程拉拔力影響因素分析[J]. 塑性工程學報, 2010(3):143-147.
Improvement of Drawing Die for Thin Wall Copper Tube Floating Plug
CHEN Li-peng1, LIU Jin-song1,2, ZHANG Shi-hong2
(1. Science and Technology University of ShenYang, Shenyang 110159, Liaoning, China; Institute of Metal Research, Chinese Academia of Sciences, Shenyang 110016, Liaoning, China)
The production of copper tube with floating plug has been long time, and has realized industrial production. the structure improvement of floating plug is carried out. By using the nonlinear finite element software Marc to simulate the floating plug drawing process. The change trend of drawing force and temperature field before and after improving floating plug are analyzed. The feasibility of floating plug improvement method is verified by simulation. The drawing copper material microstructure before and after the improvement are analyzed respectively. The value of floating plug improvement in industrial production is illustrated from the view of experiment. This study provides a scientific basis for the improvement of the thin wall copper tube in the actual production process of the drawing die with floating plug.
floating plug;copper tube;structure improvement;drawing force;temperature field;material microstructure
TG34
A
1009-3842(2015)05-0008-04
2015-07-06
陳立鵬(1989-),男,河北萬全人,碩士研究生,主要針對銅管連鑄連軋生產工藝方面進行研究。E-mail:lipengchen824@163.com
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
