銅電解液循環總體積控制關鍵技術及其應用
2015-12-17 09:27:57郭學益
銅業工程 2015年5期
關鍵詞:液位
胡 輪,郭學益
(1. 中南大學 冶金與環境學院,湖南 長沙 410083;2. 江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
銅電解液循環總體積控制關鍵技術及其應用
胡 輪1,2,郭學益1
(1. 中南大學 冶金與環境學院,湖南 長沙 410083;2. 江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
銅電解循環系統電解液總體積是電解液成分(Cu2+、H2SO4、As、Sb、Bi、骨膠、硫脲)的調節基準。在通電槽數穩定的情況下,通過控制主循環回路中儲罐液位能容易實現循環系統電解液總體積相對恒定。但遇年修停、開車時,通電槽數每天都在發生變化,循環系統電解液總體積隨之改變,即每天的體積基準都在變化。因為停車時,由于生產系統儲液能力不足,需要加大凈液量,而開車時循環系統體積不足,需要補充新電解液,增加來自凈液的返液量。對體積控制要素認識不足,往往造成體積偏離基準,導致由此計算調節的電解液成分,尤其是添加劑濃度發生劇烈波動,嚴重影響陰極銅的結晶質量。缺乏快速、及時掌握實際體積基準的方法,盲目調節添加劑的劑量,極易造成陰極銅結晶的持續惡化。本文通過理論分析和實踐摸索得出了一套循環系統動態體積控制技術,能準確反映銅電解循環系統電解液的瞬時總體積。該技術在貴冶2013年電解液循環系統年修時得到應用,應用結果表明,雖然停、開車過程循環系統電解液體積一直在變,但陰極銅生產質量始終穩定。
銅電解精煉;電解液循環;體積失衡;電解液成分;陰極銅質量
1 引言
銅電解過程需要最佳、穩定的電解液成分。在正常生產,通電槽數穩定的情況下,通過循序漸進地摸索工藝控制參數,能找到相對穩定的指標控制標準:體積、添加劑劑量、流量等。但在工藝條件發生無論是計劃性還是突發性變化時,例如通過停/擴槽調整產量、年修停/開車等情況時,提出應對工藝條件變化,保證產品產量和質量的可靠方案比較復雜。通過生產實踐的摸索,發現對電解工藝過程控制指標需要深入分析,找到核心控制點,才能很好應對各種突發情況。其中電解液循環總體積作為調控電解液成分、添加劑劑量的計算基準,是一個關鍵指標。
極板間的電解液在電解過程中成分不斷變化:Cu2++2e=Cu,在陰極板析出,陽極板中的Cu-2e=Cu2+,補充電解液中的銅離子。由于生產CuSO4,NiSO4等,大量消耗H2SO4,導致需要不斷補充H2SO4。As、Sb、Bi從陽極中溶解進電解液,然后發生復雜反應[1],部分沉降進入陽極泥[2],部分在陰極銅上析出,污染陰極銅[3],需要維持穩定的濃度。添加劑溶解進電解液后對銅在陰極上析出質量發生作用,不斷消耗,均勻補充。控制總體積的目的是為了調控電解液中Cu2+、H2SO4、As、添加劑濃度穩定[5],給電化學反應提供良好的電解液環境基礎[4],確保優質陰極銅電解過程能順利進行,因此控制電解液循環總體積穩定是核心工作。
生產經驗積累發現在下達指令和操作上存在一些誤區,容易發生理解上的偏差,造成電解液成分、添加劑濃度的大幅波動,影響陰極銅結晶質量。而為了修復陰極銅結晶,盲目調整添加劑劑量,不但沒有改善,反而加劇陰極銅質量的惡化。
2 精細化體積控制
2.1 區分主、輔循環回路
電解液循環系統由各儲罐、管道組成,根據各部分的作用可區分為主、輔循環回路。其中高位槽、分配包、上酸管道、電解槽、回液管道、循環罐、LAROX過濾機負責保持電解槽內的電解液循環,構成主循環回路,圖例中主循環回路為黑色粗實線表示。上清液管道、陽極泥地坑、小地坑、上清液罐、陽極泥罐、濃密機用于臨時存放作業時的上清液、陽極泥液、沖洗水,并不直接參與電解液循環,因此稱其為輔助循環回路,圖例中輔循環回路用紅色虛線表示。主循環回路是電解液循環的必要部分,在生產中持續運行。輔循環回路一般只在出裝槽作業時使用,暫存電解液,但有時存放一些補水和其它存液。區別主、輔循環系統體積是日常控制中的誤區,極容易發生忽略輔循環系統電解液體積的情況。循環系統總體積應是包括主、輔循環系統的全系統電解液總量,以此作為基準計算倒、返液量,才能精確控制電解液成分和添加劑加入量。
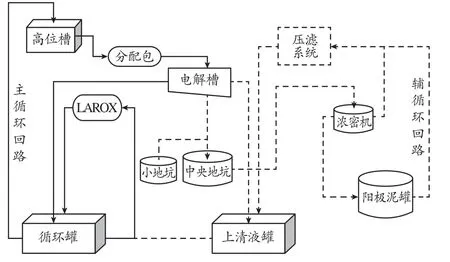
圖1 電解液主、輔循環回路示意圖
2.2 正常生產時的體積控制。
正常生產時電解液總體積應等于主、輔循環回路中各儲罐、電解槽、管道存液之和,計算體積時尤其不能忽略輔循環系統。存于輔循環回路中的儲罐、管道中電解液不參與循環,導致溫度、成分不斷變化,因此應及時轉入主循環系統。目前我廠實施出裝槽作業白班制,每天出裝槽作業一般不超過24h,以每天早上7:30為當天體積控制標準,作為每天體積計算,電解液取樣分析,停電出槽,換添加劑操作的起點時間,因此正常生產時應控制:輔循環回路中無液,儲罐、地坑中的液位在下限,即輔循環回路0體積。主循環回路里的儲罐較大,因此不同液位會造成總體積的較大波動,因此正常生產時應規定液位控制范圍標準。在產量穩定期間,通電電解槽槽數不變,因此主循環回路中的電解液體積恒定,總體積也恒定。有工廠實施出裝槽作業4班3倒制,機組連續運轉,輔循環回路存放了拔槽的電解液,主循環回路中參與循環的電解槽數因拔槽作業相應減少,體積計算的難度大,因此需要動態計算體積。
2.3 區分靜態、動態體積[6]
根據我廠經驗,以早晨7:30為當天起點的體積。前一天的出裝槽作業結束,倒返液量完成,輔循環回路無電解液,可稱其為靜態體積。停電出槽后,開始連續拔槽,電解液暫存進輔循環回路中;槽面沖洗水、機組用水集中進入輔循環回路;輔循環回路中的電解液不斷壓濾回主循環回路。此外往循環系統里加酸、倒液到凈液工序等各種因素造成儲罐液位不斷波動。槽面循環槽數不斷變化,輔循環回路管道中的電解液不斷充滿、放空,使得系統體積在不斷變化,可稱之為動態體積。
靜態體積構成為:高位槽、循環罐根據液位計算的體積;分配包、上酸管道、LAROX過濾機充滿;回液管半滿;循環電解槽分雙極槽、單極槽,停、開槽時還有空循環槽、半周期陽極循環槽,分別按個數計算。因此靜態體積控制指標可簡化為儲罐液位范圍和各種循環槽個數。
動態體積因電解液在不斷中轉,作業時用水量加大,進入系統,計算難度較大。如果體積濃縮還可以通過作業后補水稀釋,但如果體積膨脹,則無法通過加大蒸發量濃縮體積,會造成不良后果。因此操作上要求嚴格控制用水,槽面洗槽、機組洗滌用水應在保證操作質量的前提下盡可能少。
假設出裝槽作業4班3運轉,總體積基本處于動態體積控制。設想通過采集所有儲罐瞬時液位,按時間段輸入瞬時各種循環電解槽數,在計算機上通過公式可以實現實時計算瞬時體積。
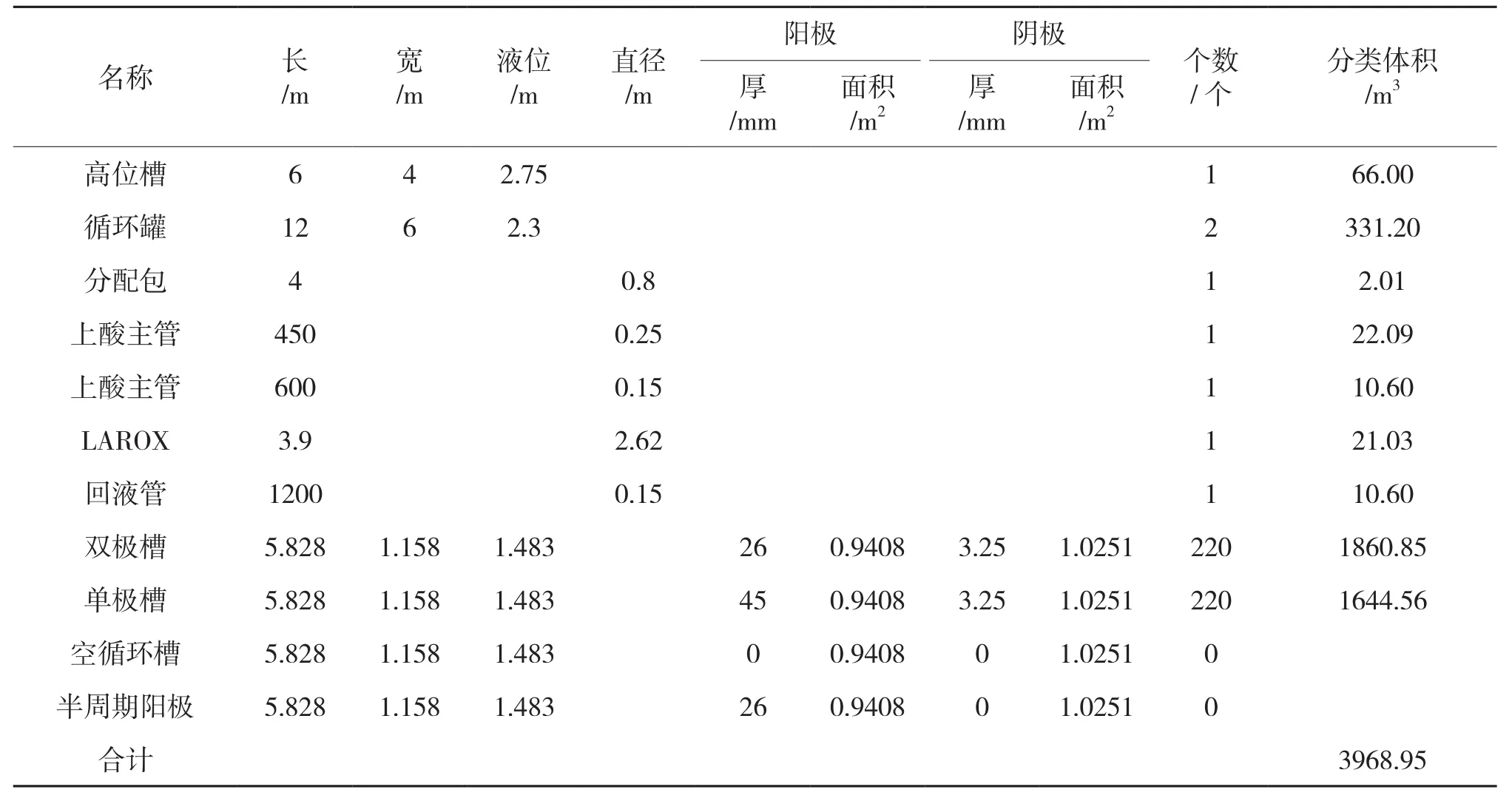
表1 靜態體積模擬計算表
2.4 靜態體積計算
靜態體積是我廠循環系統體積的主要衡量指標,納入日常考核。生產工段管理人員和崗位人員都應熟悉靜態體積的計算方法,以應對各種異常情況。計算方法通過下表列出,用EXCEL表使用公式比較容易得出結果。計算表中按照主循環回路的構成分類,分別用公式計算。輔循環回路的計算依據是7:30之前壓空,才能忽略。如果主循環回路液位及循環槽數都符合考核指標,而輔循環回路中有電解液,就超體積;如果輔循環回路中有液,但正好能補齊主循環回路的體積,雖然總體積符合指標,但輔循環回路的體積不參加循環,對生產還是有影響。列表中對四種循環槽分類,根據實際測量數據計算極板體積,雖然也有誤差,但相對其它算法更精確。管道雖然很長,但所占比例很小,在計算動態體積時可以忽略誤差。計算表中循環電解槽所占比例大,分類多,尤其需要精確統計。
2.5 動態體積計算
出裝槽作業時放空電解槽后造成主、輔循環回路里都有電解液,但分析動態體積除包含自身循環系統的電解液外,還包括進、出循環系統的液量。目前雖然不能實時計算瞬時體積,但對充分分析進出循環系統的液量進行宏觀控制有幫助。循環系統總體積應是某一時刻包含儲罐、管道、各種電解槽存液量的動態體積,在加減進出液量后應保持平衡。影響動態體積的因素主要有以下幾方面:
(1)倒返液。倒液通過設置進行24h均勻倒出,返液由生產工段協調凈液較均勻返回,并且由于凈液工藝的特點,一般返液量≤倒液量,對循環系統體積影響小。生產工段接到倒返液指令后應初步判斷倒返液對體積的影響,及時和凈液工段溝通。
注:生產工段往凈液送液叫“倒液”,凈液工段往生產工段送液叫“返液”。
(2)槽面及儲罐蒸發量。蒸發24h內均勻發生,蒸發量不好計算,但通過對以往體積的分析可以估算出不同溫度的經驗數值,建立計算表,通過加水量、倒返液差、槽面洗槽用水量、機組動態換水量等就可以反推每天的蒸發量,通過記錄以分析不同槽數、天氣和氣溫條件下的蒸發量。儲罐由于采用風機抽風,因此也存在蒸發量。
(3)洗槽用水和回收陰極銅洗滌水。可通過檢測槽面洗槽時間和洗槽水管流量計算洗槽用水量,乘以雙極作業槽數估算每天洗槽用水。槽面沖水遍數和每次用水量估算。機組洗滌排水量和根據洗滌水箱機組運行時長、動態換水的頻次,和每次的換水量計算。因各循環系統作業時長一般在24h內,因此造成洗槽用水和機組動態換水一般集中在前12h內。體積收縮的唯一方式是蒸發,因此作業時不監控洗槽用水和機組動態換水很容易造成體積膨脹,膨脹后無有效應對措施。控制措施只能通過監管減少不必要的用水,如衛生盡量不用水。其它水量,如板式換熱器冷凝水和環保廢水的回收,根源在于環保治理,達標排放。
2.6 體積失衡的應對方法及非正常生產的體積控制措施
如果預計或已經發生體積失衡,應首先分析原因,針對不同的原因采取措施,并且必須及時向上級管理者匯報,應避免擴大問題。非正常生產如停、擴槽時是動態體積控制,極容易出問題。
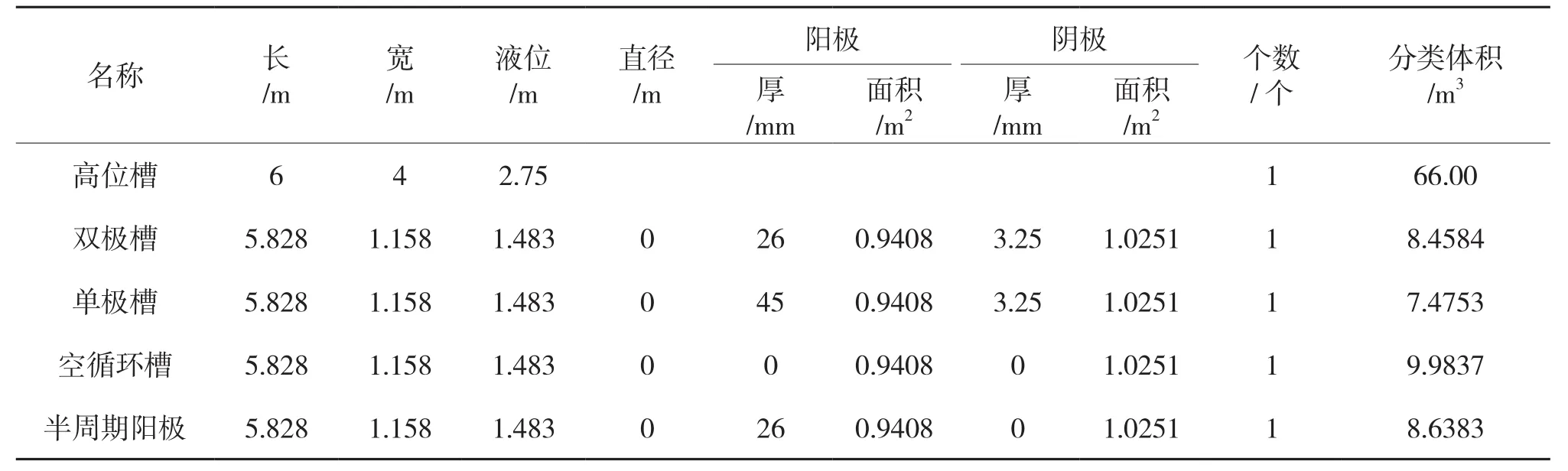
表2 ISA法不同電解槽存體積計算表
(1)倒返液偏差產生的體積失衡。原因:①倒液——能力不足、計算錯誤、操作失誤等因素。倒液的目的是把循環系統中多余的Cu或雜質倒出脫除。電解過程Cu從陽極溶解的速度快,在陰極上析出的速度慢,只要電解槽在通電,電解液中Cu就會累積。倒液量不足,即少倒出電解液,導致為控制體積而少加水,造成電解液被濃縮。因此欠倒液量時,總體積應相應增大所欠倒液量,液存進輔循環回路,并維持主循環回路體積。多余的電解液可以暫存在上清液罐、陽極泥罐,第二天疏通倒液管,和凈液溝通核減凈液量。恢復倒液能力后再補回凈液量。此外更合適的方法是通過另一個循環系統中轉完成倒液量,這樣影響最小。同理,如果倒液量超過指令,多倒了液出去,導致需增加補水量才能維持循環罐液位,電解液被稀釋。措施可適當降低循環罐、高位槽液位,減小體積(效果小且有風險)。如果槽面有空循環槽,應相應減少空循環槽數。通知凈液工段長核減第二天倒液量。②返液——操作失誤、指令錯誤等因素。一般情況返液量小于倒液量,導致體積失衡可能性極小。如果返液量指令過大,指令下達時生產工段應提前和凈液溝通。返液主要為二次終液,做補酸用,可以通過濃硫酸形式補充,達到減小返液體積的目的。如因操作失誤造成返二次終液量過大,僅為硫酸量增多,仍按正常體積量補水(脫砷后液、脫鎳后液一樣)。如重溶液量大,需和凈液溝通是否稀釋。
(2)循環槽數的控制。在主循環體積計算中,電解槽體積是總體積的主要部分。正常生產時,槽面循環電解槽數不變。但在停、開槽時(較多),及系統停開車時,循環槽數的增減大量影響到體積量。循環電解槽種類共分4類:通電的雙極槽、通電的單極槽,不通電的空循環槽和不通電的半周期陽極循環槽,計算方法如下。
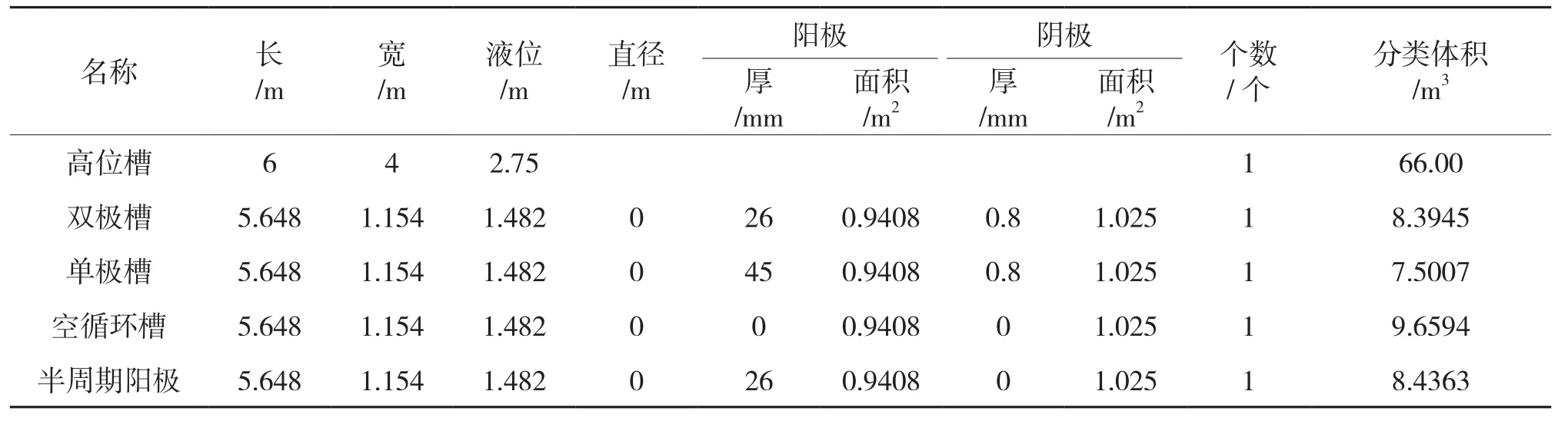
表3 傳統法不同電解槽存體積計算表
ISA法和傳統法電解槽尺寸和極板塊數不同,計算依據是,各種槽體積均取液位高度,裝液體積減去相應陽極、陰極板(液面下)所占體積。單極槽和雙極槽的極板體積均按單、雙極新裝極板計算。在出槽前陽極一部分溶解進電解液,一部分變成陽極泥,溶解部分抵消在陰極析出部分,因此生產過程中的體積可以按新裝極板計算。從計算結果可以看出:①循環槽數增減1個就造成體積膨脹或收縮近10m3;②空循環槽和其它槽體積差最大達到2.5m3。因此各種循環槽數量的多少對實際體積的變化有較大影響。
通電雙極槽和單極槽體積相差近1m3,說明循環系統內出裝槽作業單極和雙極的槽數對總體積也有影響。如1個雙極槽出掉后裝入新陽極和陰極板,體積由8.4m3縮小為7.5m3,1個單極槽出槽裝入新陰極板后變成了雙極槽,體積由7.5m3擴大為8.4m3。說明如果同一個循環系統如果同為雙極槽或同為單極槽就會造成總體積縮小或擴大,電解的每個系統內作業量為22槽/天到64槽不等,因此體積波動相應達到22~64m3,可以想象對陰極銅質量會造成很大影響。但如果雙極槽和單極槽數相等,就能很好的避免體積波動。
循環電解槽數量對體積的影響較大。正常生產時通電槽數不變,但在停、開車,尤其是停、擴槽時處于動態體積控制,指令增大、減小總體積后循環槽數量變化,更難讓操作人員理解。
(3)停、擴槽的體積控制。停、擴槽時計劃性調整總體積,進行倒液、換液和擴液。倒液是為了把多余的電解液倒出系統以減小總體積;換液為了平衡電解液成分但體積不變;擴液為了準備新電解液而增大總體積。倒液和擴液相應增減循環槽數,控制相對簡單。換液操作區別于正常生產的倒返液,返液仍是電解液。換液也是動態體積控制過程。在必要時人為的使倒返液量不對等,用于平衡電解液成分,但總體積量仍不變。體積控制并非刻板,計劃性的增減體積也是調整電化學反應環境的重要手段。計劃性增大、減小體積可以使用輔循環回路進行儲液,但仍需規定起始時間點,按靜態體積核算總體積。工段負責計算各儲罐、循環電解槽體積,明確交代崗位人員指令。控制方式參考動態體積控制,應更精細的控制。如果操作失誤造成循環槽數增、減,應核算出體積差后通知凈液工段長,采取其它補救措施,如調整倒、返液量。這時通過采集液位數據計算的體積無法反映真實的體積變化,會造成體積正常的假象,是目前體積監控的盲點。
2.7 在年修停/開車過程中應用效果良好
2013年建立體積精算數學模型,應用于7-8月電解一系列2個循環系統年修停/開車復產,每天統計核對單極、雙極、半周期陽極、空電解槽4類存液體積,精確計算總體積。控制電解液成分結合體積控制為核心的分級指令管理模式,推算蒸發量,合理消化存液、倒返液、換液、補水、清洗清掃用水等因素造成的體積波動,在應對操作失誤造成的體積膨脹和體積濃縮等突發情況提高了能力。應用體積精算表后,開車前5天銅酸合格率達到100%,電解液成分達到最優。開車后槽面短路率僅小幅上升,產出的陰極銅物理外觀和化學成分均達標,達到自投產后歷年開車陰極銅質量最好水平。
2.8 體積自動化控制的思路
目前通過監控系統取得固定時間點的各儲罐液位,再導入EXCEL表計算總體積的方法已經能很好地計算每天的初始體積。控制體積需要為集中用水時提供瞬時體積數據,掌握用水量,并且能對主循環回路每天的蒸發量進行分析。因此自動化控制體積的思路是通過獲得全循環回路中各儲罐、管道、槽子的單體體積和數量,在監控系統中能及時計算,在任何時刻提供準確的瞬時體積。
3 結語
體積的控制應有宏觀認識,要考慮輔循環系統體積,和槽面槽數,才能精確掌握體積總量。在出裝槽作業和作業起點時間分別采用靜態體積和動態體積作為衡量標準應對突發狀況。精確計算各種存液電解槽數,電解槽存體積在總體積中占比最大,數量多,極容易產生較大誤差,準確統計數量,區別制定計算標準,才能確保計算結果的準確。管理上細致分析,操作上精細操作,達到精確控制的目的。體積控制失衡后的重要措施是向倒返液指令管理人員通報,目的是相應調整倒返液量、存液量,才能控制好生產系統電解液的成分。但如果因用水過度造成體積膨脹無法補救,不可能通過加大蒸發來濃縮體積。
[1]王學文, 等. Homogeneous precipitation of As, Sb and Bi impurities in copper electrolyte[J]. Hydrometallurgy, 2011, 105(3-4): 335-358.
[2]王學文, 等. The role of arsenic in the homogeneous precipitation of As, Sb and Bi impurities in copper electrolyte[J]. Hydrometallurgy, 2011, 108:199-204.
[3]朱祖澤, 賀家齊. 現代銅冶金學[M]. 北京, 科學出版社出版, 2003:555-557.
[4]郭學益, 石文堂. 采用旋流電積技術從電鍍污泥中回收銅和鎳[J]. 中國有色金屬學報, 2010, 20(12).
[5]高紅霞. 高雜質下生產高純陰極銅方法的探討[J]. 中國有色冶金, 2011, 40(1).
[6]陸力, 徐洪泉, 等. 固液兩相流濃度測量方法探討[J]. 水電站機電技術, 2015(2).
Key Technology of Copper Electrolyte total Volume Control and Its Application
HU Lun1,2, GUO Xue-yi1
(1. School of Metallurgy and Environment, Central South University, Changsha 410083, Hu'nan, China; 2. Guixi Smelter of Jiangxi Copper Corporation, Guixi 335424, Jiangxi, China)
The total volume of copper electrolyte in its circulation system is the calculation basis for the electrolyte composition of Cu2+, H2SO4, As, Sb, Bi, collagen and thiourea. When the cell number remains the same, it is easy to make the total volume of copper electrolysis in its circulation system by controlling the tank-level in the primary loop. However, the production cells reduced day after day during the annual mending, the total volume of copper electrolyte in the cycle system changes with it, which results in the total volume basis non-constant. Insufficient understanding of volume control elements, often caused by deviating from the basis, lead to the calculated regulating electrolyte composition, especially additives, seriously affect the quality of cathode copper's crystallization. Lack of rapid and timely grasp the actual volume of benchmark method, blind adjust the dosage of additives, easy to cause the cathode copper crystal continued to deteriorate.In this paper, through theoretical analysis and practice fumble concluded a set of system dynamic volume control technology, can accurately reflect the instantaneous volume of copper electrolyte in the circulation system. The technology was applied in the annual mending of GuiYe electrolyte circulation system in 2013 years, the application results show that although the electrolyte total volume in the circulation system changed during the stopping, driving process, but the quality of cathode copper production is stable.
copperelectrorefining;electrolyte circulation;volume imbalances;electrolyte composition;cathode copper quality
TF811
A
1009-3842(2015)05-0038-05
2015-07-01
胡輪(1975-),男,江西進賢人,副高,主要從事生產管理及技術工作。E-mail: ddallen@163.com
猜你喜歡
機床與液壓(2022年12期)2022-09-15 06:26:06
石油工業技術監督(2022年7期)2022-08-18 03:28:54
選煤技術(2021年3期)2021-10-13 07:33:38
測控技術(2018年12期)2018-11-25 09:37:22
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子測試(2017年11期)2017-12-15 08:57:07
設備管理與維修(2016年5期)2016-03-16 02:20:47
汽車維護與修理(2015年2期)2015-02-28 12:15:41
中國機械(2014年13期)2014-04-29 23:07:03
