前擺式螺旋焊管機(jī)組遞送機(jī)遞送速度穩(wěn)定性提升
2015-12-18 08:31:09王曉東
焊管 2015年6期
譚 赟,王曉東
(寶雞石油鋼管有限責(zé)任公司,陜西 寶雞721008)
前擺式螺旋焊管機(jī)組遞送機(jī)遞送速度穩(wěn)定性提升
譚 赟,王曉東
(寶雞石油鋼管有限責(zé)任公司,陜西 寶雞721008)
針對(duì)前擺式螺旋焊管機(jī)組遞送機(jī)遞送速度不穩(wěn)定現(xiàn)象,提出了力矩平衡控制系統(tǒng),采用PLC、歐陸可逆直流調(diào)速裝置590P 4Q和編碼器對(duì)前擺式機(jī)組遞送機(jī)直流傳動(dòng)系統(tǒng)進(jìn)行了改進(jìn)設(shè)計(jì)。改進(jìn)后的系統(tǒng)可對(duì)工作中產(chǎn)生的過大不平衡電流很快做出相應(yīng)調(diào)節(jié),保證加減速度過程當(dāng)中電流平衡。采用小比例大積分環(huán)節(jié),保證系統(tǒng)在機(jī)組電流差異不大時(shí)進(jìn)行緩慢調(diào)節(jié)。通過實(shí)際應(yīng)用,該系統(tǒng)穩(wěn)定可靠。
螺旋焊管;遞送機(jī);遞送速度;力矩平衡
前擺式螺旋焊管機(jī)組也稱短機(jī)組,具有占地少、節(jié)省空間等優(yōu)點(diǎn),但也因其自身設(shè)備布置過于緊密、前橋有移動(dòng)要求等因素,致使前擺式螺旋焊管機(jī)組有其自身無(wú)法避免的缺點(diǎn),其中之一就是遞送機(jī)在前橋上采用懸掛式安裝,上、下輥兩輥單獨(dú)傳動(dòng),由兩臺(tái)直流電機(jī)拖動(dòng)。在早期的遞送機(jī)電控設(shè)計(jì)上由于受當(dāng)時(shí)調(diào)速器技術(shù)發(fā)展的限制和制約,不能很好的做到上、下輥的力矩平衡和速度穩(wěn)定,采用遞送速度整體給定后,再對(duì)上、下輥的速度進(jìn)行各自的微小調(diào)節(jié),雖然在生產(chǎn)規(guī)格和工況不發(fā)生大的變化時(shí)在一定時(shí)間內(nèi)能做到遞送速度的穩(wěn)定,但當(dāng)生產(chǎn)規(guī)格發(fā)生變化或原料處在料尾時(shí)遞送速度會(huì)出現(xiàn)較大的波動(dòng),最大可達(dá)0.40 m/min。由于上、下兩輥的電機(jī)電樞電流會(huì)出現(xiàn)高達(dá)40 A的差異,因此遞送機(jī)會(huì)出現(xiàn)打滑故障,由此導(dǎo)致遞送機(jī)上、下輥的力矩不平衡,從而引發(fā)遞送速度的不穩(wěn)定。為保證每次變更生產(chǎn)規(guī)格后機(jī)組能夠正常運(yùn)行,均需要人為的對(duì)調(diào)速器進(jìn)行相關(guān)部分參數(shù)的再次調(diào)整以滿足生產(chǎn),致使設(shè)備的運(yùn)行可靠性較低,焊接作業(yè)需要穩(wěn)定的遞送速度也不能有效保證。本研究針對(duì)上述問題,提出了解決上、下輥力矩不平衡的方案,使遞送機(jī)上、下輥在任意生產(chǎn)速度下都能實(shí)現(xiàn)電樞電流平衡。
1 前擺式螺旋焊管機(jī)組的組成
前擺式螺旋焊管機(jī)組是由前橋、成型機(jī)和后橋組成,其主要設(shè)備布置如圖1所示。前橋上主要設(shè)備有拆卷機(jī)、轎直機(jī)、剪切對(duì)焊機(jī)、遞送機(jī)、粗銑邊機(jī)、精銑邊機(jī)以及成型機(jī)。后橋上主要設(shè)備有飛剪機(jī)、鋼管輸出輥道記憶落管機(jī)構(gòu)。前橋上的設(shè)備是將鋼帶連續(xù)送入成型機(jī),在成型機(jī)處將鋼帶卷曲成鋼管后焊接;后橋上的設(shè)備將鋼管定尺切斷,鋼管從焊管機(jī)組下線后進(jìn)行后續(xù)工序的處理。遞送機(jī)是螺旋焊管機(jī)組鋼帶成型的動(dòng)力設(shè)備,其遞送速度控制的穩(wěn)定性直接影響鋼管的焊接質(zhì)量。

圖1 前擺式螺旋焊管機(jī)組主要設(shè)備布置圖
2 遞送機(jī)上、下輥力矩平衡問題設(shè)計(jì)方案
針對(duì)原有機(jī)組上存在的問題,采用PLC、歐陸可逆直流調(diào)速裝置590P 4Q和編碼器,對(duì)前擺式機(jī)組遞送機(jī)直流傳動(dòng)系統(tǒng)進(jìn)行改進(jìn)設(shè)計(jì),力矩平衡控制系統(tǒng)示意如圖2所示。
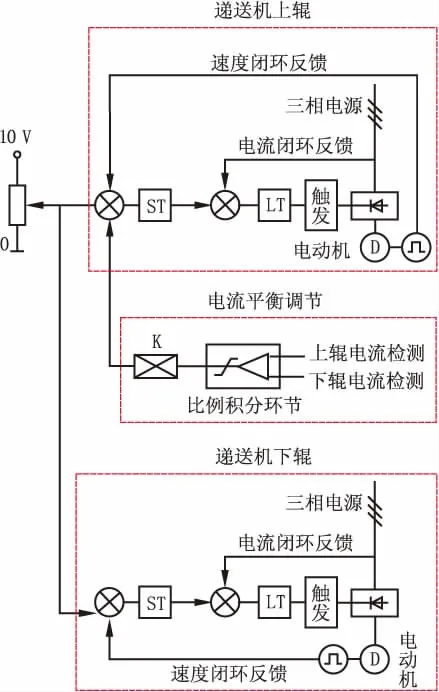
圖2 力矩平衡控制系統(tǒng)示意圖
遞送機(jī)上、下兩個(gè)遞送輥是由兩臺(tái)同型號(hào)直流電機(jī)經(jīng)過減速機(jī)分別驅(qū)動(dòng),機(jī)械參數(shù)見表1。理論上采用編碼器反饋能保證上、下驅(qū)動(dòng)輥的線速度是一致的,但由于制造差異和機(jī)械磨損以及遞送機(jī)液壓缸壓下力差異、遞送輥打滑等原因,會(huì)引發(fā)上、下輥的電機(jī)電樞電流不平衡。生產(chǎn)線焊接時(shí)需要保證鋼帶遞送線速度穩(wěn)定,因此要求在上、下輥電樞電流平衡進(jìn)行調(diào)整時(shí)不能對(duì)線速度造成波動(dòng)。此系統(tǒng)以下輥?zhàn)鳛檎{(diào)整的基準(zhǔn),也就是下輥的工作是獨(dú)立的,只調(diào)節(jié)上輥,使上、下輥電樞電流保持相等,以保證遞送速度穩(wěn)定。

表1 遞送機(jī)機(jī)械參數(shù)表
在設(shè)計(jì)中可以采用兩種方案完成電流平衡的調(diào)節(jié):①利用PLC的模擬量AI口分別采集上、下輥的實(shí)際電流,在PLC內(nèi)經(jīng)過比較運(yùn)算,采用一個(gè)小比例大積分PI環(huán)節(jié),將運(yùn)算的調(diào)節(jié)量疊加到下輥調(diào)速器速度附加給定上輥。由于采用編碼器反饋,線速度是比較一致的,因此對(duì)上輥的調(diào)節(jié)量也是很小的,并且調(diào)節(jié)平緩穩(wěn)定,下輥是獨(dú)立工作不參與調(diào)節(jié),保證遞送速度穩(wěn)定。②采用歐陸590調(diào)速器內(nèi)部功能進(jìn)行上、下輥電流采集和比較運(yùn)算,采用一個(gè)小比例大積分的PI調(diào)節(jié)器,其輸出值微量調(diào)節(jié)上輥速度,調(diào)整PI調(diào)節(jié)器的參數(shù)保證調(diào)節(jié)平緩穩(wěn)定。
由于采用PI調(diào)節(jié)器,在加減速的過程中,過大的不平衡電流,PI調(diào)節(jié)器很快做出調(diào)節(jié),保證加減速度過程當(dāng)中電流平衡,在穩(wěn)定運(yùn)行時(shí),由于是小比例大積分環(huán)節(jié),對(duì)電流差異不大時(shí)進(jìn)行的是緩慢調(diào)節(jié),系統(tǒng)穩(wěn)定可靠。
經(jīng)過分析,筆者認(rèn)為采用第二個(gè)方案比較好,既沒有干擾每個(gè)調(diào)速器獨(dú)立工作時(shí)具有的加速、減速、調(diào)節(jié)性能,又很好的實(shí)現(xiàn)了力矩平衡、速度穩(wěn)定,即節(jié)約投入資金,又便于系統(tǒng)整體調(diào)試方便。
3 方案實(shí)施后效果
采用力矩平衡控制方案后,遞送機(jī)遞送速度的穩(wěn)定性得到了明顯的提升,整個(gè)生產(chǎn)過程中速度波動(dòng)很小,在更換生產(chǎn)規(guī)格時(shí)也無(wú)需人為調(diào)整,系統(tǒng)自動(dòng)將上、下輥的力矩進(jìn)行平衡調(diào)節(jié),達(dá)到遞送速度穩(wěn)定、可靠。將該方案應(yīng)用于實(shí)際生產(chǎn)中,以生產(chǎn)L450 φ711 mm×10.31 mm鋼管為例,設(shè)定帶鋼遞送速度為1.97 m/min,機(jī)組上、下輥電機(jī)電樞電流及鋼帶實(shí)際遞送速度見表2,圖3為調(diào)速器運(yùn)行時(shí)照片。

表2 控制方案改進(jìn)后機(jī)組上、下輥電樞電流及鋼帶實(shí)際遞送速度

圖3 調(diào)速器運(yùn)行時(shí)效果照片
4 結(jié) 語(yǔ)
此控制系統(tǒng)在后續(xù)近一年多的生產(chǎn)運(yùn)行中得到了很好的驗(yàn)證,效果良好,任意調(diào)節(jié)速度都能很好的實(shí)現(xiàn)遞送機(jī)上、下輥電樞電流平衡,而且?guī)т撨f送速度穩(wěn)定、可靠,也從未發(fā)生過因遞送速度出現(xiàn)大的波動(dòng)而造成的燒穿鋼管等焊接質(zhì)量問題,提高了焊縫的一次通過率和鋼管成材率,經(jīng)濟(jì)效益明顯。
此類問題在前擺式螺旋焊管機(jī)組中普遍存在,該控制系統(tǒng)的成功應(yīng)用對(duì)前擺式螺旋焊管機(jī)組的遞送機(jī)控制有很好的借鑒意義。
[1]SN/T 3355—2012,進(jìn)出口螺旋焊管檢驗(yàn)規(guī)程[S].
[2]劉邯濤,朱紀(jì)剛,孫麗麗.一種新型鋼卷送進(jìn)裝置[J].工程建設(shè)與設(shè)計(jì), 2009(12): 59-60.
[3]陰敬盛.對(duì)螺旋縫高頻焊鋼管機(jī)組技術(shù)改造的實(shí)踐[J].山西冶金, 2002, 86(02): 71-73, 79.
[4]李鶴林.中國(guó)焊管50年[M].西安:陜西科學(xué)技術(shù)出版社,2008.
[5]成大先.機(jī)械設(shè)計(jì)手冊(cè)(第五版)[M].北京:機(jī)械工業(yè)出版社,2008.
[6]查麗斌.電路與模擬電子技術(shù)基礎(chǔ)[M].北京:電子工業(yè)出版社,2014.
[7]孫肖子.模擬電子電路與技術(shù)基礎(chǔ)[M].西安:西安電子科技大學(xué)出版社,2010.
[8]李永海.機(jī)電一體化系統(tǒng)設(shè)計(jì)[M].北京:中國(guó)電力出版社,2012.
[9]向中凡,肖繼學(xué).機(jī)電一體化基礎(chǔ)[M].重慶:重慶大學(xué)出版社,2013.
[10]楊少光.機(jī)電一體化設(shè)備的組裝與調(diào)試[M].南寧:廣西教育出版社,2012.
Delivery Speed Stability Improvement of Front-swing Type Spiral Welded Pipe Delivery Machine
TAN Yun,WANG Xiaodong
(Baoji Petrolem Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
Aimed at delivery speed instability phenomenon of front-swing type spiral welded pipe unit delivery machine,it put forward torque balance control system in this article,adopting PLC,Eurotherm reversible DC adjustable-speed device 590P 4Q and encoder to improve DC driving system of front-swing type delivery machine.This system can quickly adjust excessive unbalance current to ensure current balance during add and subtract speed process.Adopting small percentage big integral element to ensure that the system can be adjusted slowly when the current difference is small.Through practical application,the system is stable and reliable.
spiral welded pipe;delivery machine;delivery speed;torque balance
TG333.93
B
1001-3938(2015)06-0047-03
譚 赟,男,高級(jí)工程師,現(xiàn)主要從事螺旋制管電氣設(shè)備管理、維護(hù)工作。
2015-01-20
張 歌
