螺旋埋弧預(yù)精焊內(nèi)焊焊縫及HAZ硬度試驗(yàn)研究
2015-12-18 06:46:31王興山茍世峰王曉東馬朝輝張江磊胡緒波
焊管 2015年12期
王興山,茍世峰,王 剛,閻 龍,王曉東,馬朝輝,張江磊,胡緒波
(寶雞石油鋼管有限責(zé)任公司,陜西 寶雞721008)
螺旋埋弧預(yù)精焊內(nèi)焊焊縫及HAZ硬度試驗(yàn)研究
王興山,茍世峰,王 剛,閻 龍,王曉東,馬朝輝,張江磊,胡緒波
(寶雞石油鋼管有限責(zé)任公司,陜西 寶雞721008)
針對(duì)螺旋埋弧預(yù)精焊生產(chǎn)過(guò)程中偶爾發(fā)生的內(nèi)焊焊縫及熱影響區(qū)(HAZ)硬度超標(biāo)的問(wèn)題,以X80M管線(xiàn)鋼管的生產(chǎn)為例,通過(guò)對(duì)焊接坡口、預(yù)精焊匹配參數(shù)、焊接參數(shù)及工藝等的調(diào)整試驗(yàn),研究了參數(shù)變化對(duì)內(nèi)焊焊縫及HAZ硬度的影響。試驗(yàn)及分析結(jié)果表明,在X80M管線(xiàn)鋼管生產(chǎn)過(guò)程中,調(diào)整焊接參數(shù)和焊接工藝在一定程度上可以有效降低內(nèi)焊焊縫及HAZ的硬度,從而保證螺旋預(yù)精焊兩步法生產(chǎn)的鋼管的力學(xué)性能。
焊管;螺旋預(yù)精焊;焊接速度;硬度;內(nèi)焊焊縫;HAZ
1 概 述
在螺旋埋弧預(yù)精焊兩步法生產(chǎn)過(guò)程中,偶爾會(huì)發(fā)生內(nèi)焊焊縫及HAZ(熱影響區(qū))硬度超標(biāo)的問(wèn)題。當(dāng)發(fā)生內(nèi)焊焊縫及HAZ硬度超標(biāo)時(shí),往往會(huì)伴隨著背向彎曲不合格。分析認(rèn)為,多數(shù)彎曲試樣不合格的原因是內(nèi)焊焊縫及HAZ硬度超標(biāo)或內(nèi)焊焊縫及HAZ硬度與母材硬度相差較大,造成背向彎曲試樣在內(nèi)焊焊縫熔合線(xiàn)上開(kāi)裂,起裂點(diǎn)源于內(nèi)焊焊縫及HAZ;個(gè)別彎曲試樣不合格的原因是由于原料邊沿化學(xué)成分偏析、夾雜物、分層等母材缺欠所造成。
通過(guò)對(duì)焊接坡口、預(yù)精焊匹配參數(shù)、焊接參數(shù)及工藝等的調(diào)整,研究了參數(shù)變化對(duì)內(nèi)焊焊縫及HAZ硬度的影響。本試驗(yàn)采用維氏硬度測(cè)量法來(lái)測(cè)量?jī)?nèi)焊縫及HAZ的硬度,試驗(yàn)位置如圖1所示。

圖1 硬度檢測(cè)位置示意圖
2 試驗(yàn)及結(jié)果
2.1 試驗(yàn)材料
試驗(yàn)原料采用X80M管線(xiàn)鋼,壁厚18.4 mm,焊接材料為BG-H08C焊絲和BG-SJ101H1焊劑。采用預(yù)精焊兩步法,內(nèi)外焊雙絲埋弧焊接工藝,其化學(xué)成分見(jiàn)表1。

表1 試驗(yàn)用材料的化學(xué)成分 %
2.2 試驗(yàn)方法及結(jié)果
2.2.1 改變預(yù)焊焊接坡口形狀
焊接速度為1.30 m/min,內(nèi)焊1#焊絲電流為1 020 A、電壓35.5 V,內(nèi)焊2#焊絲電流630 A、電壓37.5 V,外焊1#焊絲電流1 100 A、電壓32.5 V,外焊2#焊絲電流460 A、電壓34.5 V,其他參數(shù)不變的條件下,調(diào)整焊接坡口形狀進(jìn)行預(yù)精焊兩步法生產(chǎn),相關(guān)的試驗(yàn)檢測(cè)結(jié)果見(jiàn)表2。

表2 僅改變坡口形狀的焊接試驗(yàn)檢測(cè)結(jié)果
2.2.2 調(diào)整預(yù)精焊焊材匹配參數(shù)
預(yù)焊焊接速度2.8m/min,預(yù)焊電流600 A、電壓22.5 V;精焊焊接速度1.30 m/min,精焊內(nèi)焊1#焊絲電流1 000 A、電壓36 V,內(nèi)焊2#焊絲電流630 A、電壓38 V,其他參數(shù)不變的條件下,調(diào)整預(yù)精焊匹配參數(shù),進(jìn)行預(yù)精焊兩步法生產(chǎn),共選擇了12種焊接材料的匹配方案,然后進(jìn)行相關(guān)的試驗(yàn),檢測(cè)結(jié)果見(jiàn)表3。

表3 調(diào)整預(yù)精焊匹配參數(shù)的焊接試驗(yàn)檢測(cè)結(jié)果
2.2.3 調(diào)整精焊焊接工藝
預(yù)焊焊接速度2.8m/min,預(yù)焊電流600A、電壓22.5 V,選用H08C焊絲匹配;精焊焊接速度1.30 m/min,內(nèi)焊2#焊絲選用H08C+H1匹配,其他參數(shù)不變的條件下,調(diào)整外焊焊接參數(shù)和焊接工藝,進(jìn)行預(yù)精焊兩步法生產(chǎn),共選擇了5種焊接工藝及參數(shù),然后進(jìn)行相關(guān)的試驗(yàn),檢測(cè)結(jié)果見(jiàn)表4。

表4 調(diào)整外焊焊接參數(shù)及焊接工藝的焊接試驗(yàn)檢測(cè)結(jié)果
2.2.4 調(diào)整精焊焊接參數(shù)
預(yù)焊焊接速度2.8m/min,預(yù)焊電流600A、電壓22.5V,選用H08Mn2SiA焊絲匹配;精焊內(nèi)焊2#焊絲匹配H08Mn2SiA+H1,其他參數(shù)不變的條件下,調(diào)整焊接速度及參數(shù),進(jìn)行預(yù)精焊兩步法生產(chǎn),共選擇6種焊接參數(shù),試驗(yàn)檢測(cè)結(jié)果見(jiàn)表5。

表5 調(diào)整焊接參數(shù)及焊接速度的焊接試驗(yàn)檢測(cè)結(jié)果
3 試驗(yàn)結(jié)果分析
3.1 焊接坡口對(duì)硬度的影響

圖2 焊接坡口參數(shù)對(duì)內(nèi)焊焊縫及HAZ硬度的影響
對(duì)僅改變焊接坡口形狀的焊接試樣進(jìn)行硬度檢測(cè),結(jié)果如圖2所示。從圖2和表2的檢測(cè)結(jié)果可以看出,坡口角度及鈍邊尺寸調(diào)整后,SY-1和SY-3試樣的力學(xué)性能合格,SY-2和SY-4試樣的力學(xué)性能和內(nèi)焊硬度存在個(gè)別點(diǎn)超標(biāo)的情況,內(nèi)焊焊縫及HAZ的硬度均有所增加,但總體變化不明顯。由此可見(jiàn),改變焊接坡口形狀對(duì)內(nèi)焊焊縫及HAZ的力學(xué)性能和硬度有一定的影響,這有助于在生產(chǎn)過(guò)程中選擇最佳的坡口角度和鈍邊尺寸。
3.2 預(yù)精焊焊材匹配對(duì)硬度的影響
3.2.1 預(yù)焊焊絲對(duì)硬度的影響
預(yù)焊采用了兩種焊絲匹配,分別為BGH08C和BG-H08Mn2SiA,對(duì)兩種焊絲的6種匹配進(jìn)行了焊接試驗(yàn),焊接試樣內(nèi)焊焊縫及HAZ的硬度檢測(cè)結(jié)果如圖3所示。

圖3 預(yù)焊焊絲對(duì)內(nèi)焊焊縫及HAZ硬度的影響
從圖3和表3可以看出,預(yù)焊選用H08C焊絲時(shí),內(nèi)焊焊縫及HAZ平均硬度略高于預(yù)焊采用H08Mn2SiA焊絲,由于預(yù)焊焊絲只作為預(yù)精焊兩步法焊接工藝的定位焊,焊縫的最終性能主要取決于精焊焊縫,結(jié)合彎曲試樣情況,在實(shí)際生產(chǎn)中,可以考慮預(yù)焊采用低匹配焊絲進(jìn)行焊接。
3.2.2 精焊焊劑對(duì)硬度的影響
精焊焊劑選擇了兩種規(guī)格,分別為BGSJ101H1和BG-SJ101G4,對(duì)兩種焊劑的12種匹配進(jìn)行了焊接試驗(yàn),焊接試樣內(nèi)焊焊縫及HAZ的硬度檢測(cè)結(jié)果如圖4所示。
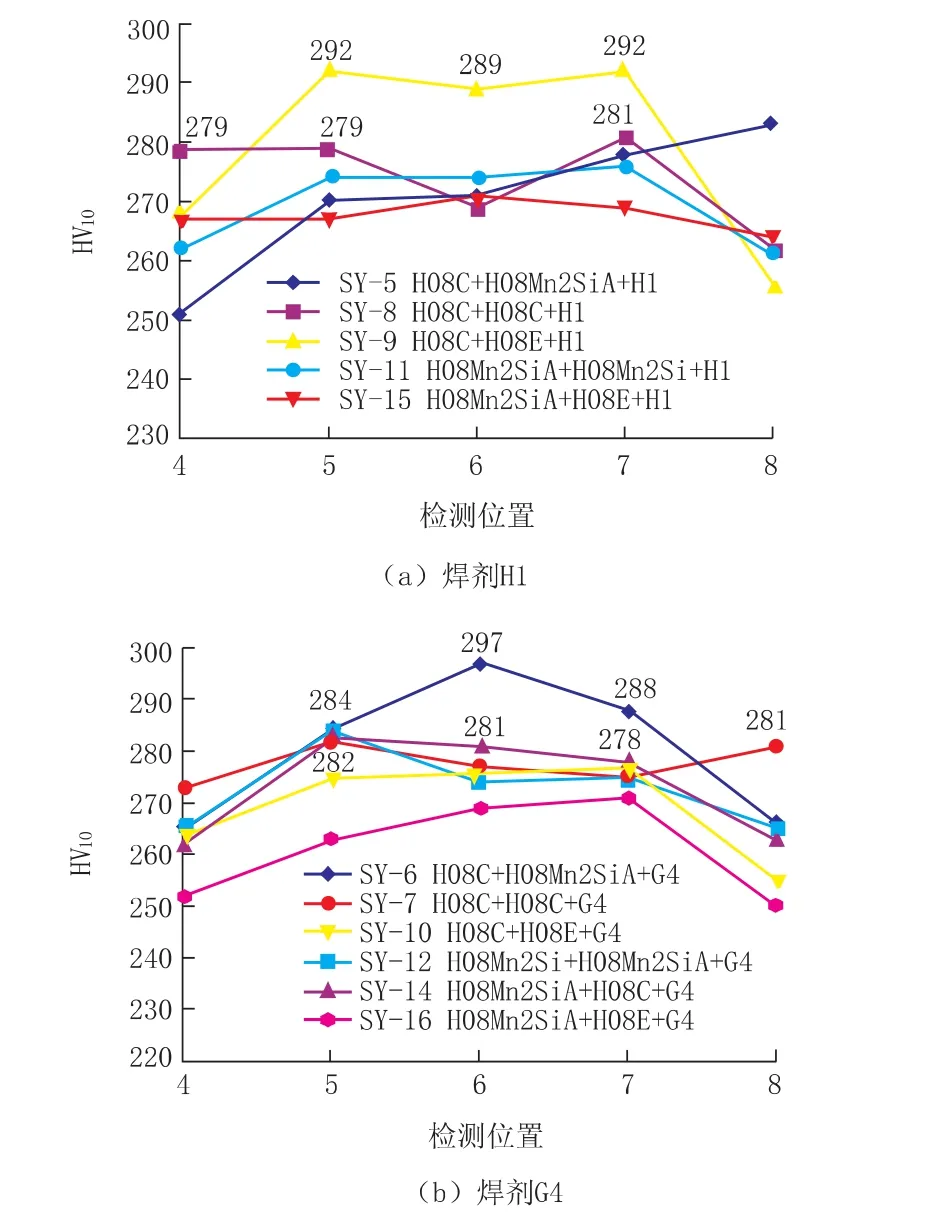
圖4 不同精焊焊劑對(duì)內(nèi)焊焊縫及HAZ硬度的影響
從圖4和表3可以看出,精焊選用焊劑H1時(shí),SY-8和SY-11兩種試樣的匹配效果比較好,但在實(shí)際驗(yàn)證過(guò)程中,SY-8匹配存在彎曲試樣不合格現(xiàn)象,因此精焊選用焊劑H1時(shí),一般選用SY-11的焊絲焊劑匹配較好;精焊選用焊劑G4時(shí),SY-10和SY-16兩種試樣的匹配效果比較好,且SY-16焊接材料匹配的硬度要好于SY-10,但在實(shí)際驗(yàn)證過(guò)程中,有個(gè)別SY-16試樣的內(nèi)焊焊縫及HAZ硬度超標(biāo)。
3.2.3 精焊內(nèi)焊2#焊絲匹配對(duì)金相硬度的影響
試驗(yàn)時(shí)保持精焊內(nèi)焊1#焊絲不變,只對(duì)2#焊絲進(jìn)行調(diào)整。選擇了3種規(guī)格的焊絲,分別為H08Mn2SiA,H08C和H08E,對(duì)三種焊絲的12種匹配進(jìn)行了焊接試驗(yàn),焊接試件內(nèi)焊焊縫及HAZ的硬度檢測(cè)結(jié)果如圖5所示。
從圖5和表3可以看出,精焊內(nèi)焊2#焊絲選用H08Mn2SiA焊絲時(shí),SY-11試樣匹配的內(nèi)焊焊縫及HAZ硬度較低,效果比較理想;選用H08C焊絲時(shí),SY-8試樣匹配的內(nèi)焊焊縫及HAZ硬度較低,但在正常生產(chǎn)過(guò)程中,容易出現(xiàn)彎曲試樣不合格的問(wèn)題;選用H08E焊絲時(shí),SY-16試樣匹配的內(nèi)焊焊縫及HAZ硬度較低。
另外,從圖5可以看出,精焊內(nèi)焊2#焊絲選用H08C,H08E和H08MnSiA時(shí),內(nèi)焊焊縫的平均硬度均低于280 HV10,但在兩步法焊接生產(chǎn)時(shí),調(diào)整精焊內(nèi)焊2#焊絲匹配對(duì)降低內(nèi)焊焊縫及HAZ硬度的效果并不明顯。
3.3 精焊焊接工藝對(duì)硬度的影響
對(duì)精焊焊接工藝進(jìn)行了只有內(nèi)焊焊縫、內(nèi)外焊同時(shí)進(jìn)行焊接(間隔半個(gè)螺距)、內(nèi)外焊分開(kāi)焊接3種工藝配置,設(shè)置了兩種焊接參數(shù),分別進(jìn)行了焊接試驗(yàn),找出影響內(nèi)焊焊縫及HAZ硬度偏高的原因。焊接試樣內(nèi)焊焊縫及HAZ的硬度檢測(cè)結(jié)果如圖6所示。
從圖6和表4可看出,采用不同焊接工藝時(shí),SY-17-1和SY-17兩種焊接工藝配置的內(nèi)焊焊縫金相硬度低于內(nèi)外焊同時(shí)焊接的工藝,且SY-17-2工藝硬度較低。可見(jiàn)在相同焊接參數(shù)下,焊接工藝對(duì)內(nèi)焊焊縫及HAZ硬度的影響比較大,外焊焊接后,內(nèi)焊焊縫的硬度平均值增加了20 HV10左右;焊接參數(shù)配置的優(yōu)化調(diào)整對(duì)降低內(nèi)焊焊縫及HAZ硬度的影響不明顯,但參數(shù)配置的調(diào)整在一定程度上降低了外焊焊縫對(duì)內(nèi)焊焊縫及HAZ硬度的影響。
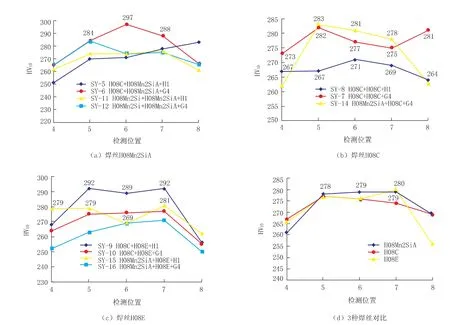
圖5 不同精焊內(nèi)焊2#焊絲對(duì)內(nèi)焊焊縫及HAZ硬度的影響

圖6 精焊焊接工藝及參數(shù)對(duì)內(nèi)焊焊縫及HAZ硬度的影響
3.4 精焊焊接參數(shù)對(duì)硬度的影響
在焊接匹配及原料化學(xué)成分不變的情況下,設(shè)定3種焊接速度,并優(yōu)化配置了3種焊接參數(shù),分別進(jìn)行了焊接試驗(yàn)。焊接試樣內(nèi)焊焊縫及HAZ的硬度檢測(cè)結(jié)果如圖7所示。
從圖7和表5可以看出,內(nèi)外同時(shí)焊接時(shí),分別采用內(nèi)大外小和內(nèi)小外大兩種參數(shù)匹配進(jìn)行焊接試驗(yàn),彎曲試驗(yàn)結(jié)果均合格,內(nèi)焊焊縫金相硬度均低于標(biāo)準(zhǔn)要求;焊接速度為1.30 m/min時(shí),內(nèi)大外小參數(shù)匹配試樣的內(nèi)焊焊縫金相硬度低于內(nèi)小外大參數(shù)匹配的試樣;內(nèi)外焊間隔半個(gè)螺距焊接時(shí)外焊對(duì)內(nèi)焊焊縫硬度的影響比較明顯,但精焊內(nèi)焊2#焊絲焊接參數(shù)的改變對(duì)降低內(nèi)焊焊縫及HAZ硬度的影響不明顯。
從圖7和表5可以看出,內(nèi)外同時(shí)焊接時(shí),在不同焊接速度下焊后彎曲試驗(yàn)結(jié)果均合格,且內(nèi)焊焊縫及HAZ硬度均低于標(biāo)準(zhǔn)要求;焊接速度為1.30 m/min時(shí),內(nèi)大外小參數(shù)匹配試樣的內(nèi)焊焊縫硬度最低,低于提高焊接速度后正常參數(shù)配置的試樣;提高焊接速度有利于焊縫的快速冷卻,也有利于降低內(nèi)焊焊縫及HAZ的硬度。

圖7 精焊焊接參數(shù)對(duì)內(nèi)焊焊縫及HAZ硬度的影響
3.5 原料化學(xué)成分對(duì)硬度的影響
在焊接匹配及焊接參數(shù)不變的情況下,選擇兩個(gè)原料廠(chǎng)家4種化學(xué)成分的原料,分別進(jìn)行了焊接試驗(yàn)。焊接試樣內(nèi)焊焊縫及HAZ的硬度檢測(cè)結(jié)果如圖8所示,焊接試樣彎曲試驗(yàn)結(jié)果對(duì)比如圖9所示。
從圖8、圖9和表1可以看出,T-2焊接試樣的內(nèi)焊焊縫及HAZ硬度低于T-1,且T-2試樣焊縫力學(xué)性能優(yōu)于T-1;S-1焊接試樣的內(nèi)焊焊縫及HAZ硬度低于S-2,相差約20 HV10,且S-1試樣焊縫力學(xué)性能明顯優(yōu)于S-2。由此可見(jiàn),化學(xué)成分對(duì)預(yù)精焊生產(chǎn)的鋼管內(nèi)焊焊縫及HAZ的硬度有一定的影響。
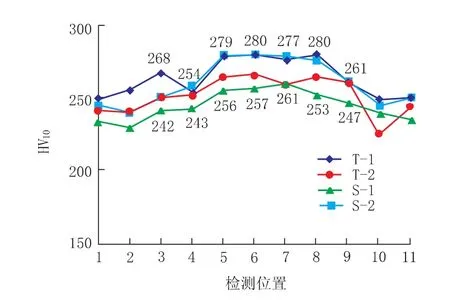
圖8 不同原料的化學(xué)成分對(duì)內(nèi)焊焊縫及HAZ硬度的影響

圖9 不同原料的化學(xué)成分對(duì)彎曲試驗(yàn)結(jié)果的影響
4 結(jié) 論
(1)從原料的化學(xué)成分及硬度對(duì)比可以看出,原料化學(xué)成分對(duì)預(yù)精焊生產(chǎn)的鋼管內(nèi)焊焊縫及HAZ硬度有一定的影響。
(2)坡口角度及鈍邊尺寸對(duì)降低內(nèi)焊焊縫及HAZ硬度的效果不明顯,但焊縫形貌的改變有利于改善內(nèi)焊焊縫及HAZ的力學(xué)性能和硬度。
(3)預(yù)精焊兩步法生產(chǎn)時(shí),預(yù)精焊焊接匹配的調(diào)整有利于降低內(nèi)焊焊縫及HAZ的硬度,但效果不是很明顯。由于預(yù)焊焊絲只作為預(yù)精焊兩步法焊接工藝的定位焊,焊縫的最終性能取決于精焊焊縫,結(jié)合彎曲試驗(yàn)的情況,在實(shí)際生產(chǎn)過(guò)程中,可以考慮合理采用低匹配組合進(jìn)行施焊。
(4)焊接工藝對(duì)精焊內(nèi)焊焊縫及HAZ硬度影響比較明顯,在相同焊接條件下,外焊焊接后,內(nèi)焊焊縫的硬度平均增加了20 HV10。內(nèi)外焊同時(shí)焊接時(shí),外焊焊縫對(duì)內(nèi)焊焊縫及HAZ硬度的影響也比較明顯。
(5)提高焊接速度有利于解決精焊內(nèi)焊焊縫及HAZ硬度超標(biāo)的問(wèn)題,內(nèi)外焊同時(shí)焊接時(shí),改變焊接參數(shù),提高焊接速度可以很大程度上解決精焊半個(gè)螺距對(duì)外焊焊接的影響。提高焊接速度有利于焊縫的快速冷卻,也有利于降低內(nèi)焊焊縫及HAZ的硬度。
[1]陳文靜,屈金山,謝君,等.15CrMoR鋼材的焊接接頭組織及其硬度分析[J].西華大學(xué)學(xué)報(bào)(自然科學(xué)版),2006(4): 45-47.
[2]API SPEC 5L,管線(xiàn)鋼管規(guī)范(第45版)[S].
[3]張?jiān)颍蔚橇x.合金元素對(duì)堆焊焊縫硬度的影響[J].熱加工工藝, 2003(4): 18-19.
[4]劉鋒,禹奇才.工程力學(xué)(材料力學(xué)部分)[M].廣州:華南理工大學(xué)出版社,2002.
[5]李國(guó)鵬,趙波,潘小燕,等.X80管線(xiàn)鋼HAZ不同區(qū)域組織與韌性的規(guī)律性研究[J].焊管,2013,36(3):15-21.
[6]劉恒,高惠臨,丁學(xué)光.焊接熱循環(huán)對(duì)X80管線(xiàn)鋼粗晶區(qū)組織性能的影響[J].熱加工工藝,36(7):4-6.
[7]王曉香,李延豐.高強(qiáng)度管線(xiàn)鋼管開(kāi)發(fā)在中國(guó)的新進(jìn)展[J].鋼管, 2011, 40(1): 12-18.
[8]崔忠圻.金屬學(xué)與熱處理[M].北京:機(jī)械工業(yè)出版社,1997.
[9]薛小懷,周昀,錢(qián)百年,等.X80管線(xiàn)鋼焊接粗晶區(qū)組織與韌性的研究[J].上海交通大學(xué)學(xué)報(bào),2003,37(12):1854-1857.
[10]田志凌.TMCP鋼局部脆性區(qū)斷裂韌性的研究[J].鋼鐵研究學(xué)報(bào), 1998, 10(4): 50-53.
Research on Spiral Two-steps Welding Inside Weld and HAZ Hardness Test
WANG Xingshan,GOU Shifeng,WANG Gang,YAN Long,WANG Xiaodong,MA Zhaohui,ZHANG Jianglei,HU Xubo
(Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
Aiming at the hardness exceeding standard problems occasionally occur in inside weld and HAZ during spiral submerged arc two-steps welding production,taking X80M line pipe production as example,it studied the influence of parameter variation on inside weld and HAZ hardness through several adjustment tests,such as welding groove,matching parameter,welding parameters,welding process and so on.The results indicated that in the production process of X80M line pipe,adjusting welding parameters and welding process can effectively reduce the hardness of weld and HAZ to a certain degree,thus to ensure the mechanical properties of two-steps welding steel pipe.
welded pipe;spiral two-steps welding;welding speed;hardness;inside weld; HAZ
TG115.5
A
1001-3938(2015)12-0033-07
王興山(1982—),男,焊接工程師,現(xiàn)主要從事螺旋焊管焊接工藝研究及技術(shù)工作。
2015-04-20
修改稿收稿日期:2015-07-27
謝淑霞
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
