硬盒內襯紙缺陷自動檢測剔除裝置的研制
2015-12-21 08:50:13劉俊強孫天發
環球市場信息導報 2015年42期
關鍵詞:檢測
劉俊強 孫天發
硬盒內襯紙缺陷自動檢測剔除裝置的研制
劉俊強 孫天發
Point
香煙內襯紙(俗稱鋁箔紙)具有防潮、防水分流失、防止煙支霉變和卷煙香氣損失的作用,內襯紙缺陷會使吃味變異導致市場反饋。本文針對內襯紙是金屬箔的原理,研制一套通過加裝金屬接近傳感器,在煙包通道內安裝內襯紙缺陷自動檢測剔除裝置,能夠有效剔除缺陷煙包,提高產品質量降低市場反饋、減少職工勞動強度是無形的社會效益。
內襯紙(俗稱鋁箔紙)是直接包裹煙支的紙質包裝材料,具有防潮、防水分流失、防止煙支霉變和卷煙香氣損失的作用,內襯紙包裝是香煙包裝中的重要組成部分。內襯紙由成卷盤裝的原材料經過壓痕、裁切、輸送、折疊等工序十多個包裝工位,在包裹內襯紙的工藝過程中,在這個過程中由于模盒設計緊湊空間狹窄,沒有安裝內襯紙折疊不良的缺陷檢測傳感器。最終造成內襯紙有折疊缺陷的煙包流入下道工序,并導致市場反饋,嚴重影響企業產品形象。
一、內襯紙輸送折疊包裝原理
內襯紙由供紙架供給,經各導紙輪,壓花輥,內襯紙被壓出網紋和“PULL”字樣。內襯紙接著被壓出波浪形的壓痕,被圓刀裁切出直向虛線狀切痕,固定刀和短活動刀切出橫向虛線裝切痕,橫向虛線切痕與縱向虛線切痕形成內襯紙的撕舌部分,經裁切后單張內襯紙后向下輸送到達加速輪,完成內襯紙輸送過程。
內襯紙經過輸送裁切到達內襯紙定位基準,然后和煙支組一起進入二號輪,推桿把組煙和內襯紙推入二輪右側水平位置包裝模盒內。內襯紙自行折疊成U形包裹,接著旋轉折疊器向煙支方向翻轉,將頂、底小折角折疊好。當二輪旋轉到左側水平位置的過程中擋板把一個面折好,在推出二輪進入三輪時把另一個面折疊好,至此完成內襯紙的整個包裝過程。
二、內襯紙缺陷自動檢測檢測剔除裝置的研制方案
項目圍繞內襯紙缺陷存在的樣本現狀進行探討,對缺陷樣本部位進行總結歸類。對照缺陷樣本,根據日常使用的傳感器情況和網絡查新,通過對比試驗分析,最終選出識別缺陷檢測的傳感器進行應用。
通過檢測識別內襯紙缺陷的控制剔除原理,選擇相關電器控制單元器件類型。電器控制器件包括內襯紙缺陷樣本識別傳感器、同步信號傳感器、剔除驅動裝置、可編程序控制器、控制開關電源等。把試驗的內襯紙缺陷檢測識別裝置,安裝到設備不同位置上進行測試,通過對比識別、剔除結果,選擇設備上最佳的安裝位置。
三、內襯紙缺陷自動檢測檢測剔除裝置的實施過程
3.1 內襯紙缺陷識別傳感器的選擇分析
根據內襯紙的識別情況進行分析,在內襯紙外露的情況下,日常使用的電感式、電容式、光電式傳感器均能夠檢測識別,要在包裹好小盒商標紙后再次進行識別,也就是說穿越小盒商標紙能夠檢測里面的內襯紙,只有電感式傳感器才能夠檢測識別。
經過進一步實驗測試:最終篩選出二種類型的傳感器型號分別為:E2E-X5MF1、E2E-X5MF1-M1。從經濟性、穩定性綜合考慮最終確定選用以上兩種類型的金屬傳感器,用于對內襯紙缺陷檢測進行自動識別。
3.2 電器控制單元器件選型及控制要求的分析
電器控制單元需要可編程序控制器、剔除電磁閥、控制電源等器件,通過對煙機上經常使用的類型進行分析,通過性能對比逐步篩選出適合的控制器件。根據可編程序控制器的日常應用、穩定性考慮選型;剔除電磁閥的響應速度和互換性選型;控制電源的電壓等級和可靠性進行選擇實驗分析。
3.3 內襯紙缺陷檢測自動剔除裝置的安裝位置選擇
通過課題人員、技術人員、操作人員現場觀察研究論證,研制的內襯紙自動檢測剔除裝置在小盒包裝機包裹流程的工位上,沒有任何空隙能夠安裝該裝置。測量發現:煙包由小盒包裝機輸送到透明紙包裝機的通道長達12米,最終確定在小盒包裝機煙包出口通道上進行安裝。
3.4 內襯紙缺陷檢測自動剔除裝置的安裝調試
按照試驗結果規劃出傳感器、光纖同步信號的安裝位置,卸下通道擋板進行加工處理。設計加工煙包輸送內外側擋板煙包內側下落擋板、光導纖維同步剔除氣門外側擋板零件圖。
把電控器件可編程序控制器、剔除電磁閥、控制電源、保護開關等安裝到電器控制柜中,按照圖紙規劃進行接線,測試各種信號完全正常后,進入精細調試投入使用階段。改造后內襯紙缺陷檢測自動剔除裝置的立體示意圖如下:
結論
調試結束后,對內襯紙缺陷煙包分時分批進行測試,缺陷識別剔除率達到了100%。在正常生產中不僅對內襯紙缺陷能夠進行剔除,而且內框紙變形折疊不良的煙包也能夠識別剔除出來。剔除內框紙變形缺陷煙包屬于意外收獲,從另一個層面上說也是對內框紙缺陷煙包的有效檢測,避免了另一種缺陷煙包流入市場。
(作者單位:河南中煙有限責任公司駐馬店卷煙廠)
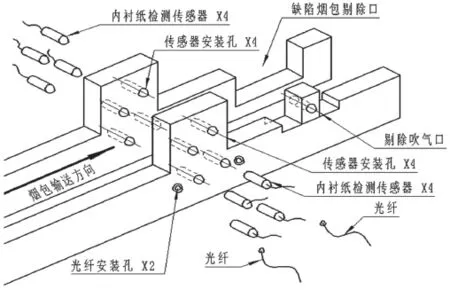
內襯紙缺陷檢測自動剔除裝置的立體效果圖
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48