數字射線實時成像檢測技術研究
2015-12-21 01:17:21岳庚新
焊管 2015年11期
關鍵詞:檢測
趙 遠,岳庚新
(天津誠信達金屬檢測技術有限公司,天津300384)
數字射線實時成像檢測技術研究
趙 遠,岳庚新
(天津誠信達金屬檢測技術有限公司,天津300384)
以數字射線實時成像技術為研究對象,對透照厚度、一次透照長度、動態范圍和圖像分辨率等方面進行了系統研究。結果表明:通過改變透照工藝參數,被檢工件在探測器成像范圍內均能清晰成像,僅需保留成像效果相對較好的區域,對其進行裁剪作為檢測結果,且宜選用低電壓、高電流以提高圖像的清晰度;DR(digital radiography)技術的動態范圍較高,但其檢測圖像的分辨率低于普通X射線底片,可通過軟件改變圖像的銳度,從而提高圖像的清晰度。
檢測;DR;數字射線;實時成像;動態范圍
DR (digital radiography)技術也稱數字射線實時成像技術,因其探測效率高、輻射劑量小、成本低等諸多優點成為未來射線檢測技術的發展趨勢[1-2]。目前,市場上頗有競爭力的數字射線產品主要采用非晶硒和非晶硅平板探測器,兩者都能在光電導材料中直接吸收射線,并將射線數字化并輸入計算機;同時兩者都能提供較高的檢測效率,在某種程度上已取代了早期的CR(computed radiography)技術[3-5]。我國現階段也已起草了數字射線的相關標準,但目前尚未實施,這在一定程度上影響了數字射線的廣泛應用。伴隨著相關標準的進一步實施與不斷完善,數字射線實時成像技術必然會在市場上占有一定的份額。
本研究以DR實時成像系統為研究對象,分別對透照厚度、一次透照長度、動態范圍和圖像分辨率等方面進行了研究,為DR技術在工業無損檢測中的應用提供參考依據。
1 試驗設備選擇
試驗設備選用比利時GemX-200(帶鈹窗,50~200 kV,0.1~2mA, 可以檢測低密度物質,如300μm的碳纖維至30mm鋼板)X射線實時成像系統,該系統主要由射線機、DeReOWA成像板(非晶硅)、 DeReO連接器(GUC)和 Acer 7750Z移動電腦組成,具體檢測原理如圖1所示。

圖1 DR實時成像技術檢測原理圖
2 試驗結果分析及討論
2.1 透照厚度分析
試驗材料選用不同厚度的對接焊縫試塊,厚度分別為4mm,7mm,12mm,16mm,20mm和22mm,利用DR實時成像系統對透照厚度進行了試驗分析。標準NB/T 47013.11—2015《承壓設備無損檢測第11部分:X射線數字成像檢測》對像質計置于X射線機側的單壁透照圖像靈敏度要求見表1。標準要求在檢測圖像灰度均勻部位能夠清晰地看到長度不小于10 mm的連續像質計絲影像,且專用線型像質計至少應能識別兩根金屬絲。不同厚度試塊的DR檢測圖像如圖2所示,圖 2(a)~圖 2(f)所識別最小絲徑號分別為15,14,12,11,11和11。由圖2可知,通過調整透照工藝參數,DR檢測圖像能夠滿足標準NB/T 47013.11—2015中AB級檢測靈敏度要求,且專用線型像質計在圖像中清晰可見,完全能夠滿足標準中對專用線型像質計相關要求。

表1 圖像靈敏度值 (單壁透照,像質計置于X射線機側)

圖2 不同厚度試塊的DR檢測圖像
焦距200mm、管電流1 000μA時在保證最佳成像質量的同時,不同厚度的試塊對應的最佳管電壓如圖3所示。由圖3可見,隨著試塊厚度的增加,需要不斷提高管電壓來保證圖像的質量,由于數字射線機最大管電壓是固定的,所以應根據管電壓對工件厚度進行適當選擇,且為了延長設備的使用壽命,應盡量減少在最大電壓下的使用時間。實際工作時,宜選用低電壓、高電流以提高圖像的清晰度,管電壓可根據射線機曝光曲線,并結合現場環境以及允許的透照焦距進行修正;對于數字射線機,圖像成像時間較短,甚至在幾秒或十幾秒即可完成成像,工作時可根據圖像質量對曝光時間進行調節。

圖3 不同厚度最佳透照電壓
2.2 一次透照長度分析
DR實時成像系統的平板探測器成像范圍為410mm×410mm,經試驗證明,在保證合適的透照工藝參數情況下,通過改變透照焦距,被檢工件在探測器成像范圍內均能清晰成像,圖像保存之前僅需要對所檢測部分進行剪切,以便更好地進行評定工作。平板對接焊縫實際檢測結果如圖4所示。由圖4可知,對于平板工件而言,由于探測器成像范圍有限 (只有410mm×410mm),且探測器邊緣成像效果受射線能量、圖像分辨率等影響較大,因此建議避開探測器邊緣的成像區域,保留成像效果相對較好的區域作為檢測結果;而對于中、大直徑鋼管的射線透照,考慮設備體積特點,建議采用雙壁單影或射線機在內的單壁透照方式 (具體視工件大小和現場環境而定),在工件厚度能夠滿足檢測要求的情況下,一次透照長度應以厚度比K進行控制,并確定其透照次數。

圖4 平板對接焊縫實際檢測結果對比
2.3 動態范圍分析
在射線檢測中,通常用厚度寬容度來衡量允許的透照厚度差異。厚度寬容度是指給定的透照參數在一次透照中,射線照相靈敏度和射線底片的黑度符合規定要求時,所能透照的工件厚度差范圍[6]。對DR技術,動態范圍更適合作為其考量指標,因為數字成像技術類似于數碼照相技術,是完全線性的,動態范圍大則可記錄更多亮部和暗部細節,寬容度則依賴于動態范圍,在寬容度范圍之內可進行曝光校正并保留亮部暗部的細節。
普通X射線膠片的動態范圍約為1∶100,所以對厚度差較大的工件分辨能力較差,DR技術中探測器系統的動態范圍可達1∶10 000以上,其動態范圍比普通膠片提高了幾個數量級,在厚度差別較大的工件透照中,可同時分辨出薄區和厚區中的結構或缺陷,不需要采取任何厚度補償措施,完全優于常規射線法[7-10]。
使用厚度為2~20mm(ΔT=2mm)的鋼制階梯試塊,通過階梯試塊對DR技術動態范圍進行了測試,實測結果相比理論值差距很大,效果未能達到預期,故對不同透照電壓下每一階梯的灰度進行了統計,結果見表2。
由表2可知,透照管電壓對厚度差的影響較大,提高管電壓,會增大最大厚度差,而隨著透照電壓的不斷增大,階梯試塊前段薄區會曝光過度,在圖像中消失,此時不計入統計范圍。不同厚度拼接試板的DR技術檢測結果如圖5所示。由圖5可知,對12 mm和14 mm的拼接板進行檢測時,通過調節工藝參數,所得結果完全能夠滿足檢測要求,且薄區和厚區在圖像中差別不大,驗證了上述結論。

表2 不同透照電壓下每一階梯的灰度值統計
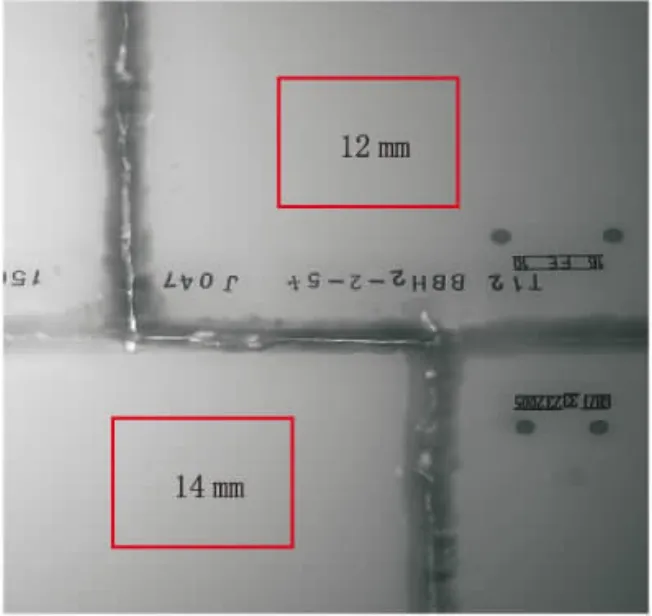
圖5 不同厚度拼接試板檢測結果
2.4 成像效果對比
DR技術檢測圖像與常規射線底片的對比結果見圖6。由圖6可知,DR技術檢測結果通過圖像處理軟件能改變圖像銳度,提高圖像清晰度,但過度處理會導致噪聲增加,影響缺陷的評定。DR技術檢測圖像分辨率一般低于普通X射線底片,但分辨率不是確定圖像細節的唯一因素,且在對比度較差的情況下,盡管圖像的分辨率很高,人眼仍然不能分辨出其細節的變化,而DR技術由于其探測器的動態范圍比較大,能清晰分辨出對比度較差的區域,檢測圖像又經過計算機的后期處理,在一定程度上彌補了常規射線的不足。

圖6 DR圖像與常規射線底片對比結果
3 結 論
(1)在保證合適的透照工藝參數情況下,通過改變透照焦距,使被檢工件在探測器成像范圍內均能得到清晰成像,僅需保留成像效果相對較好的區域進行裁剪作為檢測結果,且宜選用低電壓、高電流以提高圖像的清晰度。
(2)DR技術的動態范圍較高,能同時分辨出薄區和厚區中的結構或缺陷,而透照管電壓對厚度差的影響較大,隨著管電壓的提高,所識別的最大厚度差有所增大。
(3)DR技術檢測圖像可通過軟件處理,改變圖像的銳度,從而提高圖像的清晰度。
[1]高闊,于虹,郭鐵橋.射線數字成像(DR)技術在電力工業檢測中的應用[J].無損檢測,2013,35(11):76-78.
[2]李衍.承壓設備焊縫CR和DR技術應用最新國際動態[J].無損探傷, 2009, 33(4): 1-6.
[3]李衍.工業 DR技術的新動向[J].無損探傷,2006,30(6): 1-4.
[4]王明泉,宋文愛.X射線數字成像在管道銹蝕檢測中的應用[J].華北工學院測試技術學報,2001,15(4):230-234.
[5]畢宗岳,王化公,石文匯,等.X射線數字成像技術在埋弧焊管焊縫檢測中的應用[J].無損檢測,2010,32(4): 263-266.
[6]張小海,夏平先,李堅.射線檢測厚度寬容度的分析與測定[J].南昌航空工業學院學報,2007,20(3):41-44.
[7]鄭娜,周廣言,劉全利,等.X射線數字成像技術在長輸管道中的應用[J].管道技術與設備,2015(1):42-43.
[8]馬躍洲,何山林,陳光.線陣技術在焊管檢測中的應用[J].蘭州理工大學學報,2007(04):22-26.
[9]梁麗紅,孔凡琴,路宏年.X射線非晶硅面陣探傷像質的研究[J].無損檢測, 2005, 27(03):113-116.
[10]荊峰,胡寬明.提高X射線實時成像檢測靈敏度和清晰度的方法[J].無損檢測, 2006, 28(2):102-103.
Research on Digital Radiography Real-time Imaging Detection Technology
ZHAO Yuan,YUEGengxin
(Tianjin Chengxinda Metal-Testing Technology Co.,Ltd.,Tianjin 300384,China)
With digital radiography real-time imaging technology as the research object,the transmission thickness,once-through penetration length,dynamic range and image resolution were systematically studied.The results showed that workpiece can clear imaging within the scope of the detector imaging by changing the transillumination process parameters,just need to keep the imaging effectbetter area to cutas the test results,suitable for use of low voltage and high current to improve image clarity;the dynamic range of DR technology is higher,and the image resolution of DR is lower than normal X-ray film,but its image sharpness can be changed by software to improve image clarity.
detection;DR;digital radiography;real-time imaging;dynamic range
TG411.7
B
1001-3938(2015)11-0033-04
趙 遠(1988—),男,碩士,主要從事無損檢測新技術及金屬材料組織性能控制研究。
2015-07-28
修改稿收稿日期:2015-09-11
謝淑霞
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48