G68/G69指令在花邊槽銑削加工的應(yīng)用
2015-12-22 08:24:46李月明葉家萬(wàn)廣東石油化工學(xué)院機(jī)電工程學(xué)院廣東茂名525000
化工管理 2015年9期
李月明 葉家萬(wàn)(廣東石油化工學(xué)院 機(jī)電工程學(xué)院,廣東 茂名 525000)
G68/G69指令常用于配有坐標(biāo)轉(zhuǎn)換功能的數(shù)控設(shè)備中。在普通的三軸數(shù)控加工中心的生產(chǎn)和加工過(guò)程中,經(jīng)常會(huì)遇到一些形狀規(guī)則相同零件,和一些圖形旋轉(zhuǎn)的工件,比如平面上有規(guī)則旋轉(zhuǎn)的齒型、圓弧等。花邊槽則具有這種旋轉(zhuǎn)特點(diǎn),且花邊槽對(duì)形位公差有比較高的要求和對(duì)表面粗糙度也有要求。這一類零件普通銑床很難加工,而用數(shù)控銑床就很簡(jiǎn)單的解決了這一問(wèn)題,且加工的精度高,配合好。
1 關(guān)于G68/G69指令
1.1 G68指令格式:G68 X____Y____R____
X、Y——旋轉(zhuǎn)中心的坐標(biāo)值(可以是X、Y、Z中的任意兩個(gè),它們由當(dāng)前平面選擇指令G17、G18、G19中的一個(gè)確定)。當(dāng)X、Y省略時(shí),G68指令認(rèn)為當(dāng)前的位置即為旋轉(zhuǎn)中心。
R——旋轉(zhuǎn)角度,逆時(shí)針旋轉(zhuǎn)定義為正方向,順時(shí)針旋轉(zhuǎn)定義為負(fù)方向。
如:G68 X15.Y15.R60表示以坐標(biāo)(15,15)為旋轉(zhuǎn)中心將圖形旋轉(zhuǎn)60°;G68 R60表示以程序原點(diǎn)為旋轉(zhuǎn)中心,將圖形旋轉(zhuǎn)60°。
1.2 G69:坐標(biāo)系旋轉(zhuǎn)取消
2 G68/G69指令在花邊槽加工的應(yīng)用
如圖1所示,要在材質(zhì)為45#鋼,尺寸為φ50MM X 20MM的圓柱上加工15個(gè)半徑均為3MM的花邊槽。
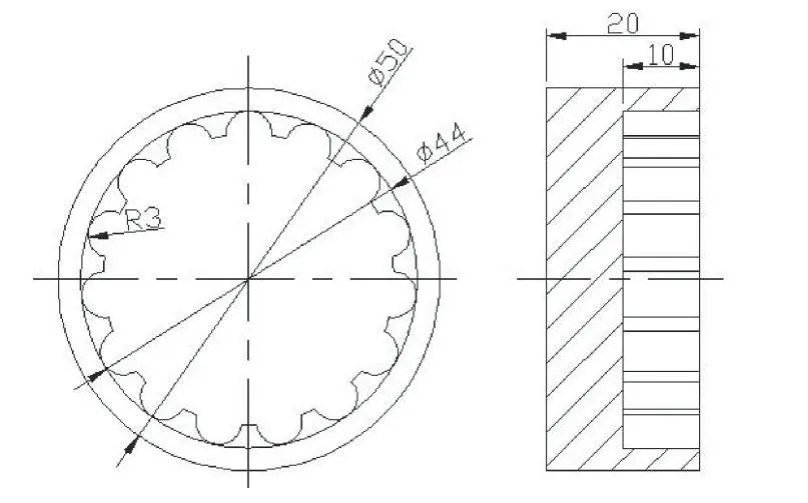
圖1
2.1 編程思路
為了提高加工效率和零件的精度,我們采用相同半徑的刀具進(jìn)行銑削花邊槽。編程的關(guān)鍵在于準(zhǔn)確地技術(shù)出花邊槽的槽心位置,而我們是采用花邊槽的角度位置與花邊槽頂端圓半徑減去刀具半徑的長(zhǎng)度來(lái)作為花邊槽槽心的位置。由于編程時(shí)涉及到變量,因此,本次也使用了宏程序編程;同時(shí),由于槽的深度為10mm,因此,在加工時(shí)采用分層銑削,每次切削的深度為3mm。
2.2 參數(shù)設(shè)定
#1 3.0 刀具半徑 #2 15 花邊槽數(shù)目
#3 22 花邊槽頂端圓半徑 #4 #3-#1刀具加工位置
#5-10 花邊槽深度 #6 900花邊槽起始角度
2.3 刀具選擇
選擇φ6的平刀(由槽半徑R3確定)。
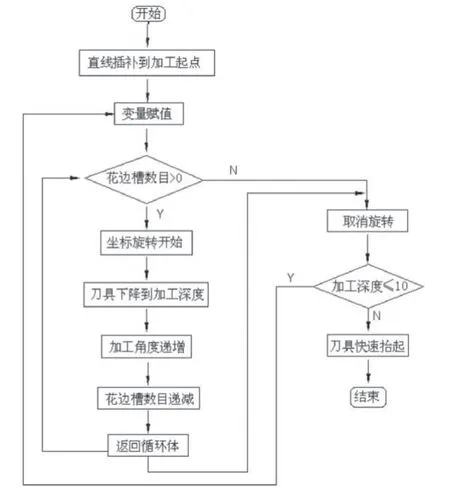
2.4 結(jié)構(gòu)流程框圖
2.5 零件的加工程序(FANUC系統(tǒng))
O1689;
T1M6;
G90G54G0X0Y0S600M3;
G0Z50.;
Z10.;
M8; 冷卻液開(kāi)
#1=3.0; 刀具半徑
#2=15.0.; 花邊槽數(shù)目
#3=22.0; 花邊槽頂端圓半徑
#4=#3-#1; 具加工位置
#5=3.; 起始切削深度
#6=90; 花邊槽起始角度
N10 G68X0Y0R#6; 坐標(biāo)旋轉(zhuǎn)開(kāi)始
G1Z[-#5]F100; Z方向進(jìn)給
X0Y#4; 進(jìn)給至刀具加工位
G0Z0.5; Z方向抬刀
#6=#6+24; 角度遞增
#2=#2-1.0; 花邊槽數(shù)目遞減
IF[#2GT0]GOTO10; 如果#2大于0,繼續(xù)循環(huán)
G69G0X0Y0; 坐標(biāo)旋轉(zhuǎn)取消
#5=#5+3.; 深度每次以3mm的增量遞增
IF[#5LE10.]GOTO10; 如果銑削的深度≤10mm,繼續(xù)循環(huán)
G0Z50.; 快速抬刀
M9; 冷卻液關(guān)
M30; 結(jié)束
3 結(jié)語(yǔ)
G68/G69指令適合于在不同直徑的圓盤(pán)上加工不同數(shù)目、不同半徑的花邊槽,加工時(shí)應(yīng)根據(jù)不同半徑的花邊槽來(lái)選擇與其半徑大小相同的刀具。在宏程序中G0Z0.5在加工時(shí)必須存在,以防止刀具在一個(gè)花邊槽的槽心位置運(yùn)動(dòng)到另一個(gè)槽心位置時(shí)銑掉了花邊。
[1]李 鋒.數(shù)控宏程序?qū)嵗坛?北京:化學(xué)工業(yè)出版社,2010.
[2]馮志剛.數(shù)控宏程序編程方法、技巧與實(shí)例.北京:機(jī)械工業(yè)出版社,2007.
[3]陳海舟.數(shù)控銑削加工宏程序及應(yīng)用實(shí)例.北京:化學(xué)工業(yè)出版社,2006.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測(cè)試(2018年18期)2018-11-14 02:30:34
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
電信科學(xué)(2016年10期)2016-11-23 05:11:56
新聞傳播(2015年10期)2015-07-18 11:05:40
