樣軸定位工藝在大型弧形鋼閘門制作中的運用
2015-12-23 02:58:22江豐收
治淮 2015年3期
關鍵詞:混凝土
江豐收
樣軸定位工藝在大型弧形鋼閘門制作中的運用
江豐收
弧形鋼閘門制作中的裝配工藝多年來一直使用混凝土樁墩或鋼結構固定支鉸裝置配裝門葉方法,單扇閘門制作成本費用高、工期長。樣軸定位工藝就是通過一根加工的樣軸定位控制閘門裝配。安徽疏浚股份有限公司在安徽省梅山水庫除險加固工程新建泄洪隧洞大型弧形鋼閘門制作中采用了這項新工藝,制作質量完全滿足規范要求,取得了明顯技術經濟效益。它的運用目前在安徽省內水利水電行業中尚無先例,2010年獲安徽省水利廳優秀QC小組獎。
一、梅山水庫新建泄洪洞弧形鋼閘門基本概況
安徽省梅山水庫位于淮河支流史河上游的金寨縣境內,是20世紀50年代修建的一座以防洪、灌溉為主,結合發電、航運及水產養殖等綜合利用的大(1)型水利樞紐工程。新建泄洪隧洞閘門為潛孔式大型弧形鋼閘門,重173 t。門葉尺寸為12m×10.5m×1.4m,支臂長14.6m。
二、樣軸定位工藝在閘門制作中的運用
1.施工方案的選擇
由于大型弧形鋼閘門支鉸較重,體積較大,制作拼裝不便于控制設計尺寸。如果選擇通常固定鉸座方法拼裝門葉,對單一的閘門制作來說,可能會延誤工期、造成不必要的人工和材料浪費。總結以往施工經驗,梅山水庫新建泄洪洞弧形閘門考慮采用樣軸拼裝工藝。
2.樣軸制作
樣軸是由無縫鋼管、鋼板拼焊經精加工而成,其制作方法是用一根長8m、φ351×14無縫鋼管作主軸,外圈可用δ25鋼板卷制,中間通過δ20環形鋼板與主軸、外圈焊接成一整體,經臥式車床切削加工而成。在設計樣軸時,要考慮樣軸外圈外徑比鉸鏈孔徑小0.10~0.20mm,樣軸外圈長度及位置尺寸要與鉸鏈尺寸相對應,如圖1所示。車床車制樣軸時,要保證精加工后的外圈同軸度和尺寸公差滿足設計要求。
3.閘門拼裝
(1)放樣
在清掃干凈平整的地面上,劃互相垂直十字線,縱向線為門葉定位基準線,橫向線為支臂中心線。縱向按門葉厚度尺寸作平形線,兩條平形線即為門葉直立地面的位置線,橫向按兩支臂間距作平形線,兩條平形線即為兩支臂位置線。連接兩支臂支鉸端中心點并延長至門葉邊線相交。
(2)樣軸定位拼裝支臂
閘門的門葉、支臂、鉸鏈等單構件及樣軸準備完成后轉入拼裝。拼裝時分別將兩支臂和鉸鏈用螺栓裝配成一體置于兩支臂位置線上,考慮支臂與門葉裝配有一定的夾角,將兩支臂的門葉端分別旋轉至要求的夾角高度。用水準儀校正兩鉸鏈軸孔水平,用鋼直尺在軸孔端部內側上下左右測量兩鉸鏈中心距。將車制的樣軸裝入兩鉸鏈軸孔內,在樣軸無縫鋼管內孔穿入0.5mm鋼絲,兩端用固定樁、調線架固定調整,鋼絲線即是支鉸中心線。支臂控制尺寸調整到位后,臨時加焊鋼支撐固定,如圖2。
(3)門葉起吊與定位
在門葉面板上清晰標識縱向中心線,該線為門葉裝配校正的縱向垂直基線。門葉起吊和定位,是用起重設備緩慢將門葉起吊移置于樣線上,用經緯儀校正縱向垂直基線,待各位置線校準后,用型鋼在門葉上主梁中部作兩個斜向支撐,支撐底部澆注混凝土固定,支撐上端與主梁臨時固定焊接。為防止拼裝支臂時造成門葉滑動,在門葉著地邊焊接限位塊,同時在面板側作同樣支撐固定。
(4)支臂連接板焊接
門葉與支臂試裝固定,復查裝配的相關數據合格后,進行支臂連接板焊接。焊接方法采用CO2氣保焊,先在臂柱四周點焊,固定后作間斷焊,然后安裝筋板。施焊盡量采用對稱焊法,先立焊后平焊,先焊筋板,后整體焊接連接板。焊接參數可參照以下數據:焊絲直徑 φ1.2mm、焊接電流200~210A、焊接電壓27~28V、送絲速度90~110dm/min。
(5)質量檢測
弧形閘門出廠前,應進行立體組裝檢查,其公差或極限偏差應符合規范要求。檢查方法為測量曲率半徑及兩側相對差時,可從支鉸中心線即鋼絲線用測尺直觀量至門葉面板外緣。兩鉸鏈軸孔的同軸度公差及單個鉸鏈軸孔的傾斜度用儀器測出。臂柱兩端與門葉、鉸鏈連接板組合接觸面用塞尺檢查。支臂與主梁組合處的中心至支臂與鉸鏈組合處的中心對角線相對差,支臂中心至門葉中心距離可用測尺量出。
安徽省梅山水庫除險加固工程新建泄洪隧洞弧形鋼閘門出廠組裝經專家組驗收合格,每項技術參數均滿足《水利水電工程鋼閘門制造、安裝及驗收規范》(GB/T14173-2008)要求。后經現場安裝調試,閘門升降靈活、運行平穩,通過四年多實際運行,閘門封水效果良好。
三、技術經濟效益評價
1.工藝技術運用提高了企業經濟效益
(1)節省材料
傳統采用混凝土樁墩或鋼結構固定支鉸裝置拼裝弧形閘門方法,即在寬曠且地面較平的場地,使用挖機按照閘門拼裝承受荷載及拼裝尺寸要求開挖混凝土樁墩基礎,在上面澆筑鋼筋混凝土樁墩并預埋支鉸座板、連接螺栓或在基坑內焊接配載物固定支鉸裝置。梅山水庫新建泄洪洞弧形閘門如采用傳統拼裝工藝,需要約2萬元的混凝土、鋼筋和預埋件及輔助材料。采用樣軸拼裝新工藝,材料費用約3千元,可節省約1萬7千元。
(2)節省人工、機械使用費
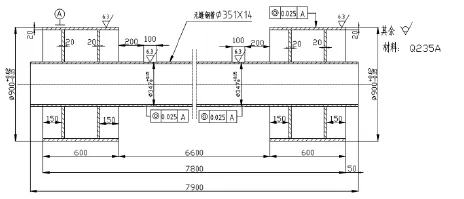
圖1 樣軸制作圖
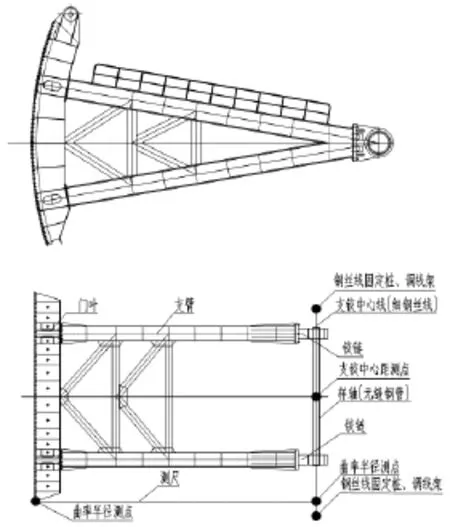
圖2 樣軸定位拼裝支臂圖
傳統拼裝工藝需要挖機、吊裝設備、焊接設備、混凝土澆筑振搗機械等,而樣軸拼裝工藝需要吊裝設備、加工設備、焊接設備等,對于一般閘門制造業來說,挖機需要市場租賃。采用樣軸定位工藝技術,為企業節省人工60個工日。
(3)縮短工期
梅山水庫新建泄洪洞弧形鋼閘門拼裝計劃工期20天,由于采用樣軸定位新工藝技術,節省了土方開挖、鋼筋混凝土澆筑及養護時間,拼裝共用了5天,提前工期15天。
2.工藝技術安全可靠
(1)新工藝運行安全可靠
采用樣軸定位法拼裝大型弧形鋼閘門,其安全問題主要是防止支臂滑移和門葉吊裝。而防止滑移有效措施是現場牢固固定支臂,固定方法是在定位尺寸校正后,支臂底部用鋼板墊實,在兩側用型鋼打樁并澆注混凝土作支撐固定。因兩支臂在裝配時已通過焊接鋼桁架連成整體結構,這樣就保證了支臂的穩定。
門葉吊裝設備一般采用大型門式桁車或起重機。施工前編制專項施工安全方案,并由技術部門組織施工、安全、質量等部門的專業技術人員進行審核,經審核合格由技術負責人簽字后實施。施工時配備信號司索工、起重工等特殊工種,且人員均持證上崗,統一指揮,杜絕違章操作。
(2)新工藝運用提高了閘門裝配質量
樣軸定位新工藝是把閘門拼裝與船舶工程常用的裝配工藝技術結合在一起,摒棄了傳統的固定支鉸實配門葉方法,組裝后的公差或極限偏差更能滿足規范要求,特別是兩鉸鏈同軸度及支臂與主梁組合處的中心至支臂與鉸鏈組合處的中心對角線相對差精度遠遠高于傳統方法,從而提高了閘門拼裝整體質量
(作者單位:安徽疏浚股份有限公司233000)
(專欄編輯:張 婷)
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年7期)2021-07-16 07:08:04
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
上海建材(2018年3期)2018-08-31 02:27:52
江西建材(2018年2期)2018-04-14 08:01:05
江西建材(2018年2期)2018-04-14 08:00:10
水利技術監督(2017年2期)2017-05-17 05:19:34
水利科技與經濟(2016年2期)2016-04-09 02:09:13
