空心抽油桿螺紋加工數(shù)控車床的改造
2015-12-27 03:23:34張朋舉朱林徐先靜劉斌張仙文
中國設備工程 2015年2期
張朋舉朱 林徐先靜劉 斌張仙文
(1.中國石油吐哈油田分公司機械廠;2.中國石油吐哈油田分公司吐魯番采油廠,新疆 鄯善 838202)
空心抽油桿螺紋加工數(shù)控車床的改造
張朋舉1朱 林2徐先靜2劉 斌1張仙文1
(1.中國石油吐哈油田分公司機械廠;2.中國石油吐哈油田分公司吐魯番采油廠,新疆 鄯善 838202)
將經濟型數(shù)控機床改造成空心抽油桿螺紋加工機床,改造后應用效果良好,滿足了生產工藝需要。
空心抽油桿;螺紋加工;數(shù)控車床;改造
近年來,隨著邊際油田的規(guī)模性開發(fā),空心抽油桿因其可通過特有的獨立通道向井內注入熱蒸汽、熱水或熱油、降黏劑和防腐劑,能有效地降低開采難度、增加分層開采計量層數(shù),極大地豐富了注采工藝。而這種應用也推動了空心抽油桿制造工藝的持續(xù)優(yōu)化。傳統(tǒng)的摩擦焊接式空心抽油桿的加工方法,已不能適應深井、超深井的工況條件。空心抽油桿的加工逐漸向整體鐓鍛、整體熱處理、整體螺紋加工的方向發(fā)展。由于加工工藝的改變,相應的加工設備也隨之發(fā)生變化。在所有的工序中,空心抽油桿的螺紋加工是重要工序。傳統(tǒng)的摩擦焊接式空心抽油桿,為獨立加工方式,接箍端使用鉆床加工;外螺紋端使用滾壓方式加工。鐓鍛式空心抽油桿需進行軸向螺紋加工,輔助機床配合使用。為了保證螺紋加工質量,相關的設備都需要進行改變。
一、空心抽油桿螺紋形式
根據(jù)SY/T 5550-2012標準的規(guī)定,空心抽油桿外螺紋結構如圖1所示,內螺紋結構如圖2所示。
空心抽油桿的螺紋和實心抽油桿的螺紋參數(shù)一致,均為10牙/in,牙型符合ASME B1.1-89要求。公差和間隙為2A-2B級。外螺紋設計牙型是UNR型,其牙根部為圓弧。內螺紋牙型是UN型,牙根部為平底形,平根寬度(0.25×螺距)以外的牙根部形狀可以帶圓弧。
二、鐓鍛式空心抽油桿機床改造設計
為了實現(xiàn)空心抽油桿的螺紋高效加工,經調研決定,以經濟機床為基礎,從機械裝置、電氣裝置、輔助裝置3個方面進行改造,選定的機床型號為CAK6150P型號車床。
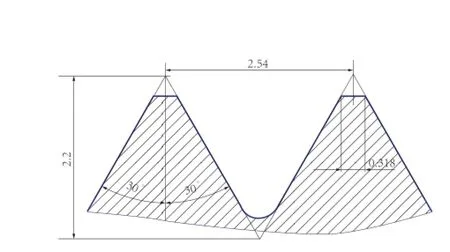
圖1 空心抽油桿桿頭外螺紋結構
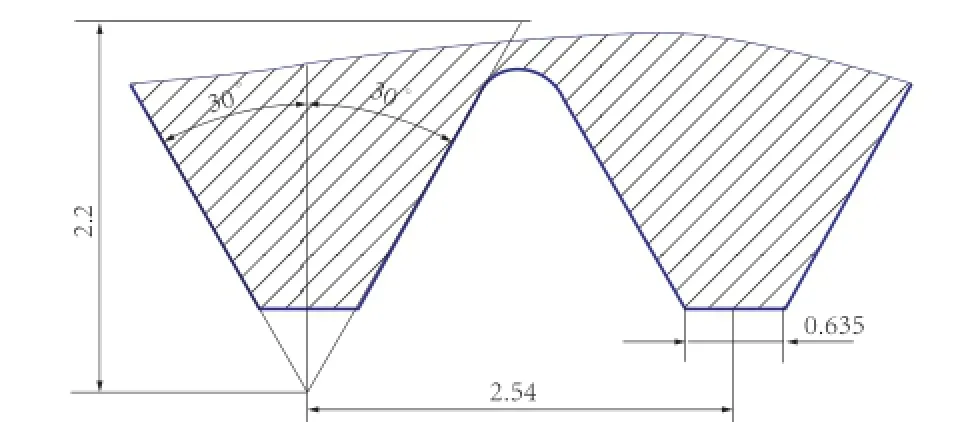
圖2 空心抽油桿接箍內螺紋結構
1.機械裝置
CAK6150P型號車床的基本參數(shù)如表1所示。將手動卡盤改為氣動,卡盤參數(shù)如表2所示。其尾部利用原有尾臺,增加氣動裝置安裝絲錐(圖3),用于內螺紋加工。利用原車床尾臺,在頭部增加絲錐安裝孔,形成加工頭,依靠汽缸移動,推進絲錐工作。將圖3中安裝絲錐的部分,更換為滾絲輪(圖4),用于外螺紋加工,其工作方式與內螺紋的工作方式類似。
2.電氣裝置
原車床采用FANUC系統(tǒng),保證機床的基本使用功能。增加機械部件之后,需要增加自動控制部件。采用西門子S7200PLC系統(tǒng),同時選用必要的電氣傳感裝置與PLC系統(tǒng)配合,其工作邏輯原理如圖5所示。
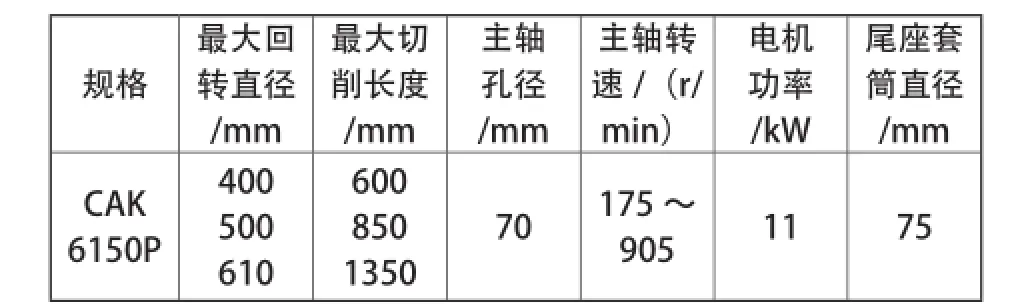
表1 CAK6150P基本參數(shù)
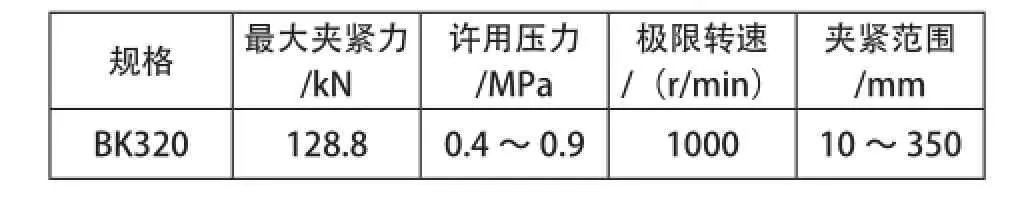
表2 選用氣動卡盤參數(shù)
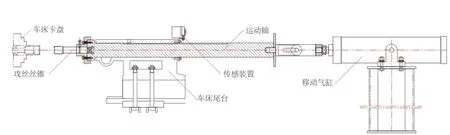
圖3 內螺紋加工裝置
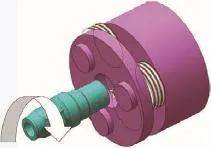
圖4 桿頭螺紋加工過程示意
3.輔助裝置
輔助設施主要為輔助機床工裝,用于保證機床自動進出料、實現(xiàn)螺紋加工工序的配合過程等。包括上料裝置、輔助推進裝置、輔助退回裝置、下料撥料裝置,如圖6所示。動力提供主要依靠汽缸和電機的配合使用,控制依然采用西門子PLCS700,功能及邏輯部分與車床改造的部分協(xié)調配合。
三、使用效果
通過對經濟數(shù)控機床的改造,調整改造機械裝置、輔助裝置、自動控制 與原車床加工程序的配合,加工鐓鍛式空心抽油桿桿頭加工效率達到585s/根、接箍加工效率860s/根,滿足了生產工藝需要。

圖5 PLC工作原理圖
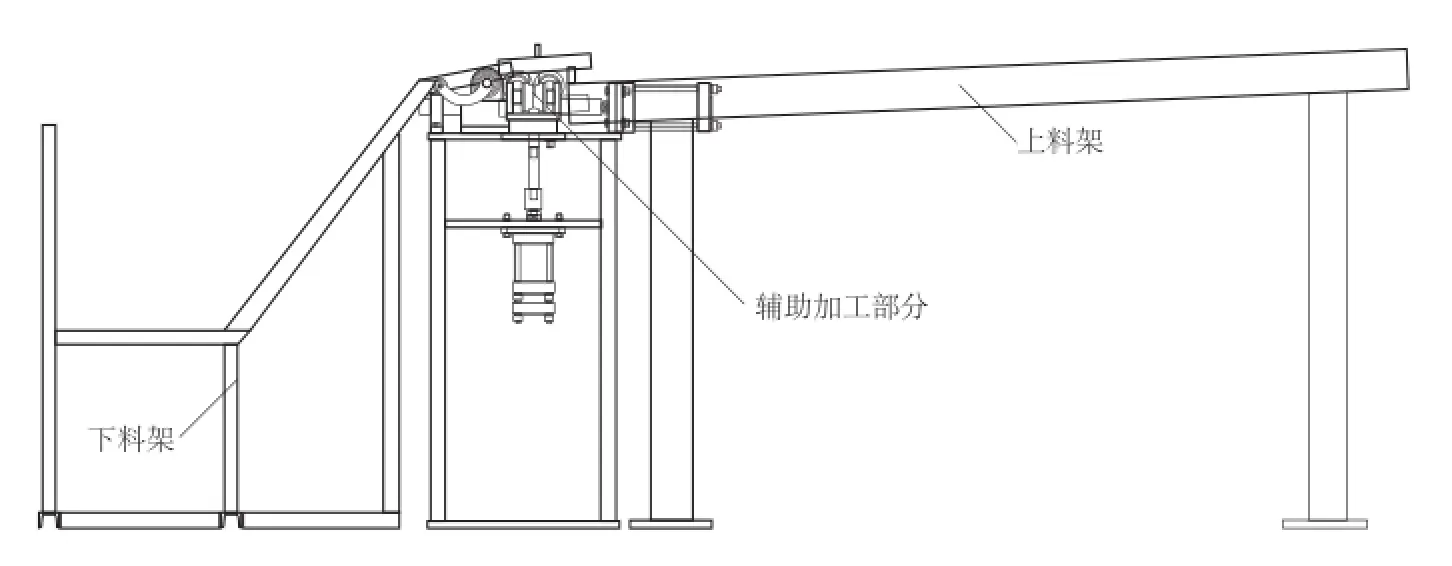
圖6 加工輔機示意
[1]魏新春.一體式空心抽油桿采油技術研究[D].成都:西南石油學院,2003.
[2] SY/T 5029-2006.抽油桿[S].2006.
[3] SY/T 5550-2012.空心抽油桿[S].2012.
[4]楊叔子,李斌.機械加工工藝師手冊[M].北京:機械工業(yè)出版社,2011.
[5]吳則中,李景文.抽油桿[M].北京:石油工業(yè)出版社,1994:154-155.
[6]吳則中,鐘永海,孟忠良等.我國抽油桿研制工作的現(xiàn)狀及發(fā)展方向[J].石油機械,2008,36(2):63-66.
TG659
B
1671-0711(2015)02-0056-02
2014-05-06)
