GD包裝機新型鋁箔紙風力輸送裝置
2015-12-27 08:22:58高永亮戚金周
中國設備工程 2015年4期
高永亮 戚金周
(河南中煙黃金葉生產制造中心,河南 鄭州 450000)
GD包裝機新型鋁箔紙風力輸送裝置
高永亮 戚金周
(河南中煙黃金葉生產制造中心,河南 鄭州 450000)
通過設計新型的風力輸送系統,提高GD包裝機鋁箔紙輸送的穩定性,減少因鋁箔紙輸送堵塞故障所致停機次數,避免了卷煙材料的故障損耗。
GD包裝機;鋁箔紙輸送;風力輸送
一、輸送系統存在的問題及機構分析
1.現狀分析
GD包裝機在使用過程中,鋁箔紙輸送系統因堵塞頻繁出現停機現象。直接影響著包裝機的設備有效作業率,同時也造成了鋁箔紙的大量消耗。
經過統計,在設備正常生產過程中,因鋁箔紙輸送部分堵塞造成的停機次數,單機臺每班次平均為15次。
據調查:操作工恢復開機需時約1min/次,在用18組包裝機每班次因鋁箔紙輸送故障的總停機時間約270min,每月按23個工作日、3班次/日統計,則每月因鋁箔紙輸送故障造成停機時間可達310.5h,影響設備有效作業率達1.5%。
若每機臺單班次僅堵塞7次,則全車間可節約鋁箔紙約86.94kg。因此設計新式的鋁箔紙輸送方式很有必要。
2.鋁箔紙輸送部分機構分析
GD包裝機的鋁箔紙輸送定位系統是由鋁箔紙進紙機構、刻R輪機構、鋁箔紙切割機構、吸風輸送系統和加速滾輪輸送系統組成的。鋁箔紙通過進紙滾輪的連續性輸送,在刻R輪機構的作用下,鋁箔紙橫向S型彎曲,彎曲后的鋁箔紙經鋁箔紙切割機構切割成單張后由吸風輸送裝置和加速滾輪快速輸送至包裝位置(如圖1所示)。
鋁箔紙輸送過程如下所示。
(1)鋁箔紙在鋁箔紙輸送輥對的帶動下,通過鋁箔紙紙架向下輸送。在此過程中,由于輸送輥對的硬度較高,在加上印花過程中容易導致鋁箔紙縱向卷曲。

圖1 鋁箔紙輸送結構示意圖
(2)鋁箔紙到達刻R輪機構時,因刻R輪的作用,在鋁箔紙上加“筋”,可糾正鋁箔紙的縱向卷曲,從而完成鋁箔紙的正常輸送。
(3)鋁箔紙向下輸送至切紙刀部位,完成鋁箔紙的定長切割。
(4)切割完成后的鋁箔紙通過吸風帶組件及加速輥組件,輸送到鋁箔紙定位架。從而完成鋁箔紙的輸送工作。
3.設備目前存在的問題
(1)各輸送輥轉動造成鋁箔紙縱向卷曲嚴重。
(2)刻R輪機構不能完全的糾正鋁箔紙的卷曲性,同時容易造成鋁箔紙的橫向S型彎曲。
(3)橫向S型彎曲容易導致鋁箔紙切割不平齊。
(4)切割不平齊的鋁箔紙在經過吸風輸送系統時就容易歪斜,導致鋁箔紙煙包質量缺陷。
為保證鋁箔紙在輸送及切割過程中更加平穩、剪切更加平齊,需要對GDX1/X2包裝機鋁箔紙輸送定位系統進行改進。
二、新式鋁箔紙輸送系統的研制
1.工作原理
新型鋁箔紙風力輸送系統工作原理圖見圖2。

圖2 鋁箔紙風力輸送原理圖
圖2為鋁箔紙新式風力輸送系統設計原理圖:新輸送系統在鋁箔紙輸送過程中將鋁箔紙刻R輪機構拆除,采用風力輔助輸送,同時為了避免鋁箔紙在輸送過程中與輸送板內壁產生“真空吸附效應”,因此,在鋁箔紙輸送板左側加裝風室以形成一個向下吹風的“風幕”。
2.新型鋁箔紙風力輸送系統的設計
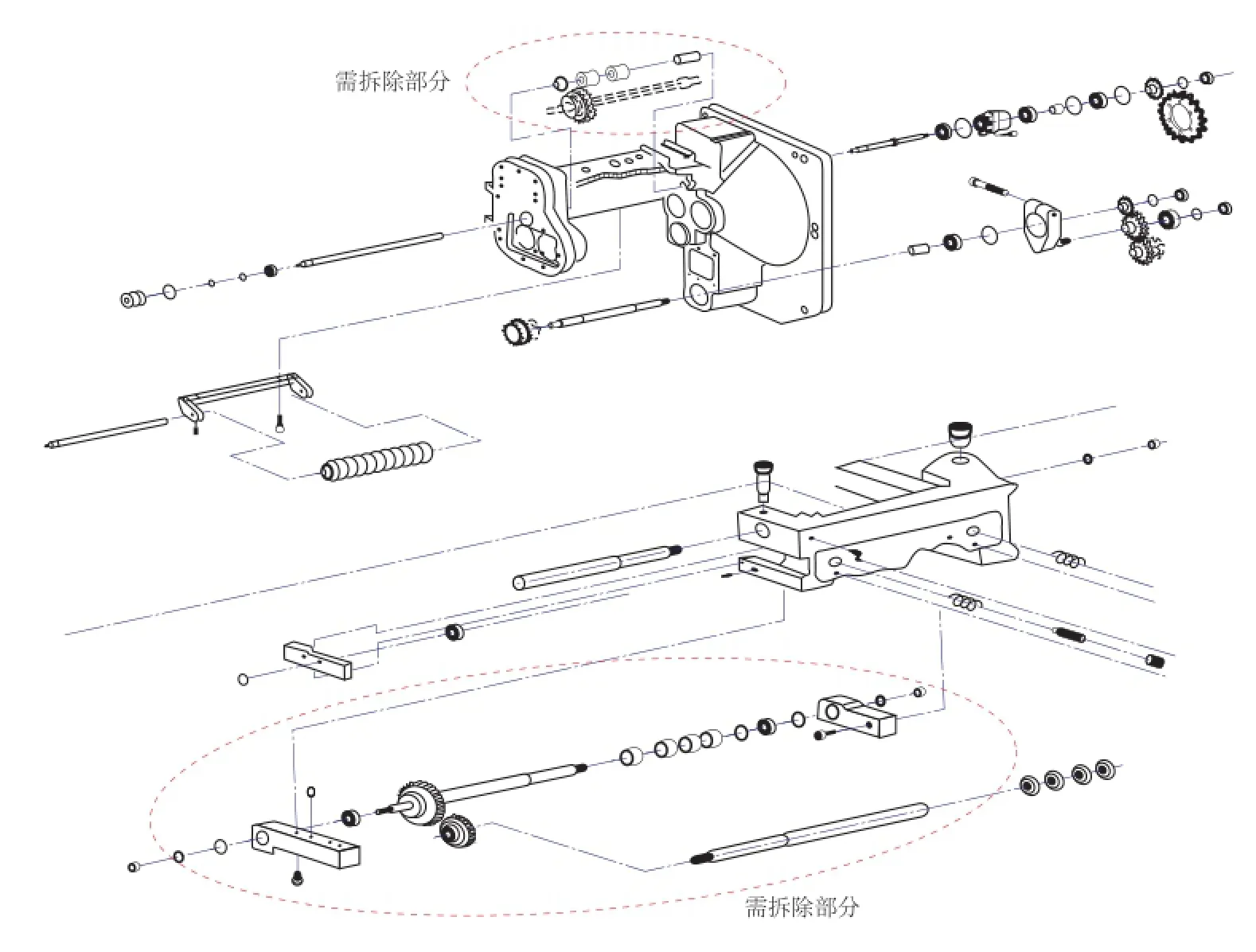
圖3 鋁箔紙部分“刻R輥”機構示意圖
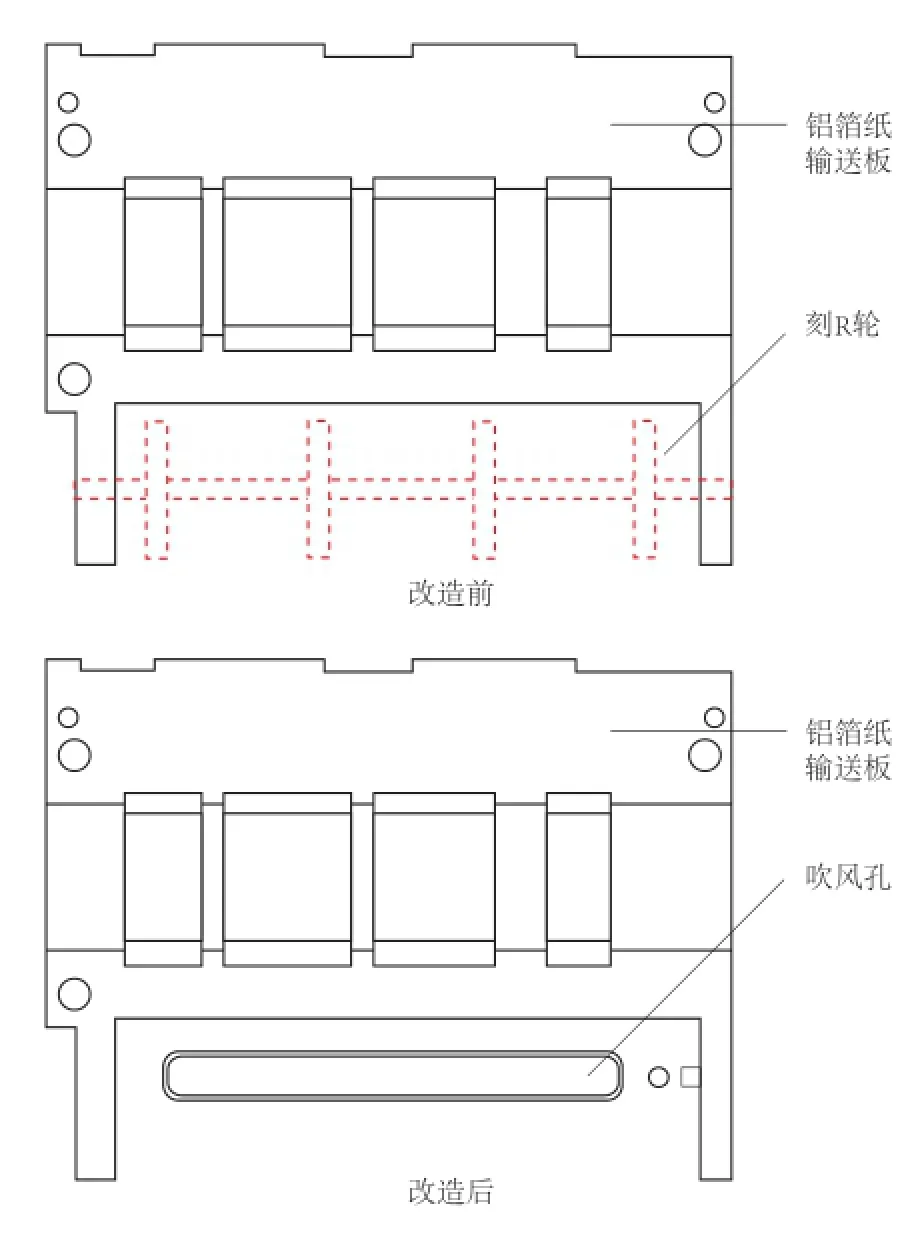
圖4 鋁箔紙輸送板改造前后示意圖
鋁箔紙風力輸送系統如圖3所示,拆去原有的鋁箔紙輸送系統的刻R輪機構;設計新型鋁箔紙風力輸送定位系統的風室部分將原有刻R輪位置的輸送板填補完整,并在風室外端以文丘里管的原理加工吹風孔,同時為避免鋁箔紙在輸送過程中吸附于鋁箔紙輸送板內壁,將填補部位的輸送板設計為“鋸齒”狀。在風室外端設計壓縮空氣風嘴裝置,并設計風力輸送管路與原機氣源相連接,并根據使用情況調整合適的風量。
3.主要原件改造前后對比圖
由于新型鋁箔紙輸送系統備件材質與原機所帶不同,同時吹風孔直徑在0.5mm以下,因此新型鋁箔紙輸送系統備件的材料改為鋁質材料,備件結構也做了很大的改動。如圖4所示。
三、鋁箔紙輸送系統改造的效果驗證
表1為單臺鋁箔紙輸送部分改造停機次數對比。
從表1可以看出,鋁箔紙輸送更加穩定,鋁箔紙堵塞次數明顯減少,同時鋁箔紙輸送部分對設備的有效作業率影響情況由以前的1.5%降低到了現在的0.07%,效果顯著。

表1 單臺鋁箔紙輸送部分改造停機次數對比
TS43
B
1671-0711(2015)04-0066-03
2015-02-18)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17