坦桑尼亞X65海底管道焊接接頭的噴淋工藝
2015-12-27 07:35:16毛靜麗胡艷華王虎劉智滕照峰高蕊
金屬加工(熱加工) 2015年6期
毛靜麗 胡艷華 王虎 劉智 滕照峰 高蕊
1. 概述
目前,在鋪管船法進行海底管道鋪設施工時,國內外均采用噴淋工藝對焊接接頭進行冷卻處理。但是在高溫狀態下,冷水噴淋有可能對焊縫組織進行淬火處理,從而影響其金相組織及接頭性能,因此需通過試驗研究,確定噴淋水的流量等工藝參數,控制冷卻速度,使焊縫組織合理,進而保證接頭性能達到規范的要求。
本文依托于坦桑尼亞海底管道CRC雙焊炬自動焊施工工程,通過噴淋試驗,確定基于CRC雙焊炬自動焊的噴淋工藝參數(包括焊后噴淋時刻、噴淋持續時間、噴淋流量等),以達到控制焊接接頭冷卻速度,確保焊縫金相組織及硬度合理,進而保證焊接接頭各項力學性能指標符合技術規格書和相關標準要求。
2. 未噴淋的海底管道焊接接頭組織和硬度分析
根據坦桑尼亞海底管道鋪設工程要求,鋪設管道為海底天然氣管道API 5L X65 PSL2,φ610mm×22.2mm。按照擬定的焊接方法,φ610mm×22.2mm的鋼管采用雙焊炬自動焊工藝,坡口為U形復合坡口。考慮到焊接過程中,熱電偶容易在焊工打磨過程中破壞失效,故在焊接接頭的0點、3點與6點位置表面均鑲嵌了兩根熱電偶,由此焊接過程中可最多同時檢測到6個不同位置的瞬時降溫溫度,并通過溫度測試儀的實時監測與數據同步傳輸得到整個焊接過程的溫度冷卻循環曲線。
如圖1所示,20℃室溫環境條件下,焊接過程中海底管道焊接接頭處的最高溫度可達900℃左右,收弧后焊接接頭不同位置的溫度一般在200~300℃。考慮到收弧后打磨焊道接頭及局部修整需1~3min,此時管接頭溫度可降至180~220℃,自然冷卻至AUT工作所需的溫度(50℃)需要40~80min。由此可以看出,自然空冷條件下,焊接接頭的冷卻速度較低,冷卻時間較長,不能滿足海底管道快速鋪設的海上施工作業要求。按照圖2所示測試焊接接頭HV10硬度值,未噴淋的焊接接頭硬度、金相組織及其CTOD值分別如表1、圖2和表2所示。
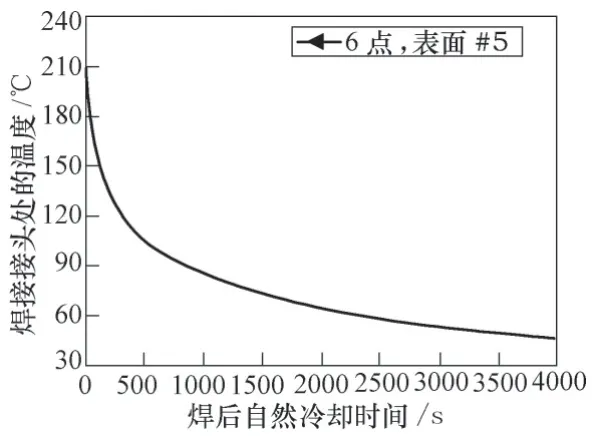
圖1 焊后自然冷卻曲線
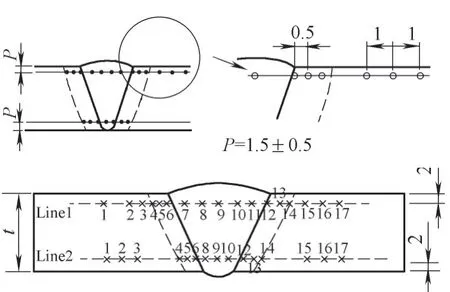
圖2 硬度測試點分布
綜上可知,未噴淋條件下,海底管道焊接接頭的硬度值均<250HV,滿足標準要求;通過金相組織分析可知,焊接接頭焊縫區組織為鐵素體+珠光體+貝氏體,HAZ區組織為鐵素體+珠光體(見圖3);未噴淋條件下,6個CTOD試件的焊縫和熱影響區CTOD值均大于API 1104的要求0.05mm,CTOD值滿足標準要求。
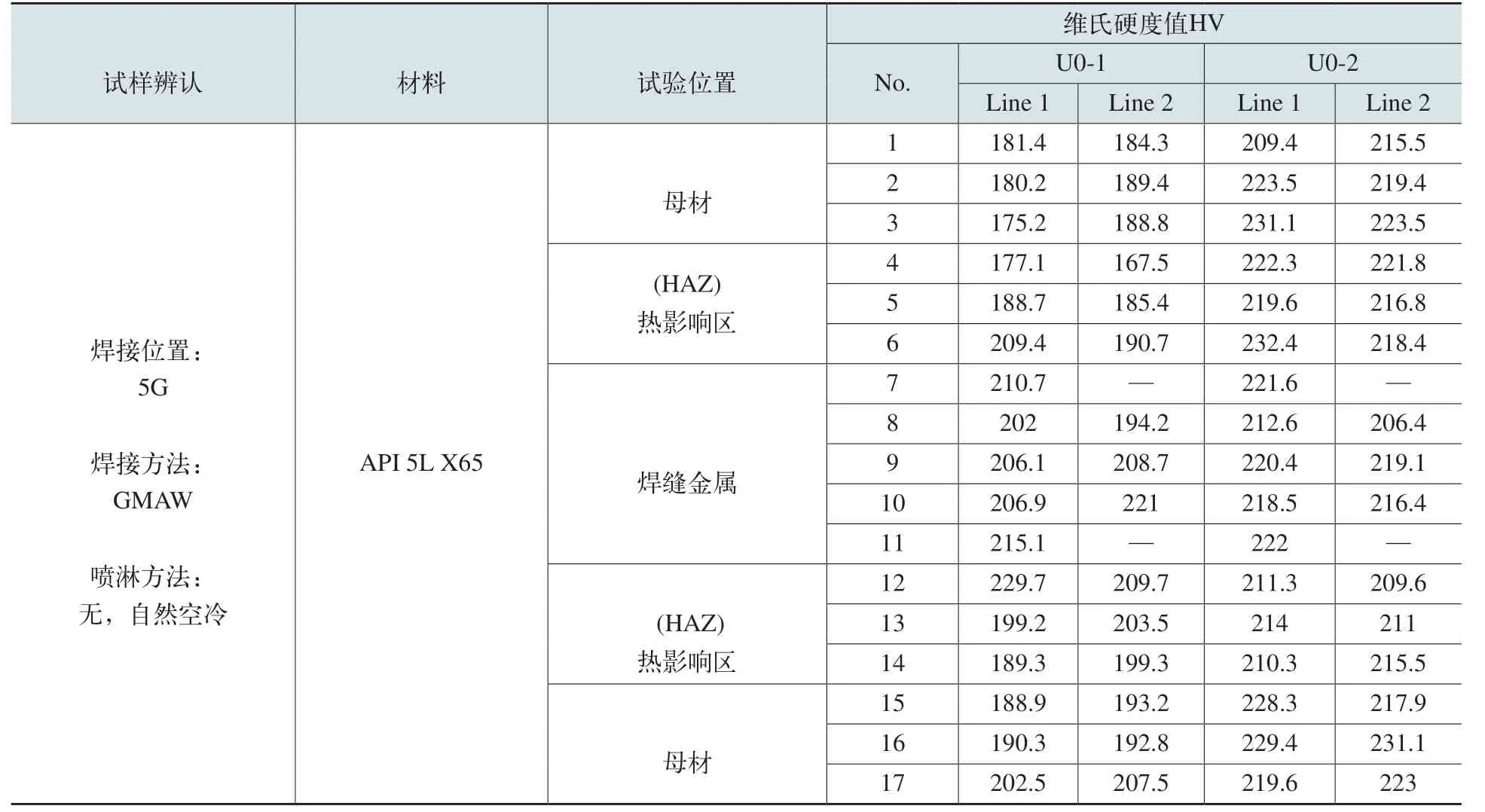
表1 未噴淋的焊接接頭硬度
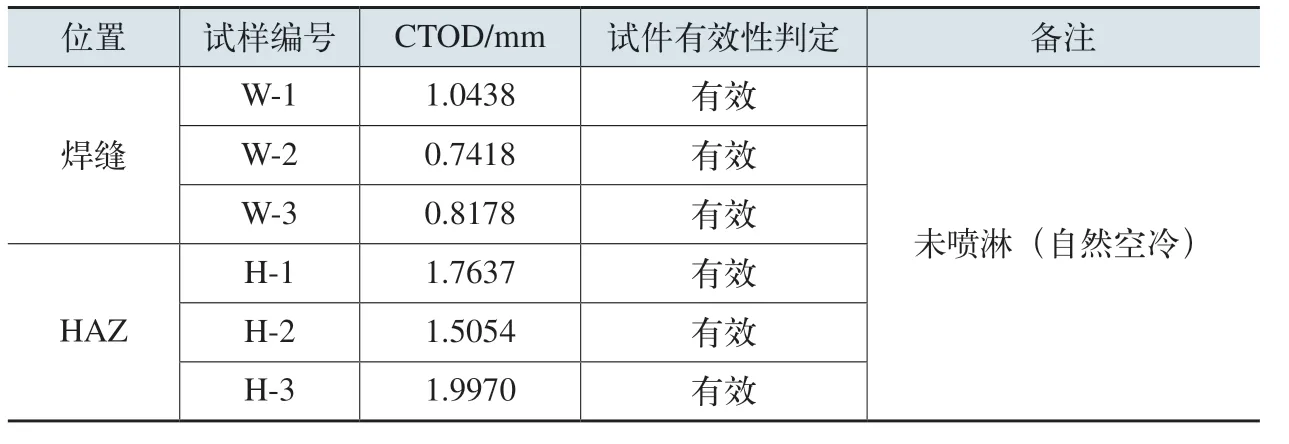
表2 CTOD試件的斷裂韌度試驗結果(5℃)
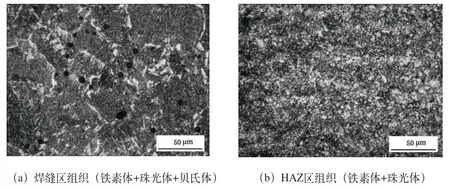
圖3 F610mm×22.2mm 鋼管焊接接頭組織

圖4 施工現場的噴淋裝置
3. 噴淋工藝技術研究
(1)噴淋裝置的功能與特征 海底管道鋪管船法鋪設施工過程中,噴淋裝置(見圖4)的主要功能是根據海底管道鋪設流水作業中焊接施工工藝要求以及施工現場技術規格書的規范要求,通過人工實時干預對海底管道焊接接頭進行快速冷卻降溫,有效縮短焊縫冷卻時間和后續AUT(自動超聲波檢測)無損檢測的等待時間,實現鋪管船作業線上海底管道鋪設施工的流水化作業與施工工序的合理銜接,從而有效提高鋪管船作業的施工效率,縮短海上作業施工周期。該裝置一般主要包括:不銹鋼水箱、噴淋泵、回水泵、溢流閥、高低液位計、流量瞬時及累計記 錄儀、噴淋頭、控制系統、集水槽及管道等。
針對鋪管船的作業線布置情況、海底管道的施工特點以及焊接接頭的力學性能要求,該裝置采用先進的液面反饋傳感、噴淋頭陣列交叉、多重過濾吸附等技術,使噴射覆蓋均勻、噴淋水自動回收、遙控近控兼有;采用多點定向鑲嵌溫度傳感測試技術,制定快速降溫曲線,結合鋪管施工流程,制定基于噴淋的焊接參數,可使焊接接頭在1min內快速冷卻至50℃以下,且接頭性能滿足規范要求,與自然空冷(約需2h)相比,可大幅提高施工效率。在試驗過程中,冷卻水儲存于水槽中,利用固定安裝在水槽中的水泵將水輸入支架上的水箱中(也可不用水箱,將水槽直接與水泵和出水管噴頭相連),試驗人員通過調節水閥大小來調節水的流量,安裝在出水管上的流量計可直接讀出冷卻水的流量大小,根據不同流量情況下對應的焊縫組織和性能,確定最佳的噴淋工藝參數。
(2)噴淋工藝措施 根據X65和X70高強管線鋼典型的CCT(連續冷卻轉變曲線)圖可知,合理控制冷卻速度,可避免馬氏體的出現,保證焊縫的韌性。當焊接接頭在300℃以下時,無論多大的冷卻速度都不會導致馬氏體淬硬組織的出現,因此,此時噴淋流量可盡量大,以快速冷卻降溫,而不會降低焊接接頭的韌性。
試驗過程中,首先將噴管支架架于兩根鋼管的接頭處,然后將噴管平穩的放在支架上,打開水閥,并握緊噴管一端,在30°范圍內前后轉動噴管,以使鋼管沿軸向均勻冷卻。將水閥調至50~200L/min流量時,焊后2~5min開始噴淋,噴淋持續時間30~150s,可使海底管道焊接接頭從焊后180~200℃,起噴時刻的90~120℃迅速降至30~50℃。其冷卻曲線如圖5所示。
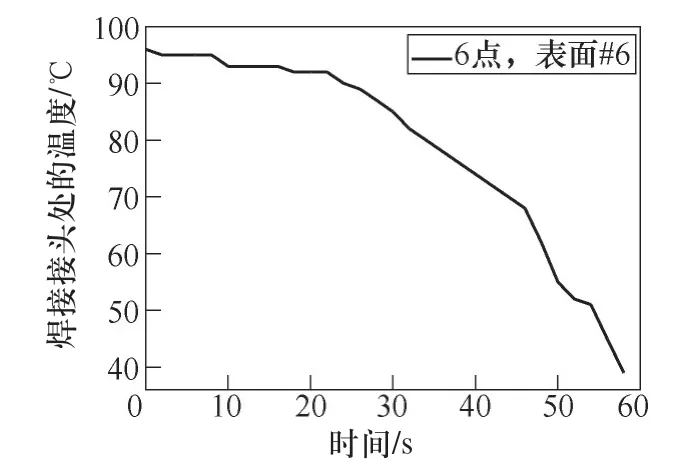
圖5 噴淋后的焊接接頭冷卻曲線
4. 結果分析
按照圖2所示測試各點硬度并進行金相組織分析,噴淋后的焊接接頭硬度、金相組織及CTOD值分別如表3、圖6、圖7和表4 所示。

表3 噴淋的焊接接頭硬度
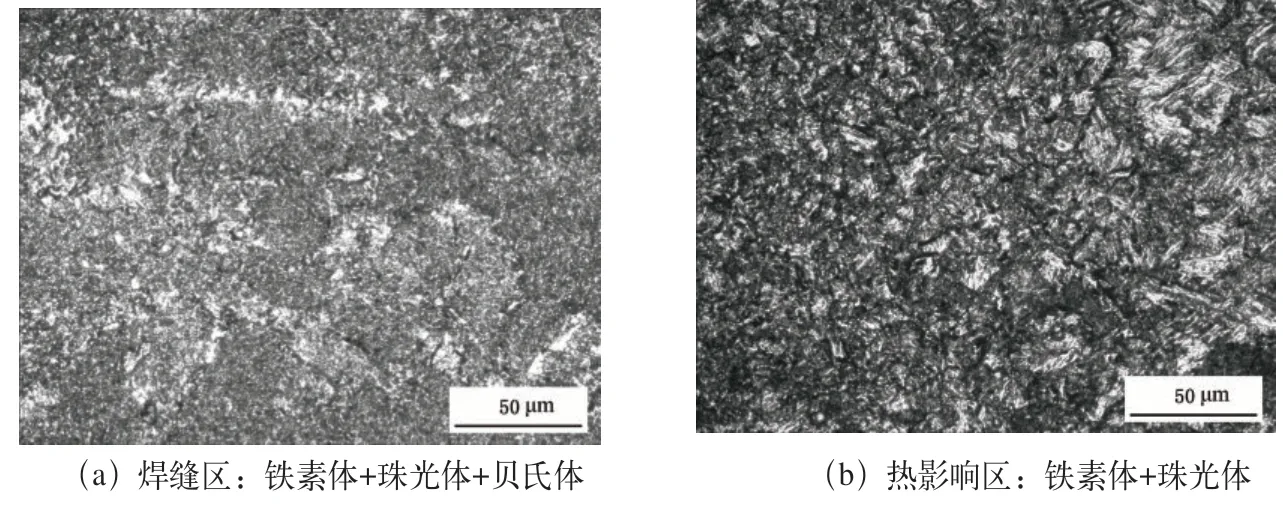
圖6 F610mm×22.2mm鋼管接頭組織(試樣編號U4)
通過對比可知,采取試驗中確定的流量來進行冷卻,海底管道焊接接頭的金相組織、硬度及其斷裂韌性等指標都基本相同,不會發生變化。
5. 結語
通過配備適用于鋪管船流水作業線工位設置的噴淋裝置,對照連續冷卻轉變(CCT)曲線圖,合理控制焊后噴淋時間,選取合適的噴淋工藝參數,可開發一套合理的噴淋工藝技術。采用該工藝,可使焊接接頭在1min內快速冷卻至50℃以下,滿足海底管道焊后AUT快速探傷的要求。與未噴淋的焊接接頭相比較,噴淋后,海底管道焊接接頭的金相組織、硬度和斷裂韌性等指標基本一致,對接頭性能未產生明顯影響,可確保焊接接頭的焊接質量滿足相關標準規范要求。
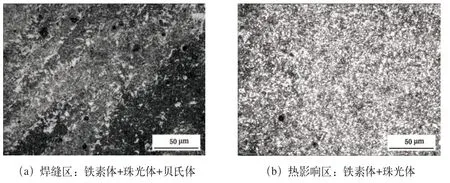
圖7 F610mm×22.2mm鋼管接頭組織(試樣編號U5)
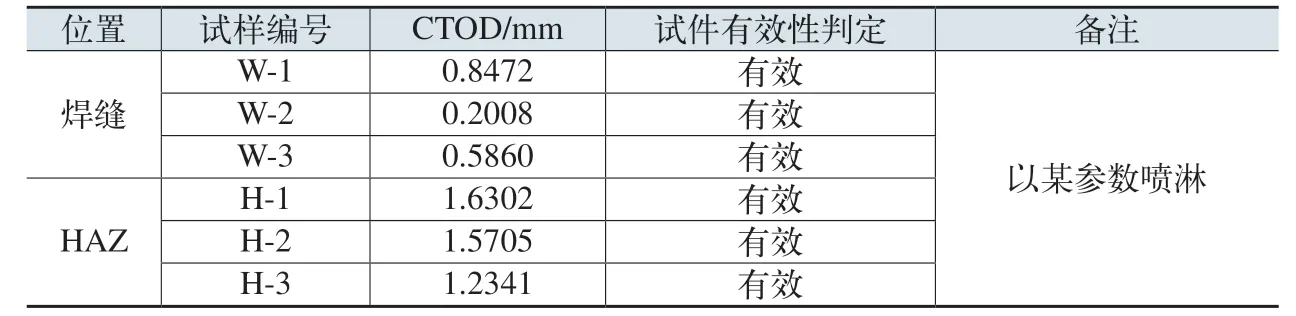
表4 CTOD試件的斷裂韌度試驗結果(5℃)
猜你喜歡
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
