橋梁高強鋼用藥芯焊絲YCJ110K3—1的研制
2015-12-27 07:34:48孟慶潤呂奎清王勇
金屬加工(熱加工) 2015年4期
孟慶潤 呂奎清 王勇

Q620E橋梁鋼具有高強、高韌性,焊接性良好等特點。隨著鋼板強韌性等級提高,對焊接材料也提出較高要求,為滿足高強鋼對焊接材料的要求,研制出與Q620E鋼材相匹配的YCJ110K3—1藥芯焊絲是十分必要的。
1. 焊絲配方設計
(1)渣系選擇 焊絲采用以金紅石為主,加上一定量石英和氧化鎂的TiO2-SiO2-MgO渣系,該渣系特點是可以實現良好的全位置焊接,便于工程實際操作。采用鎂鋁等強氧化劑脫氧,降低焊縫中O、N含量。選用富氬氣體(80%Ar+20%CO2)作為保護氣體,增加合金過渡系數。通過加入稀土氧化物凈化焊縫,提高焊縫金屬的低溫沖擊韌性。
(2)合金系統選擇 焊絲合金系為Mn-Si-Ti-B,同時加入稀土元素。通過控制Mn、Si、Ti、B在焊縫中含量,提高焊縫金屬低溫沖擊韌性。當焊縫中wMn=0.8%~1.4%,wSi=0.3%~0.55%時,得到較多針狀鐵素體組織。低合金鋼焊縫中Ti、B可以大幅提高焊縫韌性。
Ti與O的親和力很大,焊縫中Ti是以微小顆粒氧化物形式(TiO)彌散分布于焊縫中,可以促進焊縫金屬晶粒細化。這些小顆粒TiO還可以作為針狀鐵素體(AF)的形核質點,促進AF的生成。Ti在焊縫中保護B不被氧化,B可以作為原子偏聚于晶界,降低晶界能,抑制先共析鐵素體的形核和長大,促進生成針狀鐵素體,改善焊縫組織韌性。焊縫中Ti-B最佳值為wTi=0.03%~0.05%,wB=0.0040%~0.0065%。
2. YCJ110K3—1藥芯焊絲性能分析
(1)焊接參數 選用 Q620E鋼板,板厚20mm,在焊接過程中采用小擺動的焊接手法,進行多層多道焊接。焊接參數如表1所示。
(2)力學性能 熔敷金屬化學成分、力學性能、對接接頭力學性能分別如表2~表4所示。

表1 焊接參數

表2 熔敷金屬化學成分(質量分數) (%)

表3 熔敷金屬力學性能

表4 對接接頭力學性能
(3)熔敷金屬金相組織 焊縫組織中以針狀鐵素體為主,還含有部分細小的貝氏體和馬氏體。大量針狀鐵素體保證了焊接接頭具有較好的沖擊韌性。
(4)熔敷金屬擴散氫含量測定 按照GB/T3965—1995的要求,用水銀法檢測熔敷金屬擴散氫含量。試驗條件:電弧電壓28V、焊接電流260A、環境溫度24℃、環境濕度37%、保護氣體為富氬。擴散氫含量測試結果如表5所示。由表5可知,擴散氫含量均值3.7mL/100g,檢測結果<5.0mL∕100g,達到了超低氫水平。這對于提高焊絲抗冷裂紋具有重要意義。
3. 焊接電弧工藝性分析
(1)試驗參數 選取兩種焊絲,分別為YCJ110K3—1和國外樣品,焊絲直徑均為1.2mm,采用時代公司產NB—500氣體保護焊機。保護氣體為富氬氣體(80%Ar+20%CO2),預設電壓為24.5V,氣體流量為18L/min,干伸長為18mm。采用直流反接極性,用HA—XII—4E型德國漢諾威分析儀測試焊接電弧物理指數,焊接采樣時間每次分別10s。
(2)電弧物理指數測試 表6為兩種藥芯焊絲電弧物理指數測試結果。熔滴短路周期變異系數ε(Tc)可以用來表征熔滴過渡周期特征信息,ε(Tc)值越小,表明焊接過程越穩定,熔滴尺寸細小。因此ε(Tc)可以作為評價藥芯焊絲工藝性的判據。由表6可以發現,YCJ110K3—1焊絲ε(Tc)值低于樣品焊絲,說明熔滴過渡穩定,工藝性良好。
(3)短路頻率測試 采用漢諾威分析儀對兩種藥芯焊絲進行測試,分析儀設置最小短路時間T:1min=1 000μs,閾值電壓UN=18V,短路時間組寬ΔT1=100μs,短路周期組寬ΔTc=500μs。圖1是兩種藥芯焊絲短路時間T1頻次疊加圖。短路過渡形態所占比例較多時,短路頻率較高。噴射過渡形態所占比例較多時,由于短路情況較少,總的短路頻率較少。當焊絲為完全的噴射過渡時,短路頻率基本接近于零。焊接時統計得到的短路出現的頻率越少,說明噴射過渡的傾向越大,工藝性越好。
由圖1看出,YCJ110K3—1焊絲在該參數下總的短路頻率較少,說明其噴射過渡的傾向較大,工藝性較好。
(4)高速攝影 YCJ110 K3—1焊絲在28V/240A參數下高速攝影照片如圖2所示。從圖2可看出,熔滴過渡為噴射過渡,熔滴尺寸細小,熔滴過渡頻率高,電弧穩定。
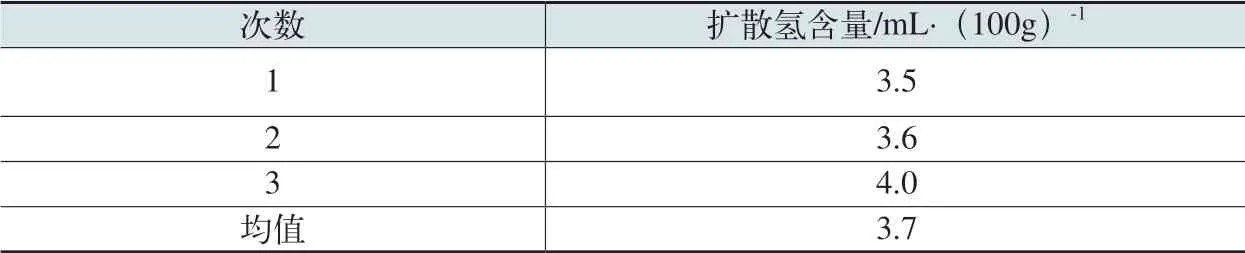
表5 擴散氫含量
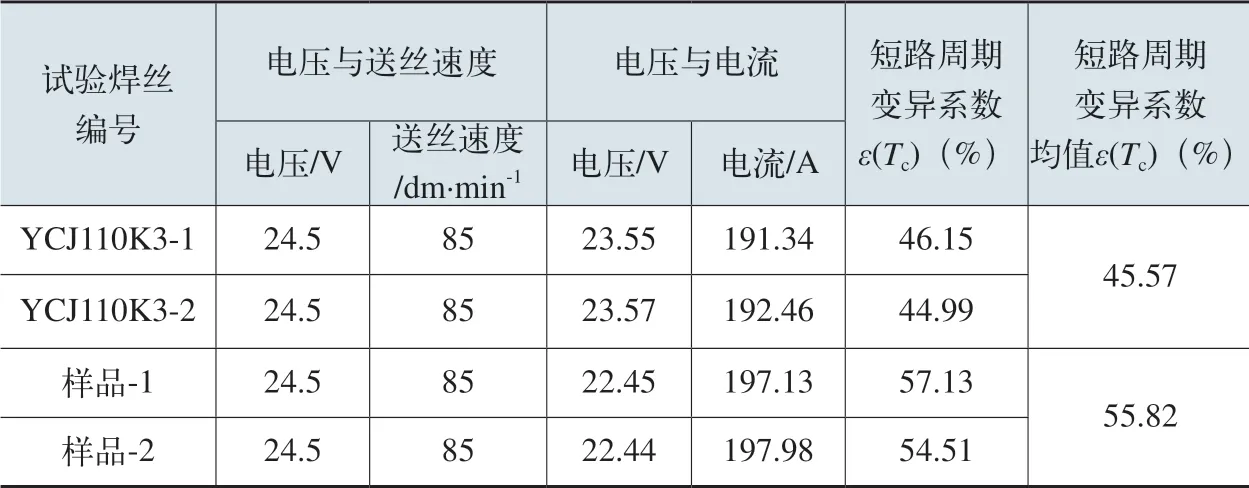
表6 兩種藥芯焊絲電弧物理指數測試結果
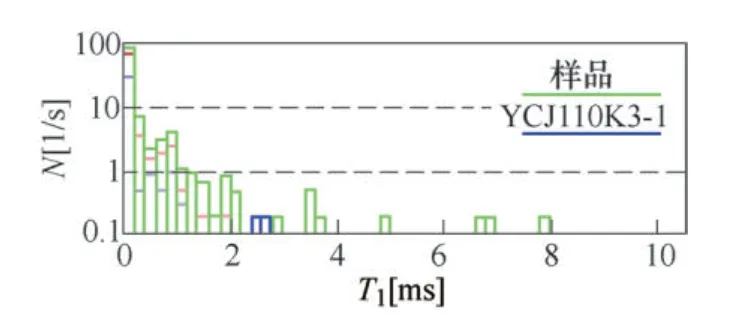
圖 1
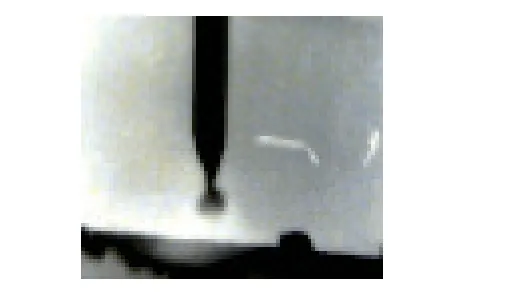
圖 2
4. 結語
YCJ110K3—1藥芯焊絲具有良好的綜合力學性能,低溫沖擊韌性良好;工藝優良,焊絲擴散氫達到超低氫水平,抗裂性優良。該焊絲自投產后,用于Q620E橋梁鋼的焊接,用戶反應良好。
[1]張文鉞.焊接冶金學[M].北京:機械工業出版社,1996.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
