雙鏈式拉拔機拉拔小車改進設計
2015-12-28 12:03:54李劍軍史麗晨贠志達
鋼管 2015年6期
關鍵詞:生產
李劍軍,史麗晨,贠志達
(1.西安西電高壓開關有限責任公司,陜西 西安 710018;2.西安建筑科技大學,陜西 西安 710055)
拉拔機常用于無縫鋼管的冷加工、焊接鋼管的精拉、銅管的精加工、鋼絲以及銅絲的拔制加工等。常見的拉拔機為鏈式拉拔機,可分為單鏈式和雙鏈式[1-2]。拉拔機主要由主傳動系統、主鏈條、拉拔小車、小車返回機構、床身、坯料臺架、拉拔模、成品收集槽等幾部分組成。
拉拔小車是拉拔機中重要的組成部分,其作用是夾住管子的錘頭部分并拖動管坯,通過模具以實現管坯的減徑和減壁,使拉拔生產加工過程得以實現。其結構設計是否合理,直接影響著拉拔機整機的工作性能及加工后成品管的質量。
1 雙鏈式拉拔機
拉拔加工是繼熱軋、擠壓或焊接之后對鋼管進行的二次加工,是生產無縫鋼管的主要方式。由于金屬具有塑性變形的性質,當金屬管材通過面積較小的拉拔模的模孔時,直徑將減小,從而加工出所需直徑的管材[3-4]。拉拔機工作原理如圖1所示。
拉桿前端的短芯頭的外徑尺寸用于限制鋼管內徑尺寸,裝于拉模座上的模具的內徑尺寸用于限制鋼管外徑尺寸。拉拔小車夾緊管坯的錘頭部分,在主傳動系統的作用下,完成拉拔加工作業。短芯頭拉拔也叫固定芯頭拉拔,其目的是減薄管材壁厚,提高管材的機械性能和表面質量,減小管徑。拉拔的過程是向管子內孔插入芯棒的短芯頭,芯桿的另一端固定在拉拔機的后座上,拉拔時借芯桿之力,短芯頭的工作面保持在與模子定徑帶相對應的位置,管材在受到拉力后,其斷面必須經過由短芯頭和模子間形成的環狀間隙,從而加工出與此間隙尺寸大小相同的成品管材[5-8]。
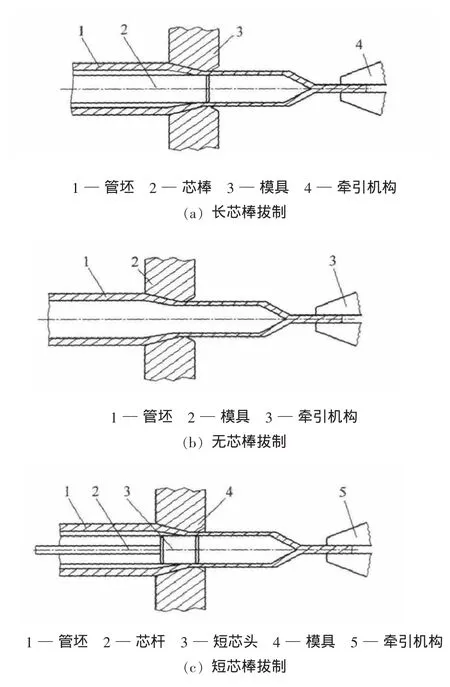
圖1 拉拔機工作原理示意
在雙鏈式拉拔機中,拉拔小車通過其橫梁兩端分別與兩根鏈條上的拉手相連,橫梁可以平衡兩鏈條之間的受力,所以雙鏈式拉拔機的受力均衡,對中性好,拉拔出的成品管材質量較高。通常,雙鏈式拉拔機鏈條和拉拔小車組成閉環,即拉拔小車直接與拉拔鏈連接。工作時,主傳動系統通過鏈條拖動小車運動;小車返回時,主傳動系統反轉,通過鏈條帶動小車反向運動。當拉拔小車返回拉模座時,由于慣性作用,拉拔小車在接近拉模座時并不能立刻停止,因而會撞擊拉模座,拉拔鏈受到很大的沖擊力,容易造成拉拔鏈疲勞斷裂。拉拔小車的返回也是由主電機驅動,因此這種拉拔機的電機能耗高、生產效率低。
2 拉拔小車改進
為了克服上述鏈式拉拔機的缺點,采用雙掛鉤設計,將拉拔小車與鏈條脫開。在拔制生產加工過程中,小車通過掛鉤與運動鏈條相連來拖曳管坯通過模具。當第一次拔制結束后,掛鉤自動與鏈條脫開,小車在快速返回機構的拖動下返回至拉模座,再進行第二次拉拔作業。小車的快速返回機構與主傳動系統是兩套系統,小車快速返回時不需要主傳動系統反轉,較好地解決了雙鏈式拉拔機鏈條容易疲勞斷裂的問題,同時避免了主電機頻繁地正、反轉,提高了拉拔生產效率。
2.1 拉拔小車總體結構
改進后的拉拔小車結構原理如圖2所示,主要由導氣管、撞桿、板牙、汽缸、車體、連接銷、平衡塊、掛鉤、擺桿、連接板等組成。
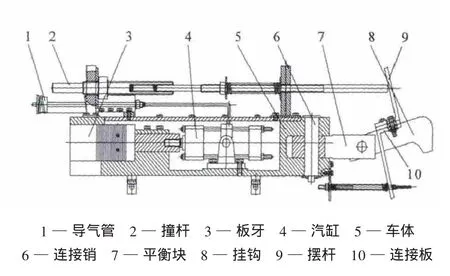
圖2 改進后拉拔小車結構原理示意
為了保證雙鏈式拉拔機拉拔小車能可靠的工作,就必須要求兩掛鉤同時動作,同時實現掛鉤、脫鉤功能。本次改進設計中,將兩掛鉤與中間的連接板相連,滿足了工作可靠性的要求。
在拉拔作業時,拉拔小車在快速返回機構的帶動下接近拉模座,撞桿撞擊拉模座,撞桿后移,使擺桿下壓,連接板下落,從而使掛鉤(兩個)同時下落鉤住鏈條,掛鉤壓縮掛鉤回位彈簧。當一個拉拔工作循環結束時,拉拔阻力消失,小車由于慣性的作用,掛鉤與鏈條瞬間脫開,掛鉤(兩個)在回位彈簧(兩個)的作用下同時抬起。
2.2 掛鉤結構設計
掛鉤是拉拔小車的零部件,拉拔小車通過掛鉤的鉤頭與鏈條接觸,掛鉤在鏈條的作用下使拉拔小車移動,實現管材的拉拔生產。掛鉤是承受拉拔力的關鍵零部件。掛鉤材料的選擇是否合適,結構設計是否合理,直接影響拉拔小車的性能和可靠性。本研究確定掛鉤材料為ZG310-570,掛鉤的結構如圖3所示。
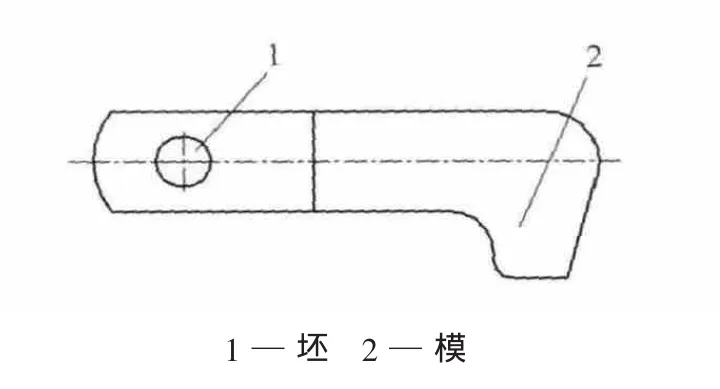
圖3 掛鉤的結構示意
銷軸孔用于掛鉤與平衡塊之間的連接,掛鉤的鉤頭用于鉤在拉拔鏈的鏈條上,使鏈條帶動已夾住管材的拉拔小車進行拉拔生產加工。
2.3 平衡塊的結構設計和計算
2.3.1 平衡塊截面結構設計
為了解決兩掛鉤之間的受力平衡問題,在掛鉤與小車之間增加了平衡塊,以解決兩掛鉤之間受力均衡的問題。當兩掛鉤受力不平衡時,平衡塊將繞其與車體的連接銷軸轉動,從而使兩掛鉤受力達到平衡。平衡塊是連接掛鉤與小車體的主要零部件,為了滿足工作要求,必須對其強度、結構進行綜合設計[9-10]。平衡塊的結構簡化如圖4所示。
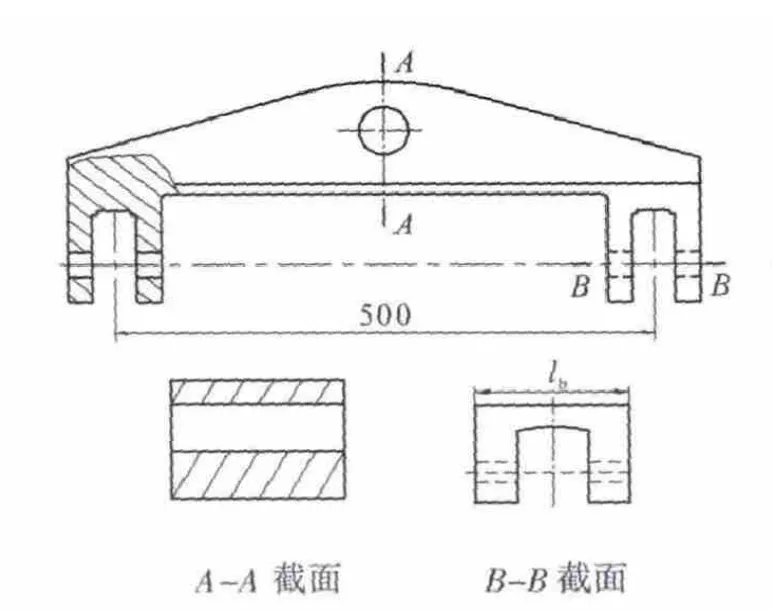
圖4 平衡塊的結構簡化示意
2.3.2 平衡塊截面尺寸的確定
為保證掛鉤能正常工作,同時要求掛鉤、小車與平衡塊的連接結構緊湊、轉動靈活,選擇平衡塊與掛鉤的厚度相同,即平衡塊厚度h=60(mm)。
在設計中,拉拔小車的拉拔力為400 kN,由于采用雙掛鉤形式,因此單個掛鉤受力F=200(kN)。
考慮鏈及掛鉤的沖擊和安全問題,選擇載荷系數k=1.5,安全系數s=2;平衡塊的材料選用35鋼,其屈服強度σs=320(MPa),則其許用應力[σ]為:

(1)A-A截面尺寸的確定。
由圖4可知,A-A截面受到的彎矩最大,為危險截面。其應力σ為:

式中M——危險截面的彎矩(圖4中危險截面的彎矩M為7.5×107N/mm);
將截面抗彎系數W代入公式(1)~(2),可求危險截面長度la:

平衡塊上的軸銷孔削弱了平衡塊的強度,為了保證平衡塊有足夠的強度,取A-A截面長度為220 mm,即 la=220(mm)。
(2)B-B截面尺寸的確定。
在B-B截面,平衡塊則受到拉應力的作用,在危險截面處的σ為:
式中A——拉力作用面的面積,A=lbh=60l(b其中,lb為掛鉤處寬度)。
經計算,掛鉤處寬度lb≥31.25(mm)。
為了保證平衡塊及掛鉤能可靠工作,對掛鉤處的寬度取整,即lb=32(mm)。

2.4 夾管及掛鉤的協調動作解決方案
夾管及掛鉤的協調動作將會直接影響拉拔機的整機性能和拉拔作業的生產效率。為保證拉拔小車能正常運行,工作開始時,必須先實現夾管,再掛鉤,最后實現拉拔生產作業。在設計中,采用氣缸推動板牙來實現夾管,利用撞桿撞擊擺桿使掛鉤下落鉤住鏈條[11-13]。設計時,必須考慮氣缸的動作與撞桿撞擊的時序問題。
圖5所示為夾管—掛鉤—拉拔工作過程。在圖5(a)中,氣缸的導氣管與拉模座接觸,氣缸的無活塞端無壓縮空氣,氣缸處于收縮狀態;掛鉤在回位彈簧的作用下處于抬起狀態。在圖5(b)中,拉拔小車繼續靠近拉模座,壓縮空氣通過導氣管進入氣缸無活塞桿一側,從而使活塞桿向前移動,使板牙完成夾緊管材動作;同時撞桿接近拉模座,但未與拉模座接觸,掛鉤處于抬起狀態。在圖5(c)中,撞桿撞擊拉模座,撞桿后移使擺桿下壓、連接板下落,從而實現掛鉤下落并鉤住鏈條,此時,在氣缸的推動下,板牙已經完成夾緊管材動作,使拉拔小車處于待拔制工作狀態。
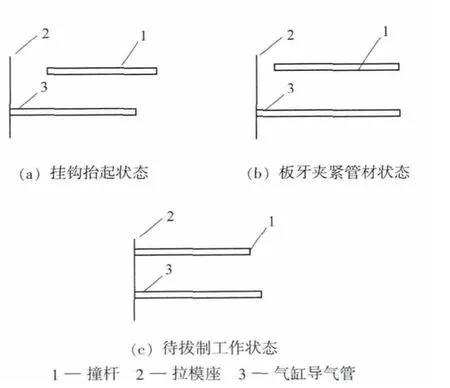
圖5 夾管—掛鉤—拉拔工作過程示意
拉拔生產過程簡單概括為:夾管—掛鉤—拉拔。為了保證拉拔過程的順利進行,在導氣管上設計安裝了壓縮彈簧,其作用是用來保證氣缸得到足夠壓力的壓縮空氣,使板牙能可靠的夾緊管材;在板牙夾緊管材后,撞桿撞擊拉模座,撞桿后移使擺桿下壓、連接板下落,從而實現掛鉤下落并鉤住鏈條,隨即帶動已夾住管頭的拉拔小車進行拉拔生產。
3 結 論
改進后的雙鏈式拉拔機具有以下優點。
(1)拉拔加工的成品管精度高。在設計雙鏈拉拔機的結構時,確保使拉拔力與管材中心線同心,可防止成品管彎曲,這是單鏈式拉拔管機所不能比擬的。
(2)拉拔加工的生產效率高。采用雙掛鉤的拉拔機其拉拔鏈是閉路的環鏈,工作時沿同一個方向連續運行,避免了主電機頻繁正、反轉,因而拉拔加工的生產效率高。
(3)氣動雙鉤式拉拔機可使掛鉤自動與鏈條脫開,解決了傳統雙鏈拉拔機容易斷鏈的缺點。
(4)采用氣缸推動板牙來實現夾緊管材,利用撞桿撞擊擺桿,使掛鉤下落鉤住鏈條。可采用機械化、自動化完成這一系列動作,是一種較為先進的管材加工設備。
拉拔小車作為雙鏈拉拔機的主要組成部分,對拉拔生產加工的質量、生產效率起著重要的作用。因此拉拔小車在管材生產領域的應用前景好。
[1]陳朝偉,張榮欣.高速履帶式連續拉拔機的設計研究[J].鋼管,2014,43(5):36-40.
[2]董震.用于異型棒材加工的鏈式單線拉拔機的牽引系統設計[J].硅谷,2013(14):17.
[3]羅瑞文.冷拔機拔制小車形式的探討[J].冶金叢刊,2005(3):8-11.
[4]李麗,朱紀剛.雙鏈式拉拔機的自動控制系統[J].機械工人,2005(5):67-68.
[5]吳宗澤.機械零件設計手冊[M].北京:機械工業出版社,2004.
[6] 童品俊.全液壓拔制小車[J].鋼管,1996,25(2):47-50.
[7]韓觀昌,李連詩.小型無縫鋼管生產[M].北京:冶金工業出版社,1990.
[8]高美容,高東超.新型線材拉拔機的設計[J].冶金設備,2012(4):47-49,23.
[9] 劉鴻文.材料力學(I)[M].5版.北京:高等教育出版社,2011.
[10] Gere J M,Timoshenko S P.Mechanics of materials[M].New York:VanNostrand Reinhold,1984.
[11]王蕭.一種新型拉拔機拉拔小車控制系統及分析[J].世界有色金屬,2010(10):71-72.
[12]林輝.臺達自動化產品在高速針管連續拉拔機上的整合應用[J].機電工程,2010,27(12):124-126.
[13]周鳳也,趙春禾.液壓鋼絲繩組合式拉拔機[J].重型機械,2010(S2):33-34.
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
