火電機組四大管道溫度計套管改造
2015-12-30 03:49:42陳龍
電力安全技術 2015年4期
關鍵詞:焊縫
陳 龍
(甘肅大唐國際連城發電有限責任公司,甘肅 蘭州 730332)
火電機組四大管道溫度計套管改造
陳 龍
(甘肅大唐國際連城發電有限責任公司,甘肅 蘭州 730332)
結合某發電公司在役機組的實際運行情況,分析了主蒸汽管道系統多次發生溫度計套管焊縫爆漏事故的原因,從材料配套選擇、焊接方法等方面入手,對該公司機組四大管道溫度計套管進行了改造,為機組的長周期安全穩定運行奠定了基礎。
溫度計套管;管座;焊接;改造
1 機組設備概述
某公司3號機組為330 MW燃煤機組,采用哈爾濱汽輪機廠有限責任公司生產的N300-16.7/538/538型亞臨界一次中間再熱、反動凝汽式汽輪機,與東方電氣集團東方鍋爐股份有限公司生產的DG-1025/18.2-Ⅱ13型亞臨界自然循環鍋爐,以及哈爾濱電機廠有限責任公司生產的QFSN-300-2型汽輪發電機。
該鍋爐主蒸汽溫度541 ℃、壓力17.35 MPa、管道材質P91;再熱熱段蒸汽溫度541 ℃、壓力3.74 MPa、管道材質P22;再熱冷段蒸汽溫度325.7 ℃、壓力3.92 MPa、管道材質A672B70CL32;給水溫度280.9 ℃、給水壓力23.556 MPa、管道材質15NiCuMoNb5。部缺陷進行有效的檢驗;
(3) 機組運行過程中,管道熱位移及振動容易導致焊口金屬疲勞和破壞。
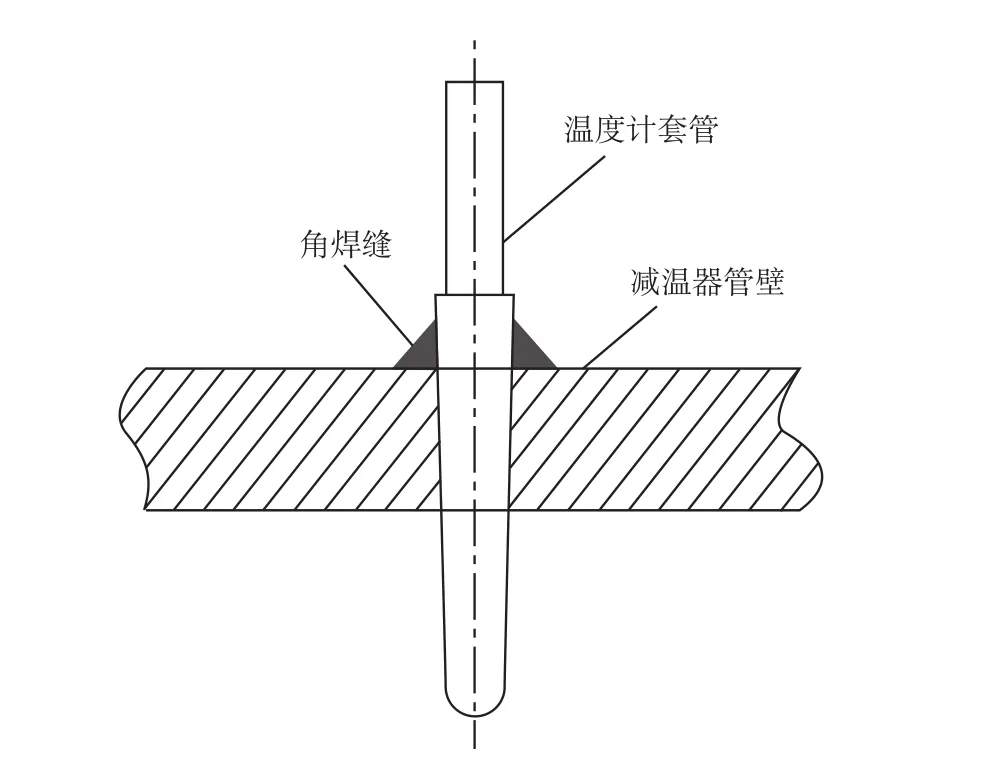
圖1 典型插接式結構
2 溫度計套管存在的問題
機組主蒸汽母管材質為P91,溫度計套管材質為TP316H,原始設計圖紙上在主蒸汽母管上焊接有12Cr1MoV的管座,但是在基建安裝時,安裝公司未按照圖紙安裝12Cr1MoV的管座,導致溫度計套管在安裝和材料使用上都存在一定的問題。
2.1 安裝上存在的問題
原有溫度計管座的典型插接式結構如圖1所示,此種結構在安裝上存在以下問題:
(1) 插接式焊口本身屬于未焊透結構,存在有較大的應力集中;
(2) 此類焊口無法用常規無損探傷方法對其內
2.2 材料使用上存在的問題
焊縫兩邊母材熱膨脹系數相差較大,容易產生以下的問題:在機組啟停、運行中焊縫內部會產生較大的內應力,易造成異種鋼焊縫產生疲勞開裂;如果焊縫內部還存在裂紋、未焊透等漏檢缺陷時,則疊加損壞效應會非常明顯,短期內就可能導致焊縫開裂失效。
3 溫度計套管失效的原因
3.1 套管與母管熱膨脹系數的差異
套管材質為TP316H,與母管焊接屬于異種鋼焊接,金屬組織和機械性能相差較大,熱膨脹系數相差較大,異種鋼接頭在運行中產生附加應力,這種應力在焊縫界面處因蠕變變形和蠕變損傷而釋放。在機組啟停溫度變化的循環條件下,應力會導致連續的蠕變損傷,進而使接頭失效。
3.2 碳的遷移
如主汽溫度計套管TP316H和母管P91焊接屬于異種鋼焊接,這2種鋼材的化學成分不同,會發生合金元素的再分配問題。特別是碳會從含碳量高的P91一側向含碳量低的TP316H一側遷移,在熔合線P91側出現脫碳區,在TP316H側出現增碳區,使鋼的蠕變強度降低,進而導致破壞。
3.3 焊材選用不當
DL/T869—2012《火力發電廠焊接技術規程》及DL/T752—2010《火力發電廠異種鋼焊接技術規程》均建議,對于溫度大于425 ℃奧氏體類異種鋼焊接,宜選用鎳基焊絲或焊條。如果焊條選用不當,會使接頭因焊接不牢而破壞。
3.4 溫度計套管插入深度超標
溫度計套管插入深度不符合規程,也是焊縫失效的重要因素。DL/T5190.5—2004《電力建設施工及驗收技術規范》第5部分(熱工自動化)中,對溫度計套管插入深度有如下規定:“高溫高壓(主)蒸汽管道的公稱通徑不大于250 mm時,插入深度宜為70 mm;公稱通徑大于250 mm時,插入深度宜為100 mm。”插入深度過長,會使套管受蒸汽沖刷的力臂增長,從而增大焊縫的彎曲應力。
3.5 熱電偶安裝的坡口型式不合理
熱電偶插件的焊接結構型式沒有保證根部焊透的必要平臺,焊縫根部不易焊透,這也是造成焊接質量不符合要求的重要原因。
3.6 角焊縫與母管坡口處未熔合
角焊縫的未熔合缺陷,主要是由于設計的坡口角度較小,僅30°~35°(如圖2所示,其中黑色部分為角焊縫),且為單側坡口,焊條不易擺動。此外,施焊過程中未嚴格按照焊接工藝操作、預熱溫度不合規程要求、焊工操作水平低、焊接過程中不注意清渣等,也是導致缺陷產生的可能原因。
4 溫度計套管的改進方法
增加溫度計管座,將溫度計套管插接式焊接角焊縫由管座處移至管座上部,在溫度計套管更換時,切割、打磨、焊接及熱處理均在此處進行,避免了頻繁在母管處進行焊接熱處理對主蒸汽母管可能造成的二次累積損傷。這既減少了工作強度,也減小了工作難度,更杜絕了母管管孔產生裂紋的風險。改進后的焊接方式如圖3所示。

圖2 角焊縫焊接示意
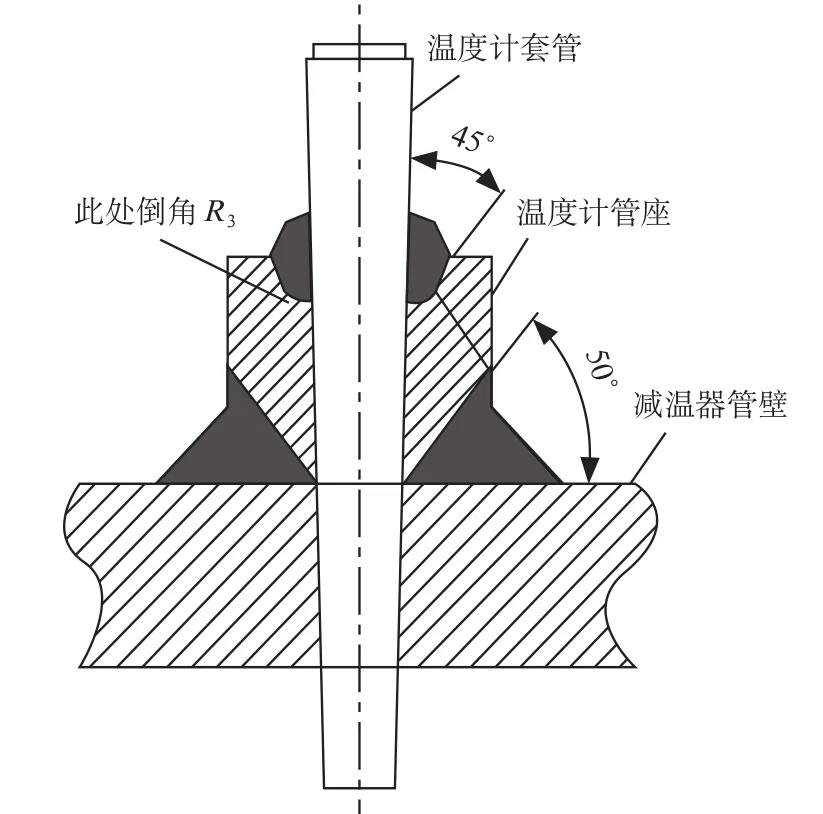
圖3 改進后的焊接方式
管座與母管間角焊縫為全焊透結構,使得焊縫焊接質量大大提高。焊接溫度計管插座時,應該按照以下步驟進行:
(1) 先進行管座與母管的焊接及熱處理;
(2) 待焊接熱處理檢驗合格后對管座內壁進行鉸刀修孔處理,使管座內徑與母管孔徑相同且同心,徹底消除管座根部尖角處焊縫易產生未焊透、裂紋未熔合等缺陷;
(3) 進行管座與套管之間的焊接,因為該焊口不用熱處理,實施起來比較方便。
4.1 管座規格的選取與壁厚校核
溫度計套管外部加的管座與溫度計套管、母管選同材質或相近材質,管座規格按照《火力發電廠汽水管道零件及部件典型設計》選取,并依據GB/T9222—2008《水管鍋爐受壓元件強度計算》進行了壁厚校核,校核過程如下。
管座材質:12Cr1MoVG;溫度計套管材質:不銹鋼TP316H;管座規格:Ф60×10 mm;高度:100 mm。
計算過程:設管壁厚度為X,管座內徑與主管開孔相等,孔徑為40 mm,溫度選540 ℃,壓力選16.7 MPa,許用應力選71 MPa,計算得X為5.4 mm。選取腐蝕減薄C1為0.5 mm,選取加工減薄C3為0.5 mm,則選取最小壁厚為6.4 mm。為了安全起見,最后加工壁厚選取為10 mm。
4.2 套管結構的改進
將套管結構進行了局部改進。原結構中套管從焊縫連接部位開始變徑,改進后的套管與母管相貼合的部位是等徑的,穿過母管內壁孔后才開始變徑,如圖4 a,b所示。改進結構減少了套管在機組啟停和復雜工況時產生的振動,一定程度上避免了套管斷裂事故的發生。
4.3 焊接及熱處理工藝要點
管座焊接采用氬弧打底手工蓋面焊接,先點焊3點用于固定管座,相鄰焊點之間的夾角均為120°。點焊時的焊接材料、焊接工藝和預熱溫度均應與正式焊接相同。點固后要認真檢查每個焊點的質量,如有缺陷應立即消除,重新點固。
管座焊前、焊后熱處理使用遠紅外電加熱。如P91材質焊前預熱溫度為100~150 ℃,焊絲選用Φ2.5,鎢極為Φ2.5,氬氣流量為10~15 L/ min;焊接電弧電壓為10~14 V,焊接電流為80~110 A,焊接速度為55~60 mm/min。氬弧焊打底的焊層厚度控制在2.8~3.2 mm范圍內。層間溫度200~300 ℃,焊后熱處理加熱溫度為(760±10)℃。焊后熱處理的升、降溫速度不大于150 ℃/h,當降溫至300 ℃以下時,可不對溫度升降速度進行控制,在保溫層內冷卻至室溫。P91材質焊接熱處理工藝熱循環如圖5所示。
相關參數如表1所示。

圖4 套管結構的改進
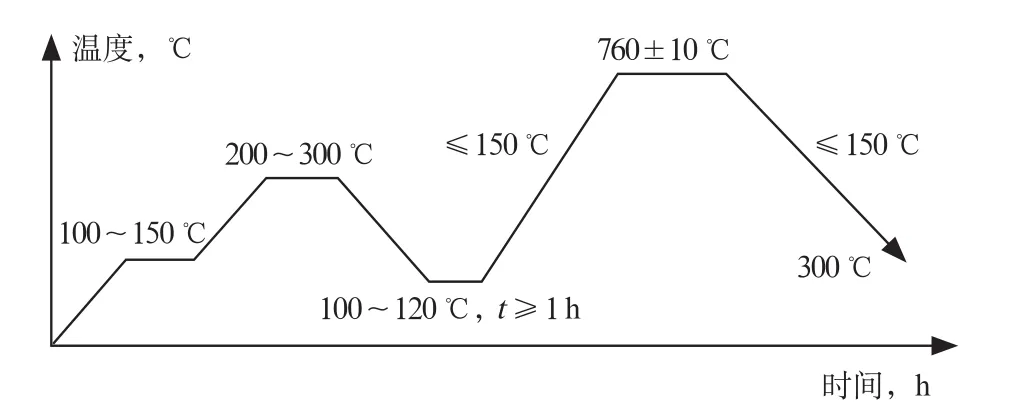
圖5 P91材質焊接熱處理工藝熱循環
5 溫度計套管改造后的經濟效益
四大管道上的溫度計套管按單次泄漏停機搶修10天,平均負荷每天260 MW計算,直接電量損失為:260×10×24=62 400 MW=62 400 000 kWh。
1 kWh按照0.02元利潤計算,利潤損失為:62 400 000×0.02=124.8萬元。共計損失=利潤損失+搶修施工費+材料費+檢驗費+單次點爐費=124.8+6+0.5+1+100=232.3萬元。而改造1個套管的費用為:料費0.5萬元,施工費3.5萬元,檢驗費0.5萬元;共計0.5+3.5+0.5=4.5萬元。通過對比可以看出,投入和產出比很高。
從材料選用,安裝、焊接方案入手,對3號機組四大管道溫度套管進行了改造,為機組的長周期安全穩定運行奠定了堅實的基礎,對在建同類型機組具有良好的借鑒作用。

表1 各主管材質焊接熱處理工藝參數
1 牛林興.超臨界機組P91主蒸汽管道溫度計套管焊接改造[J].陜西電力,2012(8).
2 霍更國.600 MW主蒸汽管道溫度套管漏泄的原因分析及處理方法[J].中國材料科技與設備,2011(4).
2014-12-10。
陳 龍(1986-),男,助理工程師,主要從事300 MW火電機組的金屬監督工作,email:weisierhuo@126.com。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
