液壓閥塊毛刺的預(yù)防與去除
2015-12-31 11:06:58唐少楠朱小明楊麗紅
機械工程與自動化 2015年1期
張 磊,唐少楠,朱小明,2,楊麗紅
(1.上海理工大學(xué) 機械工程學(xué)院,上海 200093;2.上海豪高機電科技有限公司,上海 201102)
0 引言
液壓系統(tǒng)中的液壓元件目前多采用集成化配置形式,將液壓閥集成在液壓閥塊的表面,形成的組合體稱之為液壓閥組。液壓閥組具有結(jié)構(gòu)緊湊、密封性能好、維護方便、便于技術(shù)保密等優(yōu)點[1],已廣泛應(yīng)用于各類液壓傳動系統(tǒng)中。
在液壓閥塊的加工過程中,不可避免地伴隨有毛刺的產(chǎn)生,對液壓系統(tǒng)危害很大。目前,常用的毛刺尺寸評定主要是測量毛刺的根部厚度和毛刺高度(厚度決定了毛刺去除的難易程度,高度反映了毛刺的大小)。對去毛刺質(zhì)量的評價,美國生產(chǎn)加工工程師學(xué)會和機械工程師學(xué)會參照表面粗糙度參數(shù)值范圍的評定規(guī)則,將去毛刺質(zhì)量劃分了9~10個等級,但這種定量方式還有待于在實踐中加以驗證和修正[2]。
1 液壓閥塊鉆削加工毛刺生成與控制
1.1 鉆削加工中毛刺的形成機理
假定被加工工件材質(zhì)均勻,使用標(biāo)準(zhǔn)麻花鉆鉆頭,不存在偏心,鉆頭切削刃上各對應(yīng)點的幾何參數(shù)均相同,工件裝夾和定位不存在誤差,則根據(jù)鉆削加工中的實際切削狀態(tài),可建立如圖1所示鉆削加工中切出進給方向的毛刺生成模型。圖1中,鉆頭直徑為d(mm),鉆削進給量為f(mm/r),鉆頭頂角為2φ,工件厚度為L。沿著鉆削加工的進給方向,被加工工件的終端部材料在鉆削軸向力的作用下產(chǎn)生扭曲變形。若與鉆頭主切削刃相接觸的工件上x點的變形量為δx,則有:①當(dāng)δx=0時,鉆削加工能夠正常進行;②當(dāng)0<δx<acx(acx為任意點處的切削厚度)成立時,隨著δx的增大,切削層面逐漸減小,鉆頭對工件終端的擠壓推力增加,此時鉆削仍能繼續(xù)進行;③當(dāng)δx≥acx時,此時切削不能正常進行,而是在鉆削軸向力作用下,工件終端部材料被擠壓、推倒,從而形成鉆削加工中切出進給方向毛刺[3]。
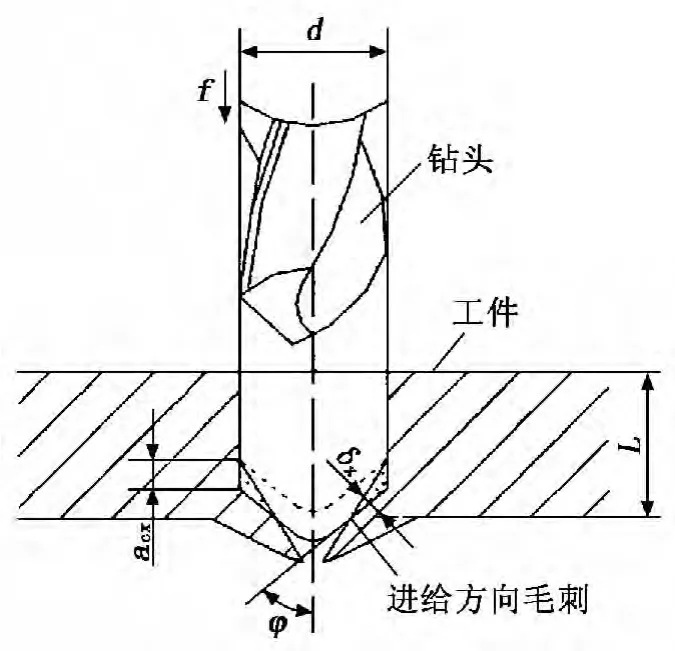
圖1 鉆削加工中進給方向毛刺生成模型
1.2 鉆削加工中產(chǎn)生毛刺的影響因素
鉆削加工中切出進給方向毛刺的形狀和尺寸與主軸轉(zhuǎn)速、鉆削進給量、工件材料、刀具夾緊剛性、冷卻液、鉆頭幾何角度等因素有關(guān)[4]。
隨著主軸轉(zhuǎn)速的增大,鉆削效率提高的同時毛刺的尺寸也有所減小。但轉(zhuǎn)速太快會出現(xiàn)崩刀、卡滯等,產(chǎn)生更大的毛刺。隨著進給量增加,產(chǎn)生毛刺的高度值和厚度值均增大。
在某搖臂鉆床上以不同的主軸轉(zhuǎn)速、進給量及鉆頭在45鋼板上進行實驗,得到的實驗數(shù)據(jù)見表1~表3。測量指標(biāo)為毛刺的根部厚度b(mm)×毛刺的高度h(mm)。
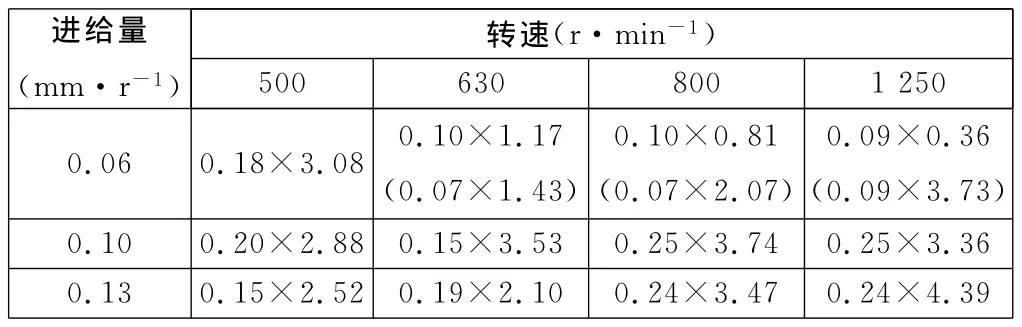
表1 鉆頭直徑為Φ8mm時不同鉆削速度和進給量下常用閥孔鉆削毛刺的根部厚度×高度 mm×mm
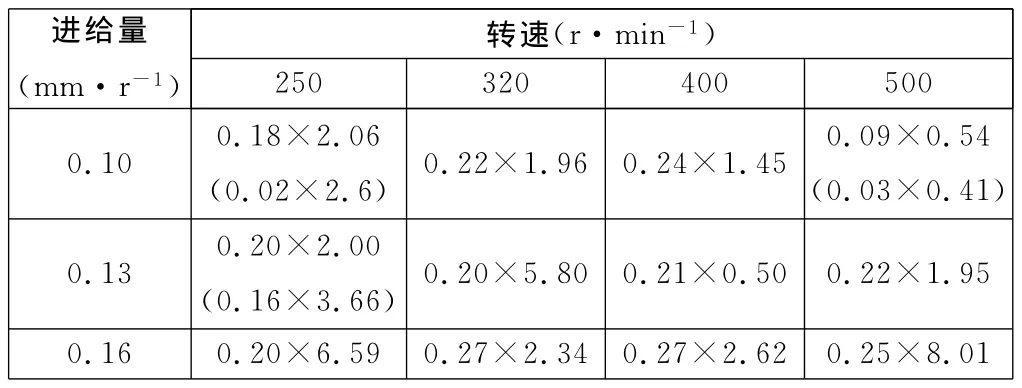
表2 鉆頭直徑為Φ16mm時不同鉆削速度和進給量下常用閥孔鉆削毛刺的根部厚度×高度 mm×mm
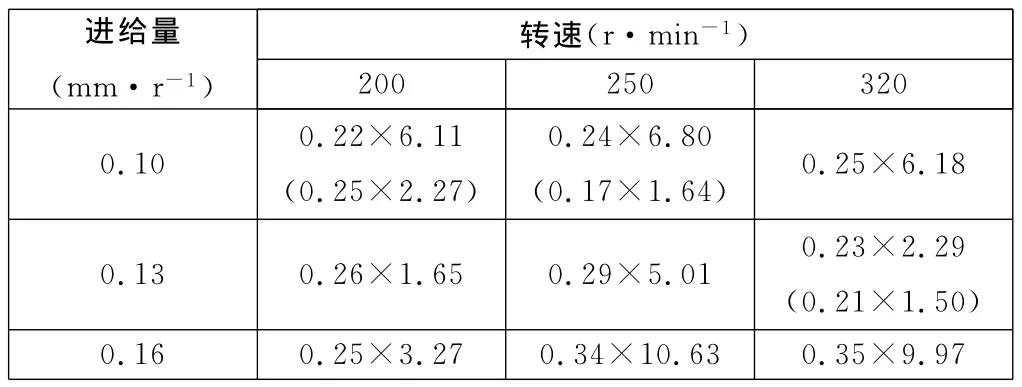
表3 鉆頭直徑為Φ25mm時不同鉆削速度和進給量下常用閥孔鉆削毛刺的根部厚度×高度 mm
由表1~表3數(shù)據(jù)看出,孔徑不同,鉆孔形成毛刺的尺寸最小時的進給量和主軸轉(zhuǎn)速配合是不同的。對于此次實驗中生成毛刺尺寸較小的主軸轉(zhuǎn)速和進給量組合,筆者再次做實驗以檢驗其是否具有穩(wěn)定性。
第二次以鉆頭直徑為分組依據(jù),每組中取毛刺尺寸較小的3種主軸轉(zhuǎn)速和進給量配合,在選取該配合時優(yōu)先選取毛刺根部厚度小的、同等厚度下選毛刺高度小的毛刺尺寸所對應(yīng)的轉(zhuǎn)速與進給量配合。相同情況下以45鋼板進行再次實驗,所得數(shù)據(jù)如表1~表3中括號內(nèi)數(shù)據(jù)所示。
通過對每組實驗的兩次所得數(shù)據(jù)進行對比,結(jié)合毛刺形成尺寸的趨勢進行觀察,可以判定其中的無效數(shù)據(jù)并予以剔除。之后分別求所測有效數(shù)據(jù)的毛刺根部厚度和毛刺高度的平均值,將兩項平均值均為最小的一組所對應(yīng)的主軸轉(zhuǎn)速和進給量配合作為推薦值,即:
鉆頭直徑Φ8:v=630r/min;f=0.06mm/r;
鉆頭直徑Φ16:v=500r/min;f=0.10mm/r;
鉆頭直徑Φ25:v=250r/min;f=0.10mm/r。
以上推薦值適合閥塊孔道加工遇到交叉孔或通孔鉆通時使用。如果機床上的轉(zhuǎn)速值及進給量值并不與此相同,則應(yīng)選擇與推薦值相近的較大的轉(zhuǎn)速值和較小的進給量值。
2 液壓閥塊毛刺的預(yù)防
選用延伸率和變形硬化指數(shù)較小的材料,可有效抑制毛刺的產(chǎn)生。一般來說,工作壓力p<6.3MPa時,液壓閥塊可采用鑄鐵 HT20-40;6.3MPa≤p<21 MPa時,液壓閥塊可選用鋁合金鍛件;p≥21MPa時,液壓閥塊可選用35鍛鋼。
另外,采用以下方式均能在一定程度上抑制毛刺的生成:①提高刀具質(zhì)量,使用專用刀具,選擇合理的機械加工方法,從工藝角度合理安排加工工序;②合理安排進給量,提高切削速度;③合理安排熱處理工序。
3 液壓閥塊毛刺的去除
機械去毛刺是通過手動或動力驅(qū)動特制的刷子旋轉(zhuǎn),對工件進行磨削去毛刺[5]。電化學(xué)去毛刺是在電極和零件之間留一定間隙,通過電解液導(dǎo)電形成電流,以電極作為陰極,零件作為陽極,使得陽極(零件毛刺部位)不斷溶解,去除毛刺[6]。
熱能去毛刺是將一定配比的氫、氧混合高壓氣體充入到裝夾閥塊體的密閉燃燒腔內(nèi),用火花塞點火爆炸,瞬間產(chǎn)生沖擊波并作用于零件的表面和毛刺,從而達(dá)到去毛刺的目的[7]。
4 結(jié)語
通過閥塊優(yōu)化設(shè)計及加工參數(shù)的合理選用,減小毛刺的產(chǎn)生及生成的尺寸,能夠降低去毛刺的成本,提高產(chǎn)品質(zhì)量。選擇毛刺去除方法時,應(yīng)采用既能達(dá)到工藝要求,又不降低零件尺寸精度的方法。
[1]朱小明,胡傳芳.液壓閥組的設(shè)計與制造[J].建筑機械,2008(11):115-118.
[2]王吉安.去毛刺技術(shù)的選擇及其檢測方法[J].工具技術(shù),2005,39(3):81-82.
[3]謝俊鋒.鉆削加工毛刺的形成及解決方法[J].輕工機械,2007(1):85-87.
[4]范存德.液壓技術(shù)手冊[M].沈陽:遼寧科學(xué)技術(shù)出版社,2004.
[5]張惠生.機械零件去毛刺工藝的現(xiàn)狀與發(fā)展[J].北京建筑工程學(xué)院學(xué)報,2001(4):58-63.
[6]姚敏茹,萬宏強,李福援.機械零件毛刺控制及去除工藝現(xiàn)狀[J].新技術(shù)新工藝,2005(12):20-22.
[7]姜黃海.熱能去毛刺技術(shù)[J].航天制造技術(shù),2002(1):21-24.
