新型液壓柔性拔制的有限元模擬及實(shí)驗(yàn)研究
2016-01-09 05:05:33張志武,雙遠(yuǎn)華,張志娜等
重型機(jī)械 2015年5期
新型液壓柔性拔制的有限元模擬及實(shí)驗(yàn)研究
張志武,雙遠(yuǎn)華,張志娜,賈其蘇
(太原科技大學(xué) 重型機(jī)械教育部研究工程中心,山西 太原030024)
摘要:液壓柔性冷拔工藝是一種新型的鋼管冷加工工藝,旨在提高管材尺寸精度和表面粗糙度。本文在柔性拔制原理的基礎(chǔ)上,提出新的模具方法,并針對Φ30管材拔制模具進(jìn)行設(shè)計(jì)。運(yùn)用Deform-3D有限元軟件模擬了不同油壓下新型冷拔模具空拔成形過程。得到拔制過程中各量場分布,研究了拔制力的變化規(guī)律,分析了不同油壓對拔制力的影響。使用新型模具在不同油壓下進(jìn)行拔制實(shí)驗(yàn),測得拔制力變化曲線,表面粗糙度變化情況。
關(guān)鍵詞:液壓柔性冷拔;新型冷拔模具;有限元模擬;拔制實(shí)驗(yàn)
中圖分類號:TG356.5文獻(xiàn)標(biāo)識(shí)碼:A
收稿日期:2015-05-15;修訂日期:2015-06-21
基金項(xiàng)目:太原科技大學(xué)研究生科技創(chuàng)新項(xiàng)目(20134006)
作者簡介:張志武(1988-),男,碩士研究生,主要研究方向:先進(jìn)的軋制理論及工藝,E-mail:zhiwuysu@163.com
New type of hydraulic flexible drawing of finite element simulation and experimental research
ZHANG Zhi-wu, SHUANG Yuan-hua, ZHANG Zhi-na, JIA Qi-su
(Heavy Machinery Engineering Research Center of the Ministry of Education,
Taiyuan University of Science and Technology, Taiyuan 030024,China)
Abstract:Hydraulic flexible cold drawing process is a new kind of steel tube cold working process, it aimed at improving the dimensional accuracy and surface roughness of pipe. In this paper, based on the principle of flexible drawing, new mould method is put forward, and Φ 30 tube drawing die design. Using Deform-3D finite element software, a simulation analysis of the new die empty-drawing process under different oil pressure is put forward. Get the drawing process is the amount of each distribution studied drawing force variation, and analyzes the impact of oil on different drawing force.Using the new mould drawing experiments under different oil pressure, measured curves of drawing force, surface roughness changes.
Keywords:hydraulic flexible drawing; new cold drawing die; FEM simulation; drawing experiment

0前言
拉拔設(shè)備主要應(yīng)用于管材、棒材、線材和型材的生產(chǎn)加工中。管材拔制是對熱軋、焊接和擠壓成型后的管材進(jìn)行的冷深加工,是生產(chǎn)高精度、高強(qiáng)度、高質(zhì)量鋼管的重要方法[1]。當(dāng)前高精度管材廣泛地應(yīng)用到各個(gè)領(lǐng)域。譬如,生產(chǎn)煤機(jī)缸筒、單體液壓支架、汽車用管等精密零部件。但是需要依靠珩磨和拋光等加工工藝實(shí)現(xiàn)其最終精度,生產(chǎn)效率較低,生產(chǎn)成本較高[2]。因此,如果能夠優(yōu)化高精度冷拔管的生產(chǎn)工藝,提高冷拔管材成型精度,無需后續(xù)的機(jī)械加工,將會(huì)很大程度提高生產(chǎn)效率與經(jīng)濟(jì)效益[3]。
1柔性冷拔成形原理及新型模具設(shè)計(jì)
液壓柔性拔制工藝采用流體靜力潤滑原理、液壓成形原理和拔制原理綜合分析管材在新的拔制工藝下的變形情況。選用特性優(yōu)良的液壓油作為管材和模具之間的受力介質(zhì)。拔制過程中,液壓系統(tǒng)將高壓油注入到管坯和模具之間,產(chǎn)生了高壓油腔。模具和管材之間的潤滑狀態(tài)由流體強(qiáng)迫潤滑狀態(tài)轉(zhuǎn)變?yōu)楦邏毫黧w潤滑狀態(tài),管材的外表面形成一層高壓油膜,模具和管件不發(fā)生之間接觸,有利于拔制過程中的潤滑。管材在高壓油作用下更加容易發(fā)生塑性變形,有利于產(chǎn)生縮徑現(xiàn)象,使拔制過程快速高效的進(jìn)行,生產(chǎn)出高精度、高強(qiáng)度、高質(zhì)量冷拔管材[4-8]。
根據(jù)液壓柔性拔制的成形特點(diǎn)和前人設(shè)計(jì)的經(jīng)驗(yàn),新型液壓柔性冷拔模具采用組合模具設(shè)計(jì)。組合模的設(shè)計(jì)方便加工,確保了各段模具尺寸精度和內(nèi)表面光潔度,降低模具生產(chǎn)成本,更好的實(shí)現(xiàn)液壓柔性拔制過程。新型模具共分為五段模具即入口圓弧段、Φ29模具段、Φ28模具段、Φ27模具段和Φ26模具段。如圖1所示 。
圖1 新型液壓柔性冷拔模具 Fig.1 The new hydraulic flexible cold drawing die
2新型液壓柔性冷拔模擬的有限元模擬
2.1新型模具空拔有限元模型建立
研究管材為20#無縫鋼管,管坯外徑尺寸為φ30 mm,壁厚是3.0 mm。鋼管材料的密度為7.85×10-6kg/mm3,彈性模量為205×105MPa,泊松比為0.3,空拔時(shí)成型溫度為20 ℃。模擬運(yùn)動(dòng)形式根據(jù)實(shí)際生產(chǎn)設(shè)定,夾持裝置夾住管坯的打頭部位,施加拉拔力,使管坯從冷拔模具中拉過。設(shè)定模具固定不動(dòng),管坯在夾具拉拔下沿Y軸正向運(yùn)動(dòng),拔制速度設(shè)定為100 mm/s。這樣模擬管坯的受力情況與實(shí)際生產(chǎn)相一致[10]。
新型模型設(shè)計(jì)為組合模具。實(shí)體模具是將這五塊模具用壓力機(jī)鑲進(jìn)T10鋼的外套中。模擬時(shí)不考慮模具之間的相互作用,為了簡化實(shí)體模型,可用整體模具代替組合模具進(jìn)行模擬,整體模具結(jié)構(gòu)尺寸與組合模設(shè)計(jì)相一致。采用Pro/E三維軟件建立實(shí)體模型,定義模具和夾具均為剛性體,管坯為彈塑性體,對管坯進(jìn)行均為網(wǎng)格劃分,網(wǎng)格單元數(shù)為260 000,如圖2所示。
模擬分為三組進(jìn)行,第一組管材表面施加20 MPa的壓力,第二組管材表面施加10 MPa的壓力,第三組管材不施加壓力。定義工件間的接觸,選用庫倫摩擦模型,管坯和模具間由于存在壓力油,摩擦介于液體與固體之間,為了化簡取摩擦系數(shù)μ1為0.001,忽略其他變形特點(diǎn),可視為流體潤滑狀態(tài)。管坯和夾具之間不可分離狀態(tài)。
圖2 新型模具空拔的有限元模型 Fig.2 Finite element model of the new mould empty drawing
2.2新型模具成形過程分析
第一、二、三組模擬拔制穩(wěn)定時(shí)的等效應(yīng)力分布如圖3所示。由圖可知,拔制穩(wěn)定時(shí),管材內(nèi)外表面應(yīng)力分布均勻,且最大應(yīng)力均出現(xiàn)在Φ26模具段的定徑帶處。各組最大應(yīng)力值如表2所示。
第一組和第二組鋼管表面分別施加20 MPa、10 MPa壓力,且處于流體潤滑狀態(tài),可視為鋼管表面施加油壓。由表1及圖3可知,第一組和第二組拔制的最大應(yīng)力值均小于常規(guī)模具的模擬的最大應(yīng)力值1 290 MPa,并且還可以得出,在一定油壓范圍內(nèi),油壓越大,最大應(yīng)力值越小,越有利于管材成形。第三組模擬鋼管表面沒有施加油壓,可視為普通空拔,但是最大應(yīng)力值較常規(guī)模具的模擬值大。主要原因是新型模具變形區(qū)增長,增大拔制應(yīng)力。
圖3 第一、二、三組拔制穩(wěn)定時(shí)等效應(yīng)力分布 Fig.3 First, second and third groups of drawing stability of equivalent stress distribution
組最大應(yīng)力值/MPa第一組1260第二組1270第三組1350常規(guī)空拔1290
通過DEFORM-3D軟件后處理計(jì)算得到新型模具三組模擬空拔時(shí)拔制力隨時(shí)間變化的曲線,如圖4所示。由圖可知,新型液壓柔性冷拔模具各組拔制力曲線變化趨勢和常規(guī)模具拔制力曲線變化相一致。鋼管穩(wěn)定拔制時(shí),第一組模擬平均拔制力為74.5 kN,第二組模擬平均拔制力78 kN,第三組模擬平均拔制力為98 kN。
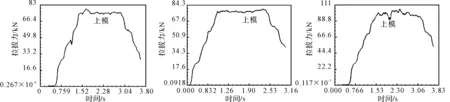
圖4 第一、二、三組模擬拔制力變化情況 Fig.4 First, second and third sets of simulations of drawing force for change
根據(jù)空拔鋼管變形特點(diǎn)可將拔制力變化曲線分為三個(gè)階段:
(1)起始拔制階段。夾具拉動(dòng)管坯沿拔制方向(Y+方向)運(yùn)動(dòng),管坯進(jìn)入圓錐帶與模具相接觸,拔制力逐步增大,對應(yīng)圖中曲線上升段。
(2)塑性變形階段。管坯與模具基本完全接觸,管坯進(jìn)入定徑帶,金屬發(fā)生塑性變形,由于金屬流動(dòng)不均勻,拔制力變化不穩(wěn)定,對應(yīng)圖中曲線上下波動(dòng)段。
(3)穩(wěn)定拔制階段。隨著拔制過程的進(jìn)行,管坯完全進(jìn)入定徑帶,金屬流動(dòng)趨于均勻,拔制力變化逐漸穩(wěn)定,對應(yīng)圖中曲線平穩(wěn)段。
空拔時(shí),新型冷拔模具和常規(guī)模具空拔的拔制力變化趨勢相一致。
3實(shí)驗(yàn)研究
3.1實(shí)驗(yàn)?zāi)康?/p>
本課題研究液壓柔性冷拔成形工藝,運(yùn)用拔制技術(shù)及流體靜力潤滑技術(shù),通過對冷拔模具的優(yōu)化改造,降低模具與管坯間的摩擦力,進(jìn)而降低拔制力,獲得表面質(zhì)量高的制品。本實(shí)驗(yàn)的目的:
(1)測得拔制力;
(2)測量拔制后管材表面粗糙度;
(3)建立合理的拔制工藝。
3.2實(shí)驗(yàn)材料準(zhǔn)備
實(shí)驗(yàn)材料為20#鋼管Φ30 mm×3 mm。材料鋼管進(jìn)行退火熱處理,以提高其塑性,消除殘余內(nèi)應(yīng)力。在濃度為5%~20%的鹽酸中酸洗,去除鋼管表面氧化皮和銹斑等缺陷。使用打頭機(jī)對鋼管進(jìn)行打頭。根據(jù)材料力學(xué)性能試驗(yàn)機(jī)行程確定拔制鋼管的長度。如圖5所示。

圖5 試驗(yàn)鋼管 Fig.5 Test tube
3.3實(shí)驗(yàn)方案和實(shí)施
在拉拔速度,潤滑條件等相同的情況下,通過改變對鋼管表面施加的油壓進(jìn)行拔制實(shí)驗(yàn)。實(shí)驗(yàn)分為三組進(jìn)行。
第一組:鋼管表面施加油壓為20 MPa。
第二組:鋼管表面施加油壓為10 MPa。
第三組:鋼管表面施加油壓為0 MPa。
將鋼管從模具中穿出,材料性能試驗(yàn)機(jī)的夾具夾緊鋼管打頭部位。CP-700型手動(dòng)液壓泵通過油泵轉(zhuǎn)接頭連接到冷拔模具進(jìn)油口。啟動(dòng)材料性能試驗(yàn)機(jī),進(jìn)行拉拔,當(dāng)模具和鋼管之間完全形成密閉空間時(shí),啟動(dòng)手動(dòng)液壓泵,將高壓油注入模具組合體中,對管坯表面施加靜壓力。當(dāng)達(dá)到每組實(shí)驗(yàn)設(shè)定壓力時(shí),不再繼續(xù)加壓,保持恒定壓力至到整個(gè)拔制過程結(jié)束。拉拔結(jié)束前,停止加壓,松開手動(dòng)液壓泵回油閥,使液壓油流回泵中,防止管材拔出后高壓油噴濺。
3.4實(shí)驗(yàn)數(shù)據(jù)記錄
第一組鋼管表面施加油壓為20 MPa,拔制力變化曲線如圖6所示。最大拔制力為60.3 kN,穩(wěn)定拔制時(shí)的平均拔制力為53 kN。
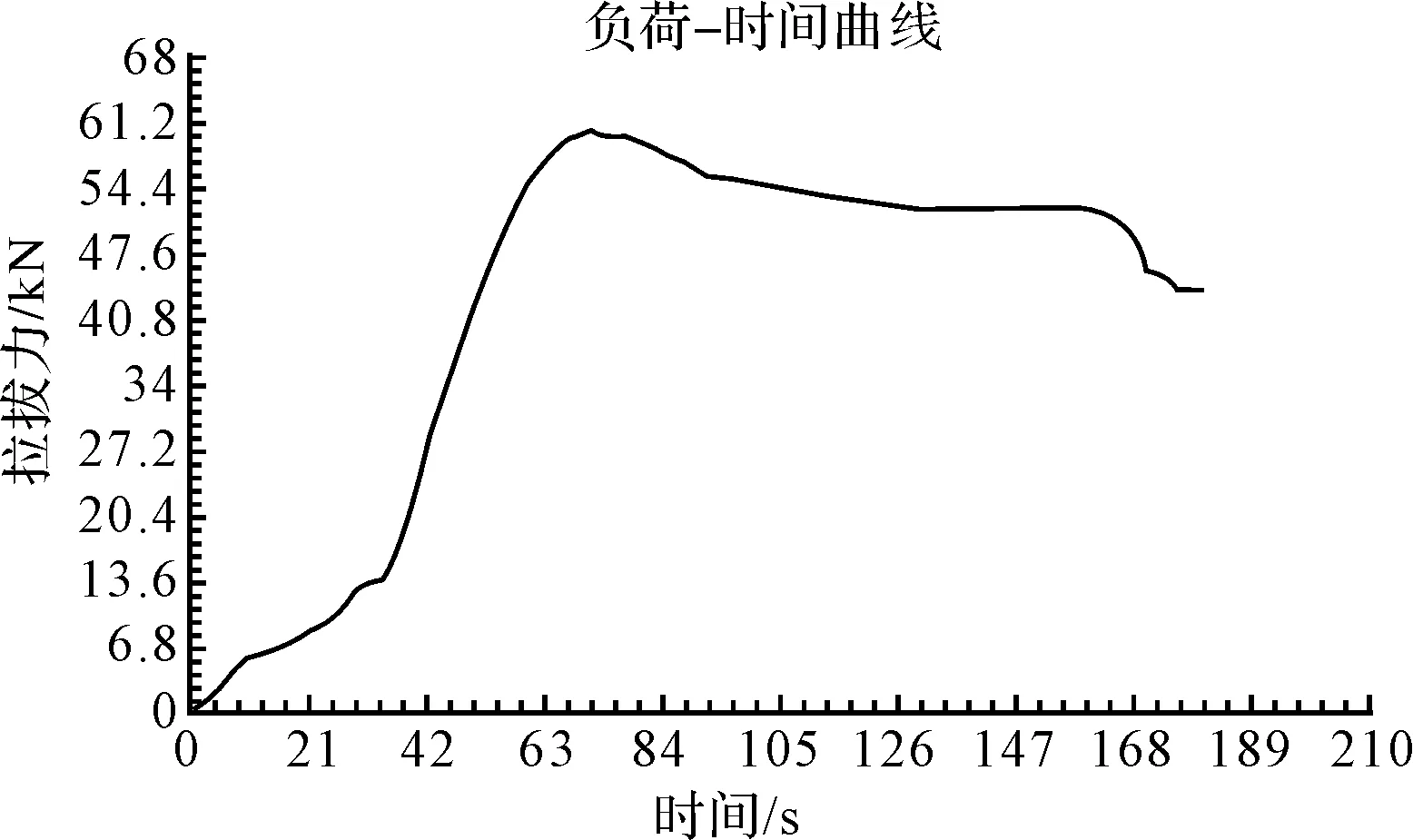
圖6 20 MPa油壓拔制力曲線 Fig.6 20MPa Hydraulic drawing force curve
第二組鋼管表面施加油壓為10 MPa,拔制力變化曲線如圖7所示。最大拔制力為67 kN,穩(wěn)定拔制時(shí)的平均拔制力為63 kN。
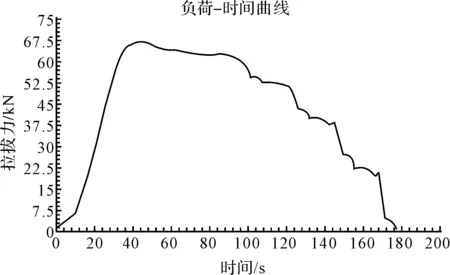
圖7 10 MPa油壓拔制力曲線 Fig.7 10MPa Hydraulic drawing force curve
第三組鋼管表面施加油壓為0 MPa,拔制力變化曲線如圖8所示。最大拔制力為69.7 kN,穩(wěn)定拔制時(shí)的平均拔制力為66 kN。

圖8 無油壓拔制力曲線 Fig.8 No hydraulic drawing force curve
3.5表面粗糙度測量和對比
新型液壓柔性冷拔模具拔制后的管材如圖9所示,優(yōu)化前液壓柔性冷拔模具拔制后的管材如圖10所示。可以明顯的看出優(yōu)化后的模具拔制出的產(chǎn)品表面質(zhì)量遠(yuǎn)遠(yuǎn)優(yōu)于之前所設(shè)計(jì)的模具。
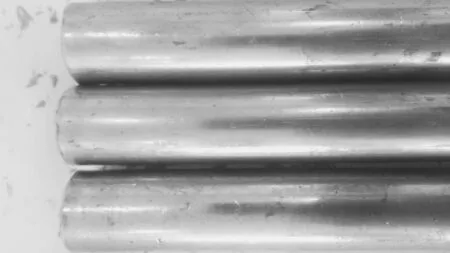
圖9 新型模具拔制后的鋼管 Fig.9 Steel tube drawing after the new die

圖10 之前模具拔制后的鋼管 Fig.10 Steel tube drawing after the old die
使用TR200手持式粗糙度儀對拔制前后的鋼管進(jìn)行表面粗糙度測量。測得粗糙度值如表2所示。
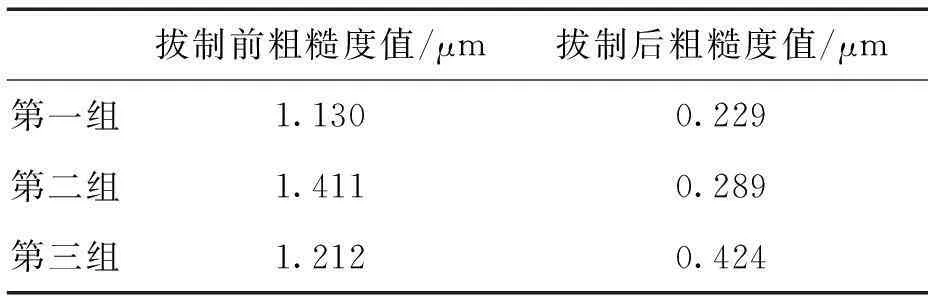
表2 拔制前后鋼管表面粗糙度測量值
4結(jié)論
(1)通過DEFORM-3D有限元軟件對不同油壓下的新型模具空拔過程的模擬和實(shí)驗(yàn)研究,得到了拔制過程中應(yīng)力分布規(guī)律,確定了新型模具的拔制力變化情況。
(2)通過有限元模擬和實(shí)驗(yàn)研究比對驗(yàn)證了液壓柔性拔制工藝的優(yōu)越性。在一定油壓范圍內(nèi),液壓柔性冷拔工藝可以有效的降低拔制力,獲得表面質(zhì)量優(yōu)良的產(chǎn)品。并且得出一定油壓范圍內(nèi),管材表面施加油壓越大,拔制所需的拔制力越小,產(chǎn)品表面精度越高。
參考文獻(xiàn):
[1]雙遠(yuǎn)華.現(xiàn)代無縫鋼管生產(chǎn)技術(shù)[M].北京:化學(xué)工業(yè)出版社,2008.
[2]王貴霞,何畏.冷拔精密鋼管技術(shù)在工程機(jī)械液壓缸中的應(yīng)用[J].液壓與氣動(dòng),2003(2):44-45.
[3]王家聰.我國高精度冷拔鋼管發(fā)展前景淺析[J].鋼管,1999,28(2):5-8.
[4]茹錚,余望.塑性加工摩擦學(xué) [M].北京:科學(xué)出版社,1992.
[5]Takashi Kuboki,Keigo Nishida etc,Effect of plug on levelling of residual stress in tube drawing[J].Journal of Materials Processing Technology,2007,204(1):162-168.
[6]譚晶,趙振鐸.液壓成形技術(shù)的最新發(fā)展[J].鍛壓機(jī)械,2001,36(2):11-14.
[7]胡鴻產(chǎn),雙遠(yuǎn)華.新型液壓管材拔制成形原理研究[J].太原科技大學(xué)學(xué)報(bào),2006,27(3):196-200.
[8]Sungtae Kim,Youngsuk Kim.Analytical study for tube hydroforming[J], Journal of Materials Processing Technology,2002,128(1):232-239.
[9]謝玲玲,王萍.無縫鋼管空拔成形的有限元模擬研究[J].熱加工工藝,2011,40(1):99-101.
[10]薛隆泉,何亞峰.基于ANSYS/LS-DYNA的空拔鋼管有限元分析[J].塑性工程學(xué)報(bào),2005,12(2):74-77.
