網版激光制作技術及高清大理石瓷磚研制
2016-01-16 05:24:20楊君之,李炯志,黃海發等
陶瓷 2015年10期
關鍵詞:工藝
網版激光制作技術及高清大理石瓷磚研制
楊君之1李炯志1黃海發2皮小萌2
(1 簡一陶瓷有限公司廣東 清遠511500)(2 簡一陶瓷有限公司廣東 佛山528031)
摘要運用跨界思維設計,將輥筒激光雕刻技術與傳統的制網技術相結合,使絲網印刷能夠獲得清晰的印刷效果。并用該技術,結合印刷布釉,設計和研發出具有自主知識產權的“立體高清圖案大理石瓷磚”產品。
關鍵詞網版印刷高清圖案大理石瓷磚
作者簡介:* 楊君之(1967-),本科,高級工程師;主要從事陶瓷開發與管理工作。 李炯志(1974-),大專,工程師;主要從事陶瓷研發工作。
中圖分類號:TQ174文獻標識碼:A
在技術創新的驅動下,中國建筑衛生陶瓷近30年來有了巨大的飛躍,在許多領域實現了重大突破。其中產品的裝飾一直是行業技術創新的熱點,特別是施釉工藝、印刷工藝的發展,有力地推動了陶瓷磚美學性能和裝飾效果的提升。
絲網平面印刷是最早應用于陶瓷磚生產的印花技術(簡稱絲網印刷)。其原理是利用預先曬網處理有圖案效果的網版,控制顏料(釉漿)定向位置印刷在陶瓷磚表面(不同的顏色有不同的網版,通常需要2~3個網版組成,最多的可達5~6個網版)。絲網印刷投入費用低、適應范圍廣、生產成本低、色彩豐富、立體感與厚重感強,不但可以應用于普通釉漿,而且還可以應用于坯體滲花、干法印刷、印刷施釉等。但絲網印刷最突出的弱點是分辨率低、清晰度差,另外容易產生時間色差和位置色差,尤其是大規格磚最為明顯。
膠輥雕刻印刷原理是利用預先經激光雕刻處理、有圖案效果的橡膠輥筒,將顏料(釉漿)填充在輥筒的凹坑內,然后在定向位置印刷于陶瓷磚表面(不同的顏色有不同的膠輥,通常需要2~3個輥筒組成,最多的可達5~6個輥筒)。輥筒印刷分辨率有明顯提高、清晰度好,生產效率高、顏色豐富,而且可以適應輕度凹凸不平的瓷磚面,能夠獲得連續而不重復的圖案。但輥筒印刷產品層次感與立體感不強、厚重感較差、生產成本高、轉產所需時間長,對釉漿性能要求高,不能適用于干粉印刷。因此,在行業的普及率不如絲網印刷。
噴墨印刷技術是近年陶瓷行業發展起來的新技術(簡稱噴墨打印)。其原理與普通辦公噴墨打印機相同。由于陶瓷顏料是非水溶性的合成礦物,不同于一般墨水,其細度和懸浮性成為該技術的核心,目前該技術的核心材料(墨水和噴頭)多來自國外進口。噴墨印刷技術最突出的優點是分辨率高,圖案清晰度好,而且能夠適應各種復雜的圖案,可以通過電腦,隨時更換花式,轉產極為方便,由于噴頭沒有與磚面直接接觸,色差極小,而且可以在凹凸不平的磚面上印刷。但噴墨印刷技術也有不足,色彩欠豐富、產品質感單薄、設備投入費用大、生產成本高、對墨水要求高、對生產環境要求高等。
綜合考慮以上3種印刷技術的特征,我們將輥筒激光雕刻技術與傳統的制網技術相結合,使絲網印刷在保持其自身優勢的同時又能夠獲得高清的印刷效果。并且利用該技術,推廣應用印刷布釉,創新設計和研發出具有自主知識產權的“立體高清圖案簡一大理石瓷磚”產品系列,實現了技術創新與自主設計同步推進的跨界技術思路。
1設計技術思路
傳統的陶瓷磚絲網印刷技術是利用預先制作好圖案的網版,然后通過刮刀將印釉透過網版,印在陶瓷磚表面,形成圖案如圖1所示。表2為陶瓷磚傳統絲網目數。
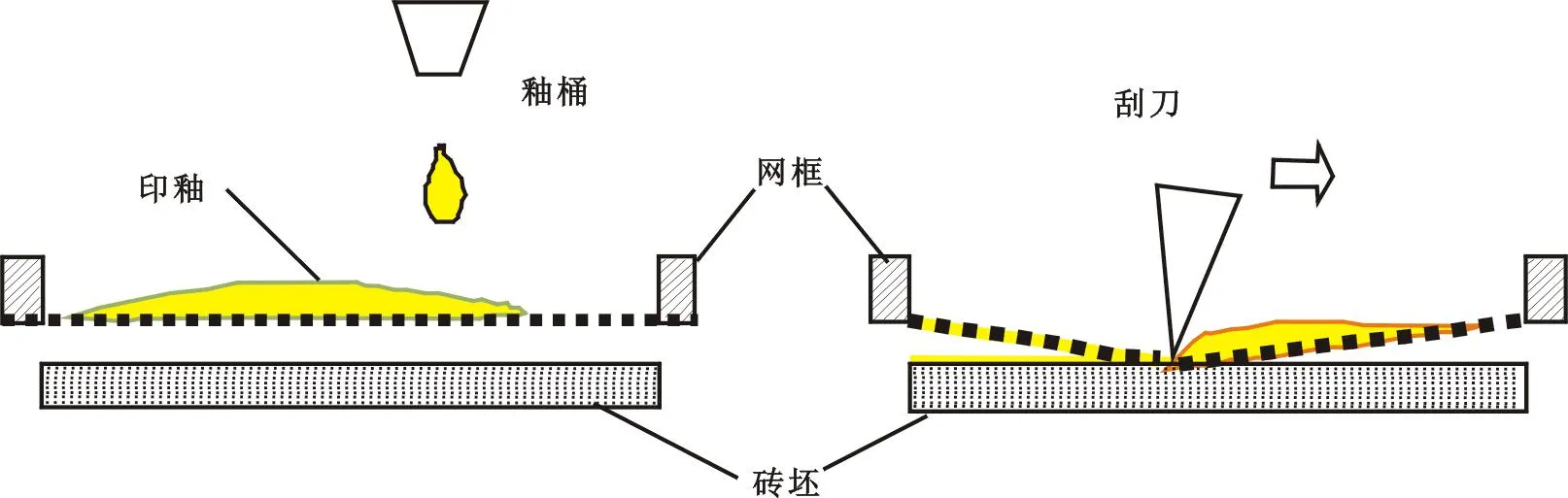
(A)布料過程 (B)刮印過程
網版制作是陶瓷磚絲網印刷的基礎工作,每一種顏色均需要制作一個網版。其中重要的技術參數是網版目數(孔徑)大小的選擇(見表2),目數越高(孔徑越小),圖案的分辨率越高,但印釉通過網眼就越困難,越容易產生堵網,產生圖案色差,影響印刷效率,反之亦然。圖2為傳統絲網制作流程圖。

表2 各種陶瓷磚傳統絲網目數

圖2 傳統絲網制作流程圖
在保證網版通透度(保證印釉順利通過)的前提下,提高絲網圖案分辨率是該技術項目的核心內容。因此,首先要詳細分析影響網版通透度和圖案精度的因素。通過顯微鏡分析,我們發現,傳統的感光制版,絲網圖案的缺陷主要緣于兩個重要原因。

圖3 感光方法造成網線與膠膜粘連附著
第一是膠膜與網線有粘連附著,沖水時無法徹底清除網線周邊的非圖案膠膜,降低了絲網的通透度,在印刷使用時容易產生“缺花”、“蒙花”,并產生色差。而且隨著絲網目數上升,粘連附著情況越加嚴重,如圖3所示。
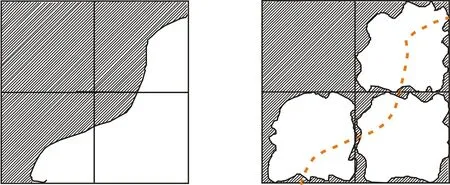
第二是只能以網格單元形成膠膜,無法以非整網格形成膠膜,是造成圖案輪廓失真的重要原因,印刷后往往在磚面圖案顯示“格子印”,而且隨著絲網目數的降低情況尤其明顯,如圖4所示。
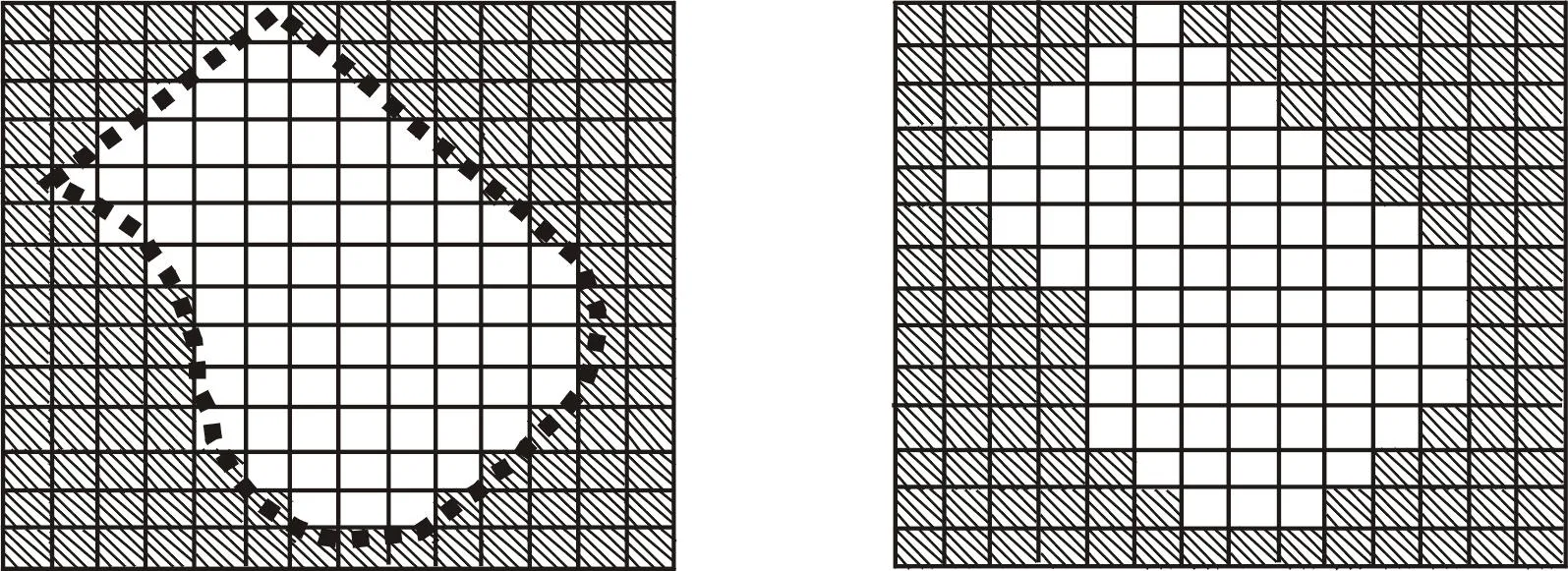
(A)原圖案真實形狀 (B)絲網上圖案形狀

(C)原圖案真實輪廓 (D)網格上圖案輪廓
針對目前絲網制版存在的兩大問題,我們提出了本項目的技術創新思路。
2網版激光制作技術創新點
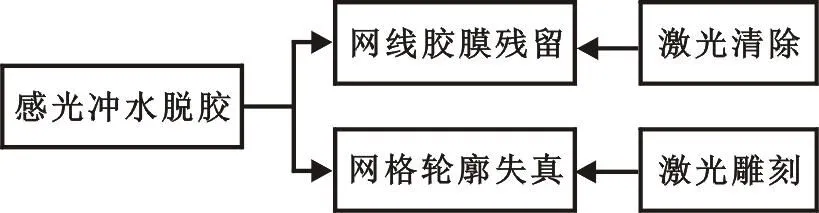
圖5 技術創新路線圖
本項目在傳統絲網印刷技術的基礎上,運用激光雕刻技術,實現網版制作的技術創新,解決傳統網版分辨率低、易堵網等問題。并運用該制版方式,制作出能夠適合于印刷布釉的特殊網版,對“全拋釉”產品(瓷質釉面拋光磚)施釉方法進行技術創新,實現凹凸表面效果的施釉效果。圖5為技術創新路線圖。
2.1網版激光制作技術
本項目絲網制作流程圖如圖6所示。
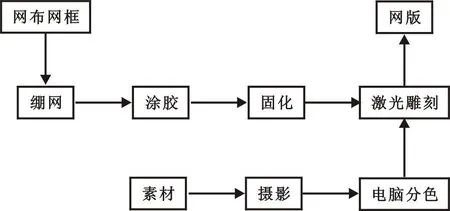
圖6 本項目絲網制作流程圖
本項目與傳統的感光沖洗制版方法相比較,同樣需要進行分色,每一種顏色對應一個網版,不同之處主要體現兩方面:
1)本項目先固化網屏(膠膜),然后再刻出圖案;傳統沖曬方法則先曬出圖案,再固化網屏;
2)本項目采用電腦直接控制雕刻,不需要先制作膠片(菲林);而傳統沖曬方法需先制作膠片,不能電腦直接輸入。
本項目制作網版主要技術參數如表3所示。

表3 本項目制作網版主要技術參數
通過控制激光源強度,按電腦設定圖案的輪廓進行對膠膜進行雕刻,確保對非圖案膠膜清除時,不會損傷網線。運用“激光雕刻”制作的網版,分辨率明顯高,圖案清晰度高,網眼通透。制作過程中取消了制作菲林,可直接使用樹脂固化,不需使用感光膠,減少了廢水和有害物質的產生,降低了制作成本。網版經陶瓷生產實際應用,印釉滲透順暢,不容易產生色差,而且缺花、蒙花缺陷明顯下降。
本項目網版與傳統沖曬網版使用效果比較如圖7及表4所示。
(A)本項目網版效果 (B)傳統沖曬網版效果

工藝分辨率色差缺陷缺花、蒙花缺陷率擦網頻率網版壽命傳統沖曬120目,有格印每萬m23~5個色號1%~2%每隔5~6min1次3000~6000次本項目技術相當360目以上每萬m21個色號0.2%以下每隔12~15min1次12000次以上
2.2平板印刷施釉技術
根據不同產品的釉面要求,傳統的施釉方法有甩釉、噴釉、淋釉等。總體上通過施釉器將釉漿覆蓋于施釉線上,使行走的磚坯獲得施釉,多余的釉漿回流入釉漿桶內,重新過篩循環使用。利用絲網印刷進行施釉的工藝目前很少見,而且只限于干法施釉(干粉印刷),因為傳統的絲網厚度、通透度都很難滿足施釉量的要求。
本項目“網版激光制作技術”的研發成功,為“平板印刷施釉技術”創新提供了重要的基礎。平板印刷施釉技術主要針對“全拋釉”(釉面拋光)磚的面釉施釉。
目前“全拋釉”產品施釉印刷工藝流程如圖8所示。

圖8“全拋釉”產品施釉印刷工藝流程
“全拋釉”產品的特點是采用“釉中彩”工藝,即圖案是在底釉和面釉中間,不僅對面釉的透明度要求較高,而且要求面釉層厚度比較厚(一般在0.3~0.5mm),目前行業中的工藝是采用“淋釉”的方法。
淋釉工藝原來主要應用于早年的內墻磚的生產,施釉量比較大,釉層較厚、釉面平整。但淋釉時釉漿的有效利用率較低,需要全面覆蓋磚面,不僅造成有掛邊現象,而且釉層只能呈現平面狀態,不能獲得凹凸的立體效果。
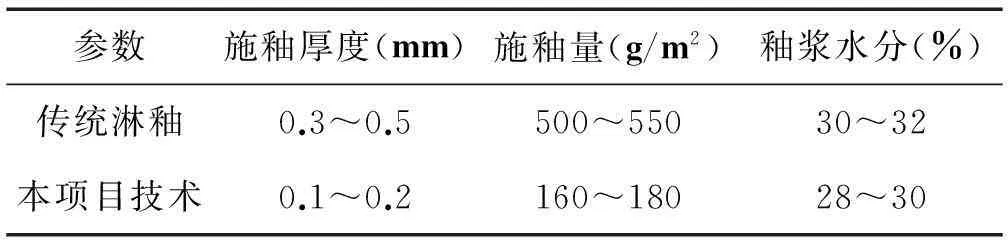
表5 平板絲網印刷施釉的主要工藝參數
注:施釉量以施釉線耗用統計為依據。
本項目通過激光制版技術,創新設計出具有高清立體圖案紋理的加厚膠膜、專門應用于“全拋釉”施釉的網版,然后運用平面絲網印刷方法進行面釉的施釉,根據產品尺寸控制施釉的有效面積,避免了釉漿掛邊浪費,有效地解決了原來淋釉無法解決的問題,并且獲得具有凹凸立體效果的面釉層(見表5、表6、圖9、圖10)。
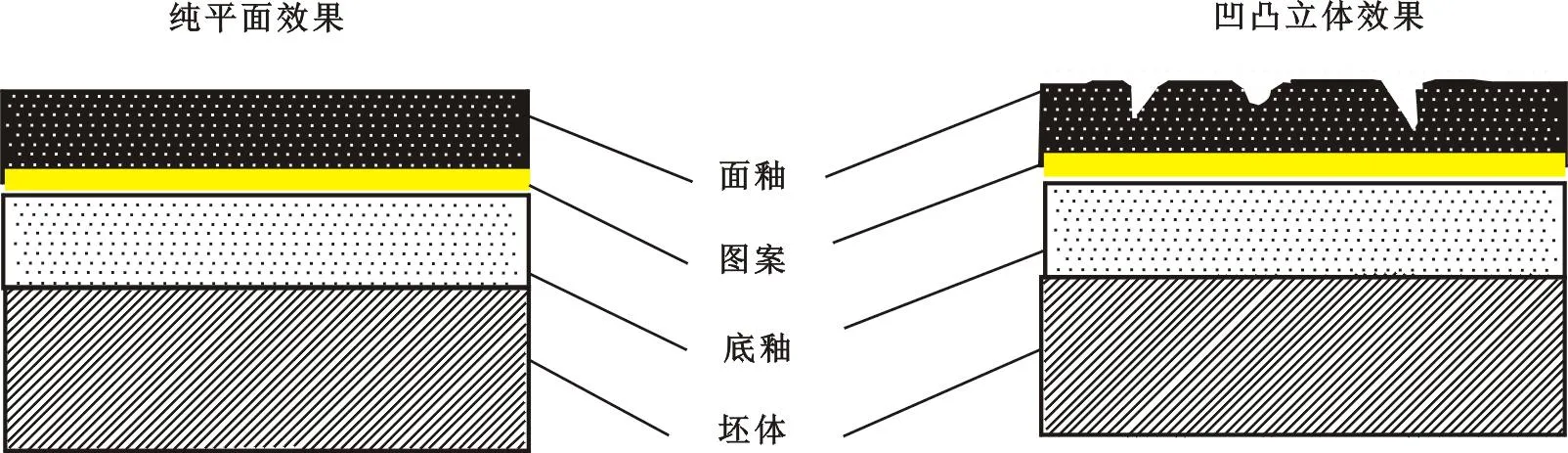
(A)淋釉效果 (B)印刷施釉效果

(A)傳統沖曬制作的普通網版

(B)激光雕刻制作的印刷施釉網版
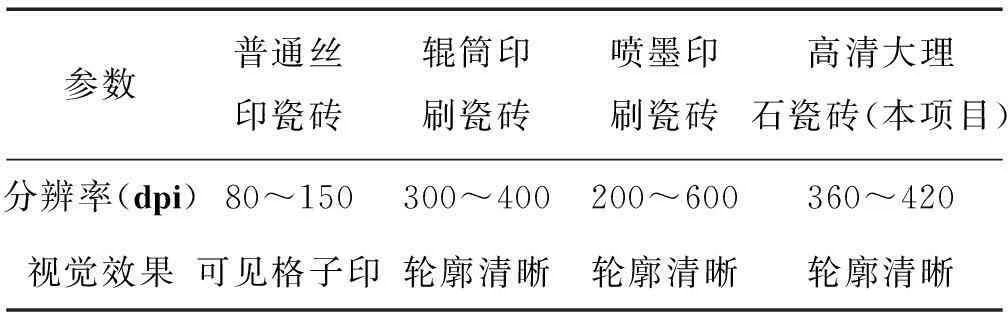
參數普通絲印瓷磚輥筒印刷瓷磚噴墨印刷瓷磚高清大理石瓷磚(本項目)分辨率(dpi)80~150300~400200~600360~420視覺效果可見格子印輪廓清晰輪廓清晰輪廓清晰
3高清大理石瓷磚產品特征
網版激光制作技術、平板印刷施釉技術的研發成功,為產品的自主設計提供了重要技術支持。運用該技術,我們研制出具有新穎裝飾效果的“高清立體圖案大理石瓷磚”產品。
3.1高清紋理
高清立體圖案大理石瓷磚產品圖案紋理清晰,分辨率比傳統絲網印刷有顯著的提高,甚至接近和達到噴墨印刷的效果,為圖案的選擇拓展了很大的空間,許多復雜的石材圖紋得到了應用,極大地豐富了裝飾圖案的素材。
3.2平整度高
高清立體圖案大理石瓷磚產品生產中應用了“平板印刷施釉技術”進行面釉的施釉,面釉的致密度和平整度有明顯的改善,為瓷磚的煅燒過程提供了重要的技術支持。表7為本項目與普通“全拋釉”平整度比較。

表7 本項目與普通“全拋釉”平整度比較
注:以上參數以900mm×900mm規格產品為例,經彎曲值表示。
3.3固廢減少
高清立體圖案大理石瓷磚產品生產通過應用了“網版激光制作技術”、“平板印刷施釉技術”,有效地解決了施釉掛邊問題,煅燒平整度得到了有效提高,降低了磨邊、拋光切削量,不但有效地提高了冷加工(磨邊、拋光)的生產效率,而且冷加工產生的固廢物量減少了20%~25%,同時推進了清潔生產的進步(見表8)。

表8 本項目與普通“全拋釉”冷加工量比較
注:以上參數以900mm×900mm規格產品為例,經彎曲值表示。
4生產工藝
4.1坯料配方
坯料配方化學成分見表9。

表9 坯料配方化學成分(質量%)
4.2釉料配方
釉料配方原料組成見表10。

表10 釉料配方原料組成(質量%)
4.3漿料制備
漿料制備主要工藝參數見表11。
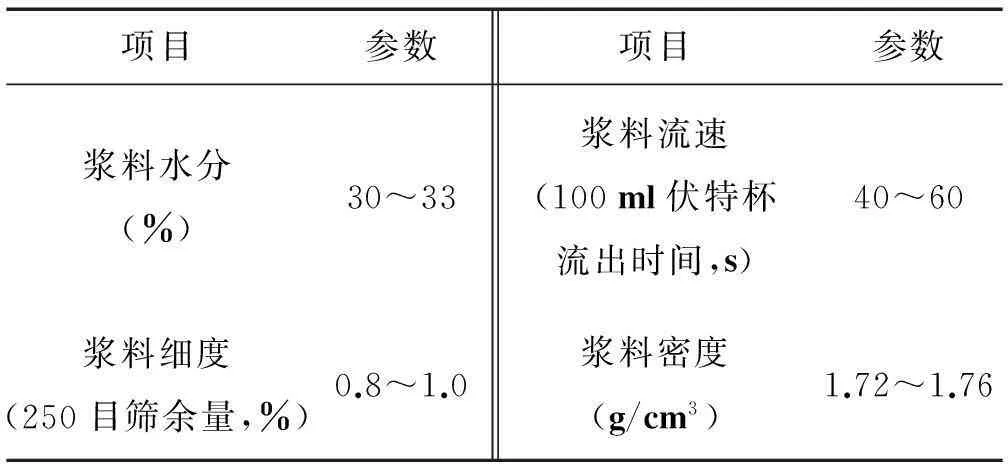
表11 漿料制備主要工藝參數
4.4粉料制備
粉料制備主要工藝參數見表12。

表12 粉料制備主要工藝參數

流動性(自然休止角)自然休止角≤23度
4.5成形
壓制成形主要工藝參數見表13。
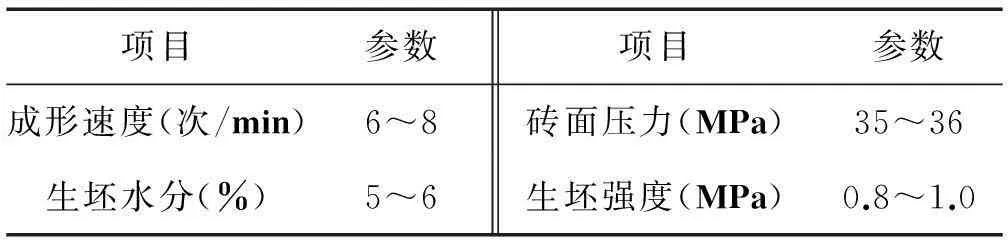
表13 壓制成形主要工藝參數
注:以上參數以900mm×900mm規格產品為依據
4.6坯體干燥
坯體干燥主要工藝參數見表14。
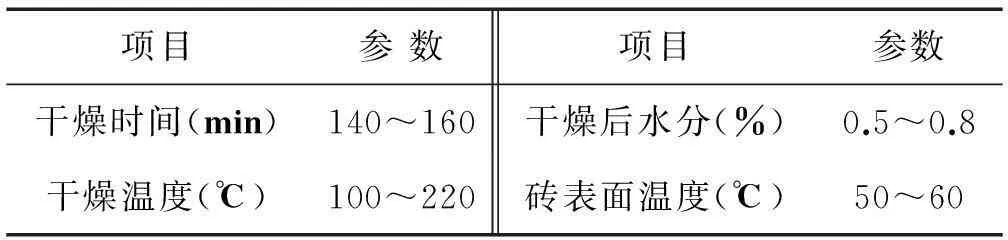
表14 坯體干燥主要工藝參數
4.7高溫燒成
高溫燒成主要工藝參數見表15。
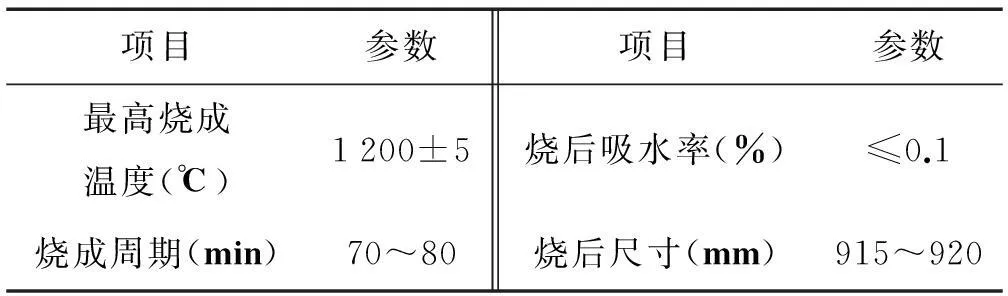
表15 高溫燒成主要工藝參數
注:以上參數以900mm×900mm規格產品為依據。4.8產品性能
經檢測產品各項指標符合Q/JY2-2009標準(簡一陶瓷企業標準),放射性符合GB6566-2001標準中A類裝飾材料要求。
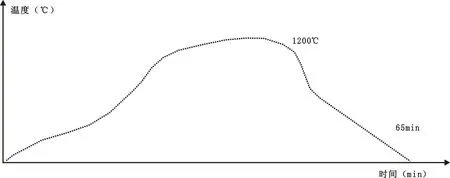
圖11 高清大理石瓷磚燒成曲線圖

項目參數項目參數平均吸水率(%)≤0.05耐磨性(轉)2100破壞強度(N)≥2500耐污染性(級)5斷裂模數(MPa)≥35平整度(mm)≤0.5
5結語
“網版激光制作技術及高清大理石瓷磚研制”項目,主要對“網版激光制作技術”、“平板印刷施釉技術”兩大技術進行了跨界思維創新,突破了傳統網版制作、施釉工藝的局限,使絲網印刷分辨率和清晰度大幅度提升,產品質感明顯提高,對推動陶瓷行業清潔生產,加快陶瓷磚行業技術進步起到積極的作用。
1)本項目淘汰了傳統的菲林制網工藝,避免了膠片的消耗和顯影、定影藥水的使用,降低了網版制作的沖水量,在一定程度上減少了材料的消耗,降低了對環境的影響。
2)本項目通過改進施釉方式,降低了釉漿的用量,提高了產品平整度,減少了坯體的成形尺寸,有效地減少磨邊、拋光產生的固廢物。
3)本項目創新了絲網制作工藝和施釉方法,為行業提供了新的施釉工藝方法,有力地推動了行業的技術進步。
到目前為止,本項目技術成果從實驗室小試、中試,到生產線試產、全面投產,理論研究到生產應用均獲得成功,生產過程無重大或關鍵的技術障礙,技術成熟,已經順利、全面完成立項時預期研究工作目標。該項目的后續創新主要是更大規模進行生產實踐的推廣,以及將技術的應用進一步拓展到更廣泛的其他產品和領域。
參考文獻
1郭慶.陶瓷印花技術的發展現狀.佛山陶瓷,2014(4):12~15

猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
