基于 CAXA的非圓弧曲面車床零件工藝改進
2016-01-16 22:51:38顧麗敏
智能制造 2015年12期
關鍵詞:程序
顧麗敏
介紹了應用 CAXA數控車軟件對非圓弧曲面的車床零件進行工藝制定及加工的方法,包括零件的外形輪廓建模,毛坯建模,曲面輪廓粗精車加工的參數設置及軌跡仿真,并將軟件生成的刀具軌跡 G代碼傳輸至 FANUC系統的 CK6140數控車床,實現零件的車床實際加工。經實踐證明,通過采用 CAXA數控車軟件對非圓弧輪廓曲面零件進行自動編程加工,可以較好地改進零件的加工工藝,在提高加工質量的同時縮短編程時間,提高產品的加工效率。
一、引言
數控車床一般用來加工軸類或者盤類的回轉體零件,對于一些簡單的回轉體類零件,其輪廓主要由直線和圓弧曲線構成,采用編程指令 G01、G02和 G03來實現。但對于一些輪廓較為復雜的零件,尤其是用方程描述的列表曲線類零件,如拋物線、橢圓等外輪廓,編程人員只能利用宏程序進行編程加工,但宏程序涉及很多的變量參數設定和復雜的循環及跳轉程序結構,計算復雜且工作效率低。若采用軟件自動編程方法,則可以明顯提高編程效率,優化加工工藝,尤其是在外形輪廓是非圓弧的復雜曲面編程中,更能發揮其優勢。下面通過非圓二次曲線輪廓零件的數控編程來介紹CAXA數控車在自動編程中的具體應用。
二、二次曲線輪廓零件分析
1.手工編程難點分析
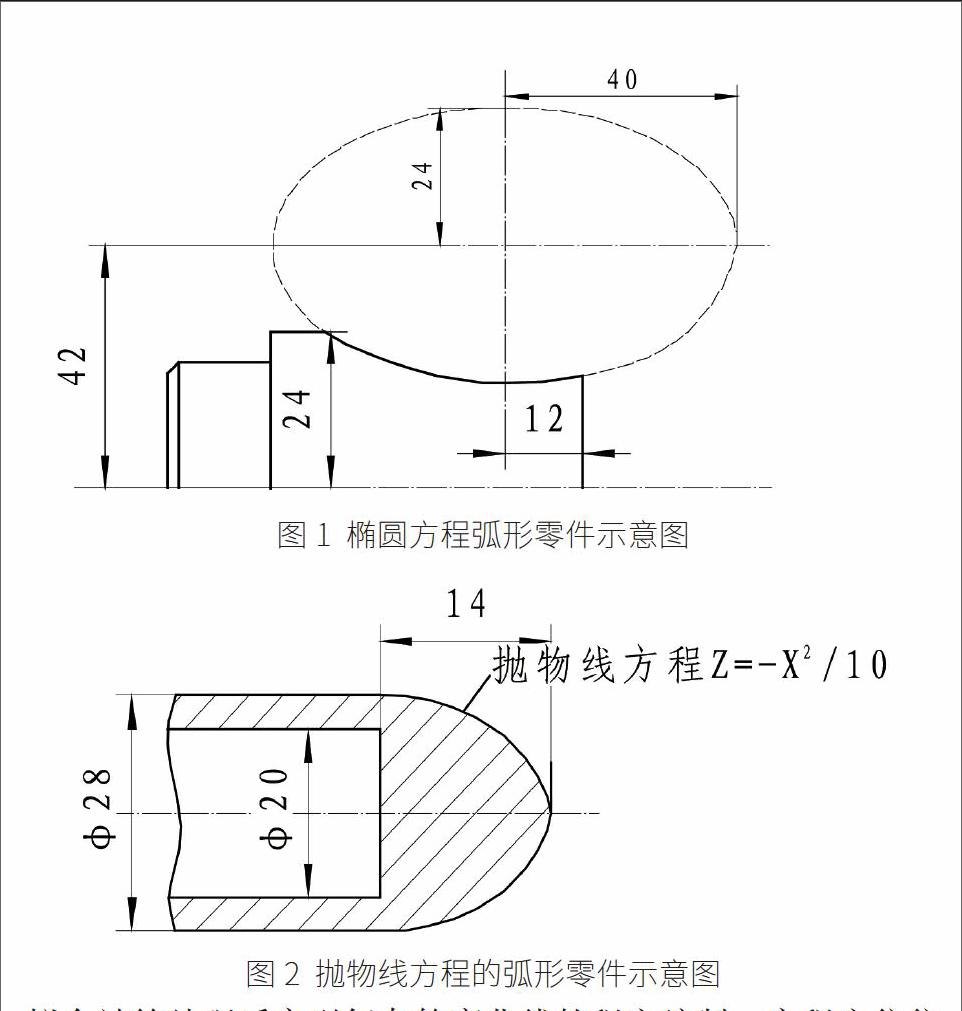
在一些有特殊要求的非圓弧曲線輪廓零件中,其外輪廓曲線非一般簡單圓弧面所構成,而是用方程描述的列表曲線方程所構成,例如雙曲線方程、橢圓方程或者是拋物線方程。如圖 1和圖 2所示。
對于上述具有二次曲線輪廓的車床零件,編程人員一般都需要通過宏程序實現,通過設置變量參數,用 G01程序語言嵌套在循環、判斷及跳轉的結構中,以直線插補原理擬合計算處理后實現復雜輪廓曲線的程序編制。宏程序往往具有一定的局限性,一方面利用宏程序編程時,要求編程人員懂得計算機語言方面的知識,例如變量的設定,循環語句、判斷語句及跳轉語句的格式、程序的調試等,對編程員技術水平要求較高;另一方面由于二次非圓弧曲線的原點與編程原點不重合,導致在手工編程時需要進行加工坐標平移計算,影響編程的工作效率。
2.二次曲線輪廓的工藝分析
(1)零件圖分析。
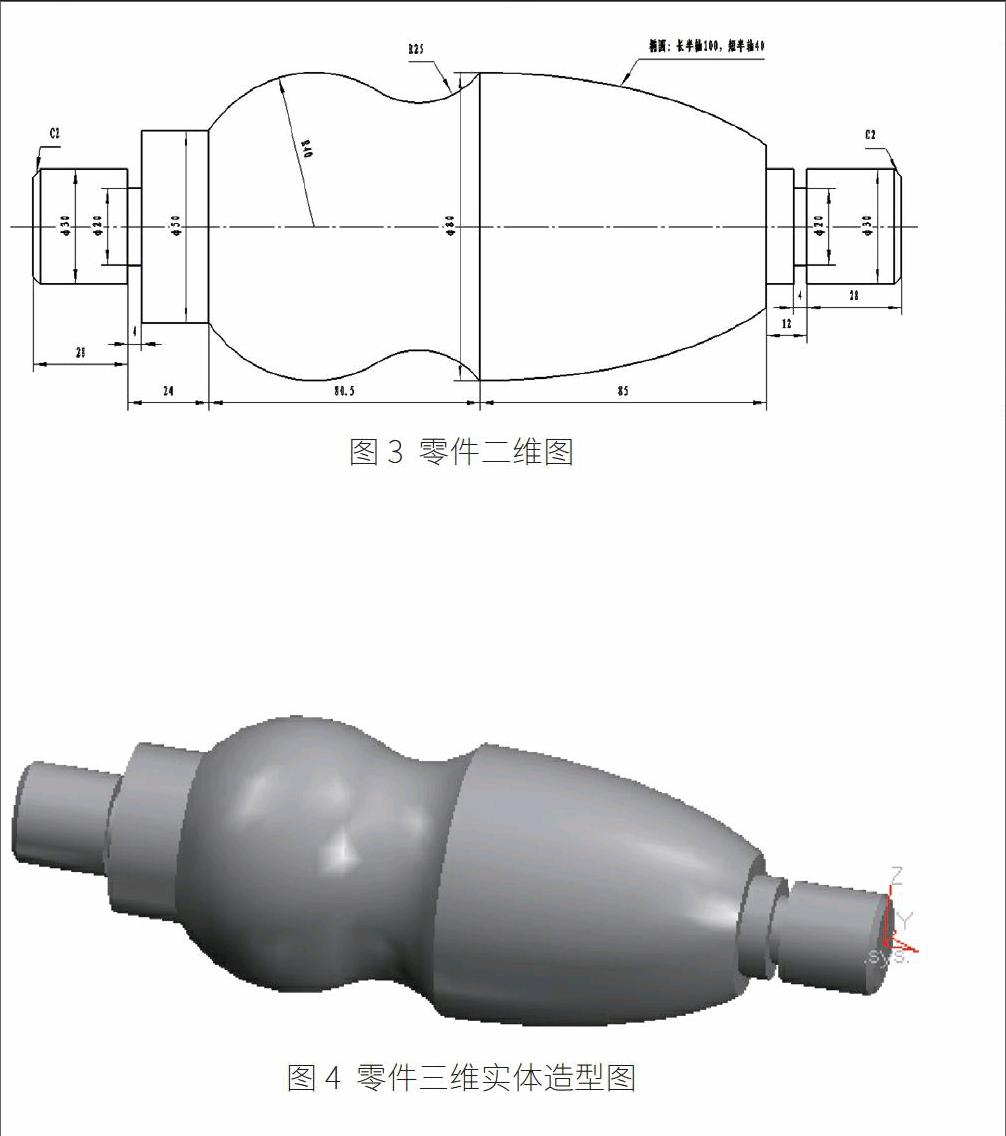
如圖 3所示,該零件的外輪廓線由直線、橢圓以及兩段圓弧所構成,其編程加工的難點在于由橢圓外輪廓線、 R25的圓弧段和 R40的圓弧段相切形成的光滑外圓面的編程計算。若使用手工編程,需要借助計算機輔助繪圖來計算節點坐標位置,同時需要利用宏程序語言完成橢圓段曲線的程序編制,工作量較大且加工效率低。
因此利用 CAXA數控車對該零件進行自動編程以改進零件的加工工藝,可以取得較好的加工效果。零件的三維實體造型如圖 4所示。
(2)零件加工工藝分析。
該零件在實際加工時首先夾持右端,加工左端輪廓線至 Φ50的外圓面處,之后掉頭裝夾在 Φ50外圓面處加工右端輪廓線及寬為 4mm的槽加工,右端的加工難點就在于 R25、 R40及橢圓段的外輪廓編程,下面著重介紹基于CAXA數控車軟件的外輪廓的粗、精加工編程。
①確定毛坯及裝夾方式。根據零件圖選毛坯為 Φ90×265的圓棒料,材料為45鋼。使用液壓卡盤夾緊工件,伸出右端加工長度,精車右端面保證總長的同時建立編程坐標系,以工件 Φ30右端面的中心為編程原點。
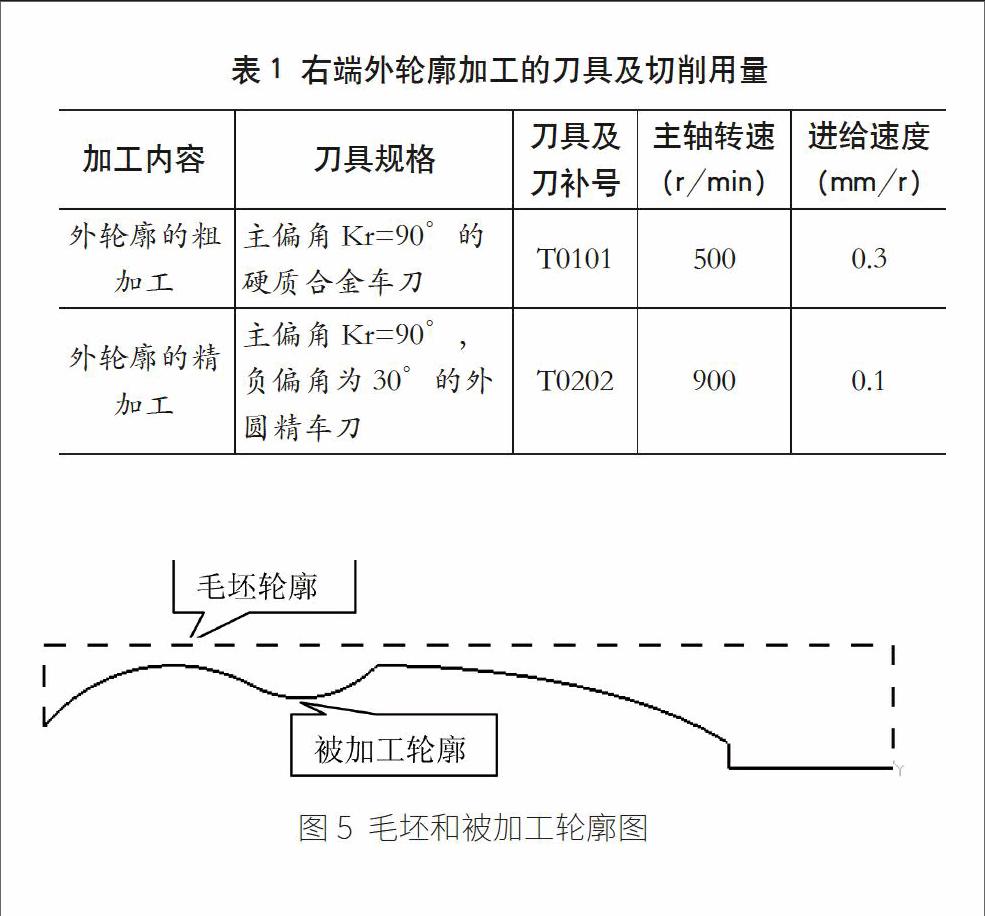
②確定數控刀具及切削用量。根據該零件右端外輪廓的加工要求,選擇刀具及切削用量如表 1所示。
三、CAXA數控車的加工設置
1.毛坯及外輪廓的建模
在 CAXA數控車軟件中對加工對象進行輪廓建模時,需要同時給出毛坯輪廓和加工對象的外輪廓。如圖 5所示,虛線所示的為零件毛坯輪廓線框,實線所示為被加工外輪廓曲線。在零件輪廓建模時,只需要給出加工軌跡輪廓,無需繪制完整的零件圖。另外寬 4mm的槽加工在輪廓線加工結束后利用槽加工命令完成,因此在外輪廓粗精加工時忽略槽的輪廓線,最右端只需要繪制Φ30×40的外圓面尺寸線即可。
CAXA數控車軟件在提供繪制輪廓線命令的同時,也給出了較好的文件轉換和導入功能。可以在 CAXA電子圖板軟件中完成輪廓圖的繪制,經 CAXA數控車中的數據輸入到 CAXA數控車的界面中。
2.零件外輪廓加工
(1)外輪廓粗車加工。
輪廓粗車功能主要用于對工件外輪廓表面、內輪廓表面和端面的粗車加工,用于快速消除毛坯多余部分加工軌跡的生成、軌跡仿真以及數控代碼的提取。進行輪廓粗車操作時,要確定被加工輪廓和毛坯輪廓。被加工輪廓就是加工結束后的工件表面輪廓,毛坯輪廓就是加工前毛坯的表面輪廓。作圖時,一定要注意被加工輪廓和毛坯輪廓必須兩端點相連,兩輪廓共同構成一個封閉的加工區域,在此區域的材料將被加工去除,同時被加工輪廓和毛坯輪廓不能單獨閉合或者自相交。
根據加工工藝中先粗后精的加工工藝原則,首先對零件右端的外輪廓進行粗車加工,單擊 CAXA數控車工具欄上的“輪廓粗車”圖標,根據加工要求填寫各項加工參數、進退刀方式、切削用量的粗車參數表。在 CAXA數控車軟件中,只有默認的一把 Lt0的車刀,因此需要根據實際情況添加粗車所需外輪廓車刀,并設置相應的刀具參數。粗車加工參數和輪廓車刀選取如圖 6和圖 7所示。
在合理設置各項參數之后,根據系統提示分別拾取圖 5中的被加工輪廓和毛坯輪廓。系統默認拾取方式為鏈拾取,這樣會將毛坯輪廓和被加工輪廓混在一起,因此需要單擊空格鍵切換拾取方式,采用單個拾取或者限制鏈拾取的方式,確定圖 5中的被加工輪廓線(實線顯示部分),之后確定毛坯輪廓,即圖 5中的虛線部分。這樣被加工輪廓線與毛坯輪廓線所封閉的區域即為去除材料的部分,最后按照系統提示確定刀具的進退刀點,系統則自動生成粗車外輪廓的刀具軌跡圖,如圖 8所示。
(2)外輪廓精車加工。
輪廓精車實現對工件外輪廓表面、內輪廓表面和端面的精車加工。輪廓精車時,只需要確定加工輪廓,無需確定毛坯輪廓。被加工輪廓就是加工結束后的工件表面輪廓,被加工輪廓不能閉合或自相交。外輪廓的精車與粗車設置相似,只是將加工參數適當改變,用其余采用系統默認設置,此處不贅述。
(3)外輪廓的粗精加工軌跡仿真及程序生成。
在 CAXA數控車軟件中生成的粗、精加工刀具軌跡,可以進行模擬仿真,以驗證加工程序的正確性。具體操作如下:單擊數控車工具欄中的“軌跡仿真”圖標,CAXA數控車系統可以自動進行軌跡仿真。選擇“二維實體”、“缺省毛坯輪廓”方式。根據系統提示,拾取已經生成的粗、精加工刀具軌跡,系統開始進行仿真。通過軌跡仿真,觀察刀具走刀路線以及是否存在干涉及過切現象。圖 9為外輪廓粗精加工后的仿真結果示意圖,圖 10為切槽加工后的最終加工效果圖。
程序 G代碼生成是根據當前數控系統的配置要求,把刀軌路徑的走刀路線轉化成 G代碼數據文件,即自動生成CNC數控程序,具體操作過程如下。
運行主菜單中的數控車 -代碼生成命令,或者單擊數控車工具欄中的“代碼生成”圖標,填寫“后置文件”對話框的相關參數,保存后置文件(*.cut)的地址,輸入程序名稱,之后單擊“打開”按鈕,在加工區域拾取所需的刀具路徑軌跡,系統自動生成“記事本”文件,即為生成的數控G代碼程序。圖 11為該零件粗加工的部分程序代碼。
3.機床設置及程序后置處理
當采用自動編程時,經過刀具走刀路徑計算產生刀位文件,然后通過后置處理轉換成為可用于實際加工的 G代碼程序。CAXA數控車具有靈活多樣的通用型后置處理模塊,針對不同類型的數控系統,可以根據機床類型修改后置處理文件,包括刀位走刀路徑的點位坐標,刀具信息、主軸轉速和進給量等相關信息,修改后輸出至相應數控系統中,用于實際車床的加工操作。以法蘭克系統的數控車床為例,打開軟件選擇機床設置選項卡,增加機床,設置相應的數控代碼,數控程序格式參數。程序格式參數包括程序說明、程序頭和程序尾等內容。
(1)設置方式:宏指令設置程序格式參數,其中宏指令為:$+宏指令串。
(2)程序說明:記錄程序的名稱、編制日期等信息。代碼設置為:O$POST_CODE。
(3)程序頭:數控程序開頭部分都相對固定,包括工件坐標系設置,絕對坐標設置、主軸啟動,以及冷卻液開啟等,代碼設置為:$DCMP_OFF $ $G21 $ $WCOORD$ $G90 @$CHANGE_TOOL $TOOL_NO$COMP_NO @$SPN_F$SPN_SPEED $ $SPN_CW @$COOL_ON。
四、結語
采用 CAXA數控車軟件對二次非圓弧曲線類零件進行造型、輪廓設計、仿真加工及程序后置處理,避免了手工編程中復雜的節點計算,可縮短編程所需的輔助時間,使得產品的加工工藝得到優化,提高了編程的效率,降低生產成本,因此可廣泛應用于制造類企業的新品研發生產中。 IM
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
