基于模糊Smith方法的航標烤漆室恒溫控制系統設計
2016-01-18 05:46:04吳和宣
自動化與儀表 2016年8期
張 晶 ,吳和宣 ,魏 武
(1.華南理工大學 自動化科學與工程學院,廣州 510641;2.廣東省航道局,廣州 510030)
航標是保障海(江)中船舶安全航行的重要助航設施。一個新投放于海(江)中工作的浮標,隨著工作時間的延續,長期浸泡在水中表面易受腐蝕,最終要周期性的回收保養。航標表層防腐蝕涂裝的質量對浮標的周期性壽命有著決定性的影響[1]。
防腐涂裝的油漆涂上后需要在專用的航標烤漆室進行恒溫烘干,烤漆室的溫度控制對于航標涂裝最后的質量具有較大影響。航標烤漆室作為被控對象具有典型的大滯后大慣性的特點,由于在其中進行烘干的航標數量并不確定,故還具有時變的特點,其控制難度比較大。
目前全國大多數烤漆室的溫度控制采用比較成熟的PID控制方案,其具有結構簡單、魯棒性好、控制直觀等優點。但是對于具有大滯后,時變等特點的對象,一般的PID算法很難對其進行快速有效的控制,并且對對象的適應能力較弱[2]。因此,本文設計了一套基于模糊Smith智能控制算法以及STM32單片機的控制系統,用于控制具有大時滯、大慣性以及時變特性的恒溫烤漆室。
1 硬件系統結構
本文設計的溫度控制方案的硬件系統主要由STM32控制器、溫度傳感器、功率控制器、時鐘與復位電路、輸入鍵盤以及顯示模塊組成。其中STM32、時鐘電路、輸入鍵盤和LCD顯示器集成在一塊主控板上,安裝于工人操作臺。溫度傳感器安裝于烤漆室內部并與主控板相連。加熱爐功率控制器接收STM32的設定值并控制加熱爐的功率。
本方案采用了型號為STM32F103ZET6的芯片作為控制系統的主控制器。該型號芯片自帶512 KB的Flash和64 B的SRAM,不需要外接存儲器,還擁有3個12位模數轉換器ADC、11個定時器、112個快速I/O接口,資源豐富,可以滿足本方案的需求,同時保證了較低的成本和功耗[3]。
溫度傳感器模塊采用DS18B20,該模塊成本低廉,抗干擾能力強,有12位精度。BS12B20安裝于烤漆室內部,通過線路與主控板相連接。測得的溫度經STM32的ADC轉換為數字量輸入,經過模糊Smith控制器算法模塊計算后輸出PWM波作為加熱爐功率控制器的控制信號。
LCD顯示模塊采用常見的2.8寸TFT-LCD顯示屏,用于顯示當前溫度,加熱時間,以及設定溫度等數據。另外配有常見矩陣鍵盤進行系統設置。
功率控制器作為控制單元,接收PWM波,按照PWM波的占空比調整加熱爐的功率,以改變烤漆室的溫度。硬件系統框圖如圖1所示。
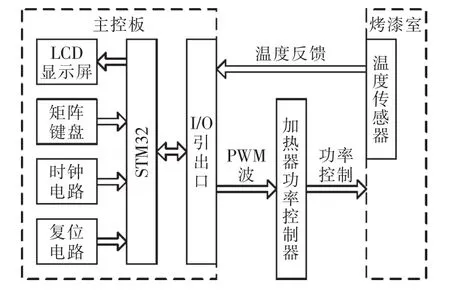
圖1 硬件系統Fig.1 System framework for hardware
2 模糊Smith控制器
2.1 Smith預估理論
時間滯后大系統難以控制的根源是因為控制對象的純滯后環節會包含在系統的特征方程中,使得系統不穩定。對于時間滯后大的系統,常采用在控制器上并聯一個Smith預估器的方法來用于補償控制對象的純滯后,消除時滯環節的影響[4-6]。Smith預估的原理框圖如圖2所示。
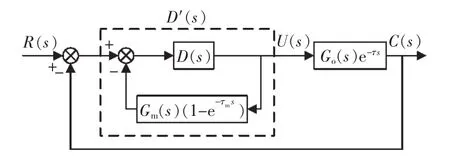
圖2 Smith預估原理Fig.2 Smith predictor schematic diagram
圖中:D(s)為控制器;Go(s)e-τs為帶有純滯后環節的控制對象;Gm(s)(1-e-τms)為 Smith 預估器。 Smith 預估器的 Gm(s)應當盡可能等于被控對象的 Go(s),τm應該盡可能等于被控對象的τ。經過計算可知整個系統的閉環傳遞函數為

可以看出,能準確得知被控對象的情況下,加入Smith預估控制器可以有效地消除系統傳遞函數特征方程中的純滯后環節,使得系統控制效果變得更好。
2.2 模糊PID與Smith預估復合控制器設計
Smith預估需要被控對象的參數來設定控制器,對于大滯后系統,當能夠較為準確地獲得被控對象的參數的時候,Smith預估控制器的控制效果明顯優于常規PID控制。但是在實際生產過程中,往往難以準確獲取被控對象的準確模型,如果控制對象的模型誤差較大的話控制效果會急劇下降甚至出現發散。考慮到這一情況,本文在控制系統中引入了對模型參數變化不敏感的模糊控制器。
模糊控制器不依賴具體的數學模型,其控制規則庫和隸屬度函數從成熟的經驗中歸納得出。具有動態特性好、抗干擾能力強、對于對象適應性好等優點,目前已有較多學者研究了其在溫度控制中的應用[7-9]。同時,針對模糊控制調節精度不高、靜差大的缺點,再引入成熟的PID控制器以及Smith預估器組成復合控制器[10-11]。其結構如圖3所示。
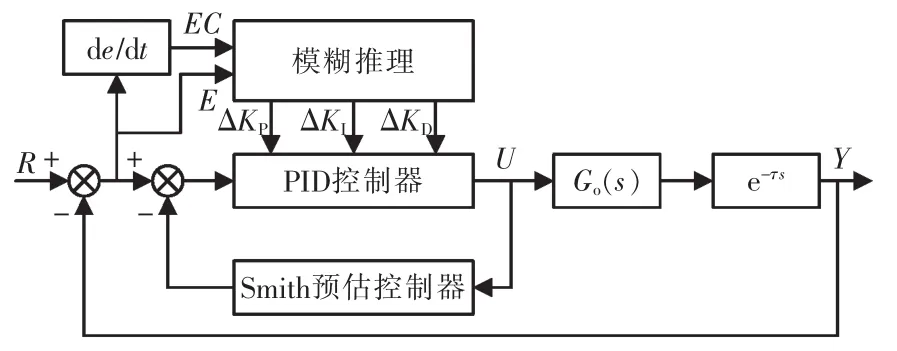
圖3 模糊Smith控制器結構Fig.3 Fuzzy Smith controller structure diagram
模糊控制器接收偏差以及偏差的變化率作為輸出,通過模糊推理在線調整PID控制器的控制參數。PID控制器兩端并聯了一個Smith預估器,如前文所述,Smith預估器與控制對象的純滯后環節相抵消,使得純滯后環節對特征方程中的極點位置影響減小。Smith預估器的參數與控制對象的實際值誤差越小則其控制效果越好。由于模糊控制器對參數誤差不敏感,一定程度上可以起到降低模型參數誤差干擾的作用。
2.3 參數整定以及模糊推理
在模糊控制器中所有的語言變量的語言值分為 7 個值{NB,NM,NS,ZO,PS,PM,PB},語言值的隸屬度函數除NB和PB選用高斯函數以外,其余均選用三角函數。為了增強系統的魯棒性,隸屬度函數在0的附近取得更抖[12],模糊推理采用典型Mandami型,解模糊方法采用中心法。模糊控制器的隸屬度函數如圖4所示。
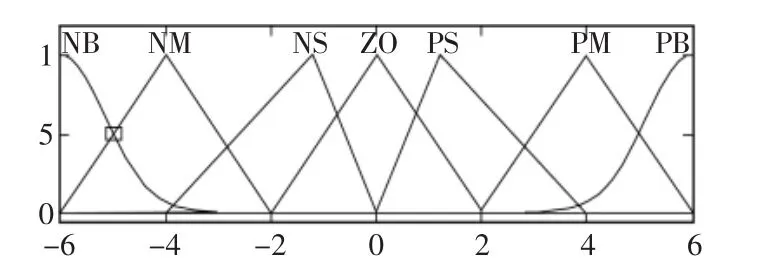
圖4 模糊控制器的隸屬度函數Fig.4 Membership function of fuzzy controller
模糊控制器的輸入為偏差E與偏差的變化率EC,輸出為 ΔKP(k)、ΔKI(k)、ΔKD(k)。模糊控制器的輸出量對 PID控制器的參數KP、KI、KD進行在線調整,調整公式為
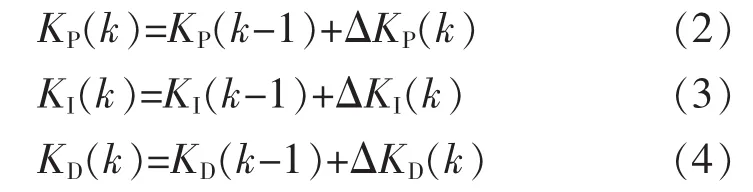
式中:KP(k)、KI(k)、KD(k)為 PID 控制器的比例系數、積分系數、微分系數;ΔKP(k)、ΔKI(k)、ΔKD(k)為PID控制器各個系數的修正量,通過模糊控制器將輸入的精確量偏差和偏差變化率進行模糊化、模糊推理以及解模糊等步驟得到,表達式為
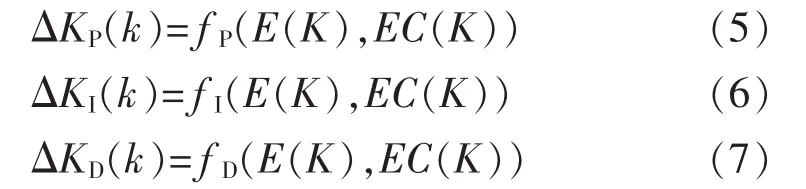
經過人工經驗的整定和實驗調整,可以取如表1~表3所示的規則庫。
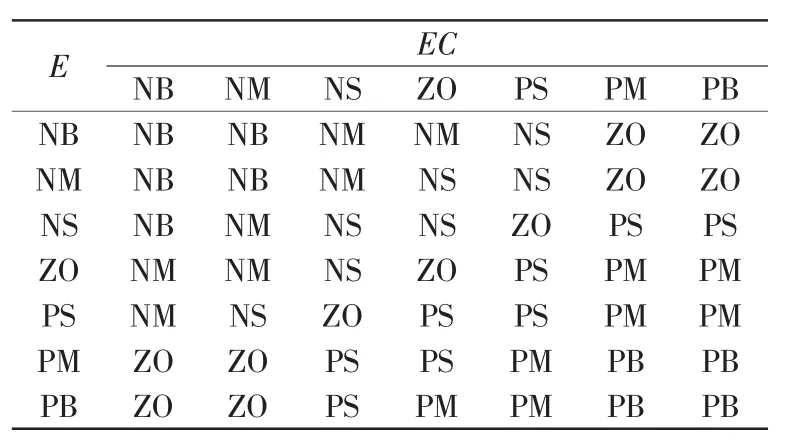
表1 ΔKP的模糊規則Tab.1 Fuzzy rules for ΔKP
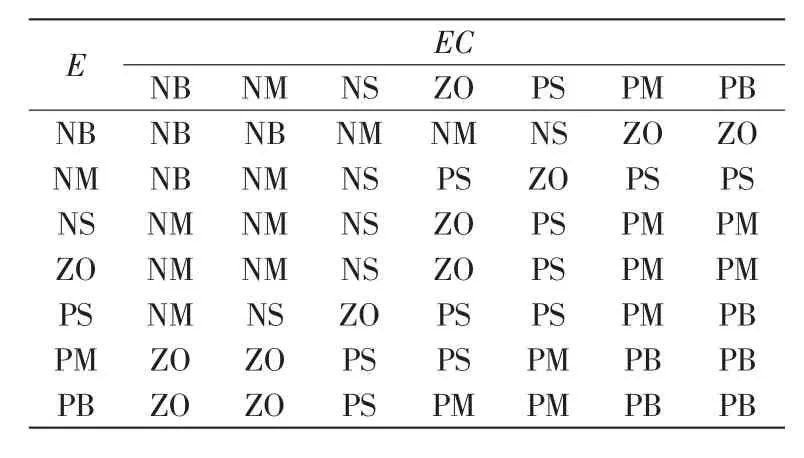
表2 ΔKI的模糊規則Tab.2 Fuzzy rules for ΔKI
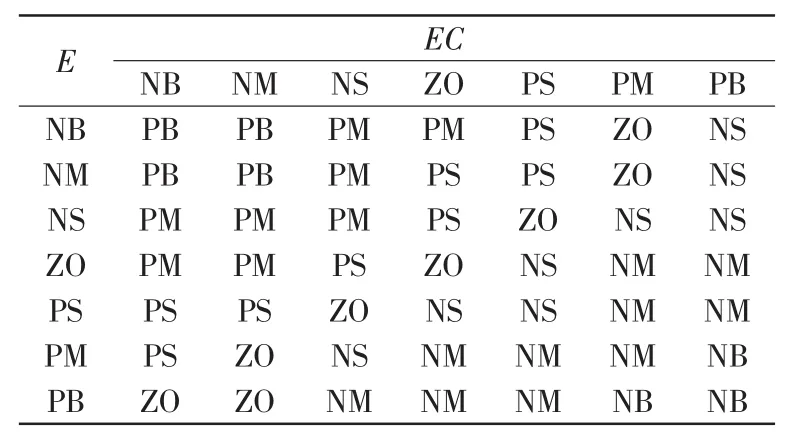
表3 ΔKD的模糊規則Tab.3 Fuzzy rules for ΔKD
3 軟件結構
在編程實現中,軟件主要分為控制器模塊、信號轉換計算模塊、參數配置與顯示模塊3個部分。控制器模塊分為模糊控制模塊、PID控制模塊、以及Smith預估器3個子部分。3個模塊在單片機內部相互通信,整合為整個智能控制器。信號轉換模塊一方面通過ADC采集的溫度數據轉換為具有具體物理意義的溫度數值,另一方面將控制器的數字輸出量轉換為相應的PWM波的占空比。參數配置與顯示模塊用于檢測鍵盤輸入、設置跟蹤溫度與烤漆加熱時間等參數,以及在LCD顯示屏幕上顯示當前系統信息。
開始運行后,系統先獲取設定溫度,然后采集當前溫度,計算偏差和偏差變化率。偏差和偏差變化率輸入智能控制器計算輸出量,再轉化為對應的PWM波控制烤漆室加熱器的功率。軟件結構框圖如圖5所示,整體工作流程如圖6所示。
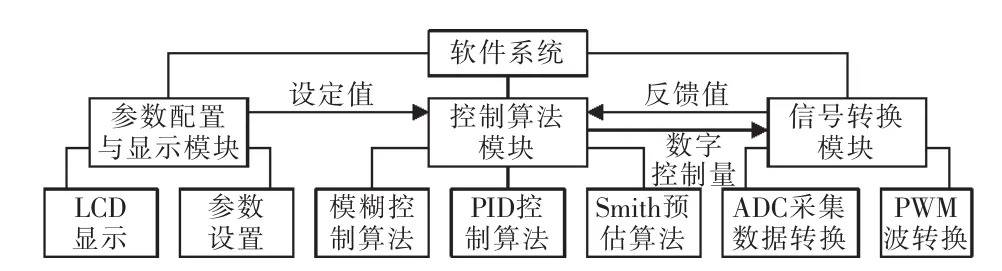
圖5 軟件結構Fig.5 System framework for software
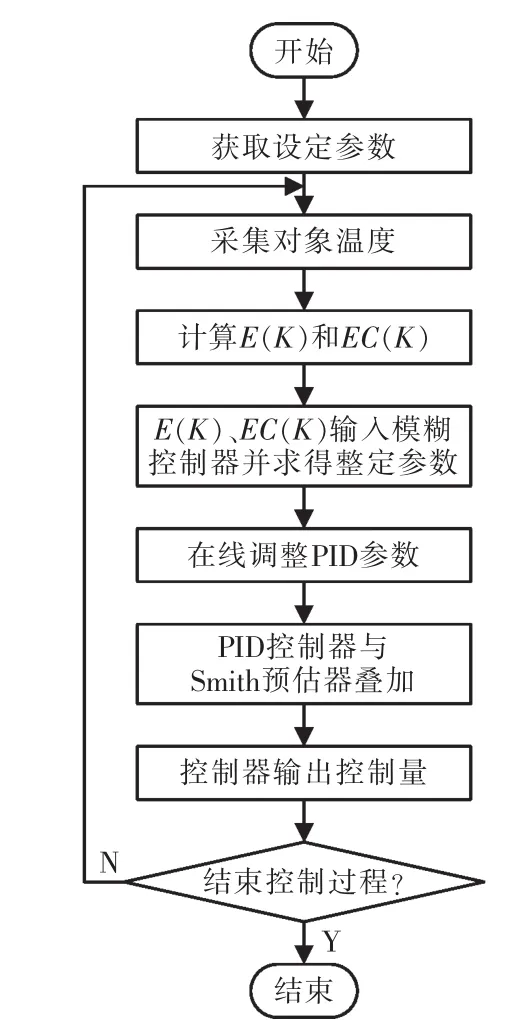
圖6 軟件流程Fig.6 Software flow chart
4 仿真與分析
針對前文提出的模糊Smith智能控制方法,采用Matlab/Simulink進行建模以及仿真分析,通過仿真實驗對比其與傳統PID控制的性能。
首先選定被控對象,一般的大滯后大慣性環節可以近似為1個一階慣性環節與1個純滯后環節串聯,烤漆室的近似數學模型為

式中:K為增益;T為時間常數;τ為純滯后時間。對于具體的對象,工程上一般使用實驗法來測定被控對象數學模型中的各個參數,常用階躍響應曲線法、矩形脈沖擾動法、周期擾動法等方法以確定K、T、τ。本文仿真所采用對象 K=2.2,T=2670,τ=130。
實際上由于在設計Smith預估器的時候很難取得準確的對象模型,這里人為設定一定的誤差,Smith預估器取為

上式在取值的時候人為地按照比被控對象的模型參數T、τ較大的值設定。因為在實際生產過程中,會向烤漆室中加入不定數量的大質量航標,會明顯提高被控對象的時間常數以及純滯后時間,所以在設計Smith預估器的時候,應當將Smith預估器模型中對應的參數對應的時間常數和純滯后時間適當的取較大的值。確定被控對象和Smith預估器的參數后,在Simulink中搭建仿真模型進行仿真。
4.1 與常規控制方案的對比
對于前文所述的控制對象,分別采用模糊Smith控制與PID控制經過調整整定控制參數和各個系數后,進行仿真分析,可以得到如圖7所示的響應曲線。曲線A為模糊Smith控制器的響應曲線,曲線B為經過參數整定后的常規PID控制器的響應曲線。
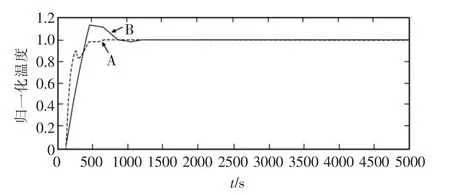
圖7 兩種控制方案的階躍響應Fig.7 Step response of two kinds of methods
當取Δ=0.05時,2種方案的控制效果如表4所示。

表4 階躍響應控制效果Tab.4 Controll effect of step response
在保證基本無靜差的條件下,采用模糊Smith智能控制器對大滯后大慣性對象進行控制具有響應快、超調小的特點,其控制效果明顯優于常規PID控制。
4.2 抗擾動能力
保持控制參數不作改變,在t=3000 s時在控制對象前面加入一個幅值為0.3的階躍擾動信號,響應曲線如圖8所示。A為模糊Smith控制器的響應曲線,B為PID控制器的響應曲線。A曲線由于階躍干擾造成的偏離小于B曲線,模糊Smith控制器的抗干擾能力比常規PID控制器有一定提升。
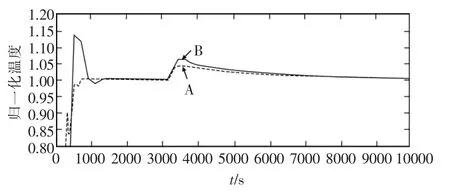
圖8 兩種控制方案的抗擾動性能Fig.8 Comparison of the ability of anti-disturbance between two controll method
4.3 對控制對象改變的適應性
如前文所述,加入烤漆室烘烤的航標會使得整個被控對象的時間常數和純滯后時間出現較大增加。因此,這里將被控對象進行修改,時間常數T由2670增加到4500,純滯后時間τ由130增加到200。在保持控制器的各個參數完全不變的情況下進行仿真,得到如圖9所示的響應曲線。曲線A為模糊Smith控制器的響應曲線,曲線B為PID控制器的響應曲線。
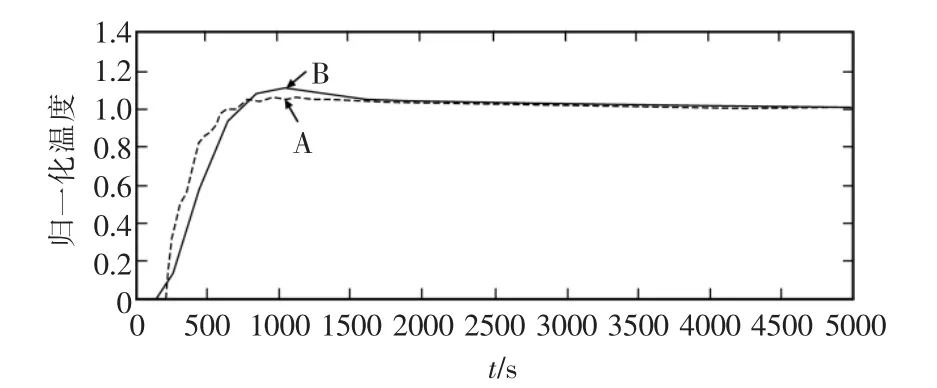
圖9 被控對象變化時的響應曲線Fig.9 Correspondence curv when the controlled object been changed
當取Δ=0.05的情況下,控制效果如表5所示。
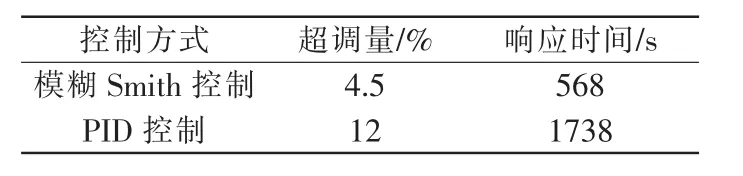
表5 被控對象變化時的控制效果Tab.5 Controll effect when the controlled object been changed
在控制器不做任何更改,而烤漆室加入大量航標導致被控對象的慣性和純滯后大幅度增加的情況下,模糊Smith控制器體現出了明顯的優勢,響應速度降低的程度遠低于PID控制器,并且超調量更小。
5 結語
本文針對航標烤漆室控制對象大滯后、大慣性、時變的特點,設計了一套基于STM32單片機模糊Smith恒溫控制系統,硬件成本低廉、實現方便。經過仿真實驗表明,對于大時滯大慣性的烤漆室控制對象,采用模糊Smith智能控制方法與常規PID控制器相比具有響應速度快、超調小、抗干擾能力強的特點,而且對于被控對象的參數變化不敏感,在模型參數不準確并且時變的條件下明顯具有更好的適應能力。
[1]李石蓮,陳宇紅,李明佳.海上航標重防腐方法應用[C]//中國航海學會航標專業委員會沿海航標學組、無線電導航學組、內河航標學組年會暨學術交流會,2009.
[2]李科.溫控系統的智能PID控制算法研究[D].湖北:華中科技大學,2006.
[3]廖義奎.Cortex-M3之STM32嵌入式系統設計[M].北京:中國電力出版社,2012.
[4]朱曉東,王軍,萬紅.基于Smith預估的純滯后系統的控制[J].鄭州大學學報:工學版,2004,25(1):77-81.
[5]趙東亞,鄒濤,王治平.Smith預估控制研究進展[J].化工進展,2010,29(8):1406-1410.
[6]杜鋒.基于新型Smith預估器的網絡控制系統研究[D].成都:西南交通大學,2008.
[7]李丹,謝植,程杰.模糊控制在溫度控制系統中的應用與發展[J].黃金學報,2000(4):294-297.
[8]路桂明.基于模糊PID控制的電鍋爐溫度控制系統的研究[D].哈爾濱:哈爾濱理工大學,2007.
[9]段江霞.模糊PID控制在大慣量時滯溫度控制系統中的應用研究[D].蘭州:蘭州大學,2013.
[10]楊凱鋒.模糊Smith智能控制方法的研究及其單片機實現[D].湖南:湖南大學,2005.
[11]崔穎.基于Smith預估器的模糊PID控制方法研究[D].大連:大連理工大學,2006.
[12]文定都,何玲.基于Smith模糊PID控制算法的爐溫控制系統[J].儀表技術與傳感器,2009(4):107-108.