加工中心主軸故障分析與維修
2016-01-27 13:00:33許昌技師學院河南461000王銀洲
金屬加工(冷加工) 2015年1期
關鍵詞:故障
■許昌技師學院 (河南 461000) 王銀洲
理地調整前、后導板的位置(見圖2)。
(1)靠導輪一側的前導板應比導輪的圓周面后退一定距離,一般取0.01~0.02mm即可;靠導輪一側的后導板,應與導輪的工作周面齊平。導板絕對不允許凸出于導輪工作圓周面的外側。
(2)靠砂輪一側的前、后導板可比砂輪的工作周面后退一定距離,一般取0.1~0.3mm即可。
8. 選用適宜的切削液及正確的使用方法
無心磨削時有時會出現表面燒傷和磨削裂紋,這是因為在磨削時產生大量的磨削熱引起的;表面粗糙度差是因為切削液不清潔或濃度不夠引起的。這就要求我們必須選用適宜的切削液并正確使用。曲柄銷經過滲碳淬火后硬度高,并且要求很低的表面質量,所以我們采用以下措施來預防缺陷。
(1)采用H-1高精度磨削液,其具有冷卻及潤滑效果顯著、提高表面質量、降低砂輪磨損和防銹等特點。
引起表面磨削缺陷的因素還有其他方面,如砂輪的平衡、機床的潤滑、皮帶的使用和砂輪主軸的跳動與竄動等,這些都需要很好地分析、研究,積極地采取預防措施,才能從根源上避免產生表面磨削缺陷。
收稿日期:(20140830) (20140820)
(2)選擇正確的使用方法:
加工中心主軸故障分析與維修
■許昌技師學院(河南 461000)王銀洲
摘要:簡要介紹了幾例數控加工中心主軸常見故障,從原理上分析故障產生的原因,并針對故障現象采取了合理的解決方法。
1. 案例1
故障現象:一臺漢川機床廠生產的型號為XH714D立式加工中心,系統釆用FANUC 0i Mate-MD,在執行主軸轉動指令時,無論設定多大轉速,主軸均以3~5r/min的速度轉動,而且在機床運行幾分鐘后,主軸停止轉動,系統并提示“主軸控制器未就緒”報警,如圖1所示。
故障分析與解決:筆者打開機床電氣柜,發現主軸控制器提示“Er-11”報警,如圖2所示,此報警為超載故障報警。產生此故障的原因一般是由于電動機超載運轉、傳動線路機械卡死和控制器與主軸電動機配線線路斷接或短路等原因造成的。
首先關閉機床,用手轉動主軸,主軸傳動鏈轉動平穩,未見異常情況;然后將主軸控制器與主軸電動機配線折下重新安裝,再次打開機器故障依然存在。
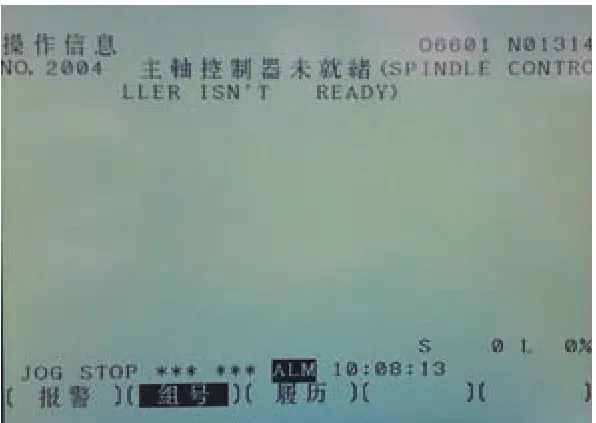
圖1

圖2
當筆者再次檢查控制器到主軸電動機配線時,發現主軸軸流風機防護罩上已布滿了灰塵,如圖3所示。經檢查,軸流風機轉子由于機械故障無法轉動,從而造
成超載故障。筆者更換軸流風機后,再次啟動機床故障排除。
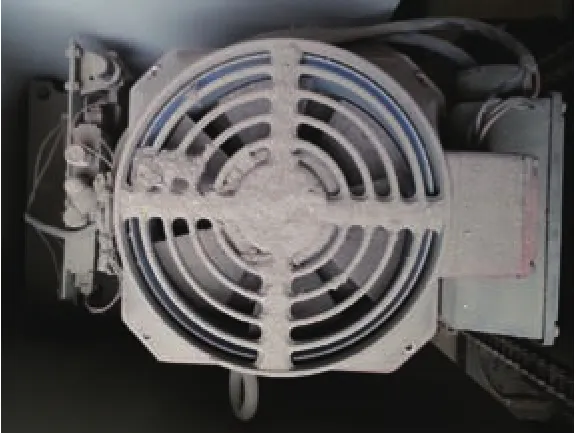
圖3
2. 案例2
故障現象:一臺大河機床廠生產的型號為ZXK50,采用GSK980MDc系統經濟型數控鉆銑加工中心,出現“主軸低擋換高擋失敗,主軸不在高擋,請重新換擋”報警信息。
故障分析與解決:這臺機床不是通過變頻器實現無級調速,而是通過氣缸帶動滑移齒輪實現主軸2級自動換擋功能,而氣缸是通過電磁閥來控制的,如圖4所示。也是說在氣壓正常的情況下,出現此故障是由于氣缸沒有動作或沒有到位而造成的。
于是筆者通過手動操作電磁閥,主軸換擋正常。從而可以證明故障是由于電磁閥損壞造成的。更換電磁閥后,故障排除。
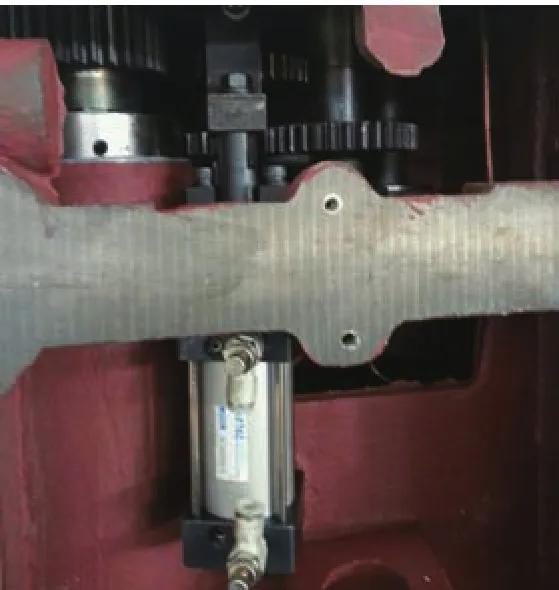
圖4

圖5 主軸前端軸承
3. 案例3
故障現象:同樣一臺大河機床廠生產的型號為ZXK50,采用GSK980MDc系統經濟型數控鉆銑加工中心,由于主軸機械卡死無法工作。
故障分析與解決:該機床主要用來完成鉆、銑、鏜、擴孔和攻螺紋等多工序的加工。最初機床在工作過程中,主軸時而伴隨有“吱吱”聲,后來噪聲越來越大,從而造成主軸卡死。在現場分析故障時,發現主軸軸頭部分需要定期加注高速潤滑脂。詢問操作工人得知,機床已使用一年左右,從來沒有在此處加注高速潤滑脂。而且在主軸出現有噪聲時,似乎有金屬粉末從主軸軸頭處落下。把主軸抬高確實發現主軸軸頭處有金屬粉末。現在可以確定是主軸前支撐軸承損壞造成主軸機械卡死。從機床廠家提供的主軸結構圖中得知,主軸前支撐配置高精度D3182112雙列圓錐滾子軸承與E8112推力球軸承組合,D3182112雙列圓錐滾子軸承是提高主軸徑向剛度,而E8112推力球軸承承受軸向切削力。
筆者拆下主軸,發現前端兩個軸承由于沒有定時加注高速潤滑脂已完全損壞,如圖5所示。更換主軸前支撐的兩個軸承后,主軸轉動正常,但換刀時主軸定向準停位置不正確,從而造成機床無法換刀。
筆者查看主軸伺服驅動單元使用手冊,總結出進行定向的操作流程如下:
確保伺服單元使能已經斷開,將主軸慢慢調整到定向點,然后記錄下,顯示的位置,寫入參數PA103中,這一參數就是定向位置。
主軸拆卸和安裝注意事項:
(1)主軸在拆卸過程中,要牢記零部件拆卸的順序及位置,并用記號筆作標記,對于關鍵或復雜部位可用手機或數碼相機拍照,防止在安裝過程中出錯。
(2)主軸在安裝前,應先查看主軸各軸承的潤滑情況;清潔箱體與主軸有接觸的部位,有銳角的地方要注意去除。
(3)在固定主軸于主軸箱時,要使用扭力扳手,且鎖緊力(7 000N)必須一致,不能有傾角出現。
(4)特別要提醒操作工人,要保證主軸各軸承的潤滑情況,并及時加注潤滑油,確保機床正常運行。
參考文獻:
[1] 宋松,李兵. FANUC 0i系列數控系統連接調試與診斷維修[M].北京:化學工業出版社,2010.
[2] 李艷玲,陳運安. 數控機床原理與維修[M]. 北京:人民郵電出版社,2012.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
