選區激光燒結的不均勻溫度場對成形過程的影響分析
2016-01-28 05:11:35賈亞龍
機械與電子 2015年7期
關鍵詞:仿真
武 帥,張 俊,賈亞龍,王 翔
(中國科學技術大學 精密機械及精密儀器系,安徽 合肥 230027)
Effects of Unbalanced Thermal Field on Manufacturing Processes in Selective Laser Sintering
WU Shuai,ZHANG Jun,JIA Yalong,WANG Xiang
(Department of Precision Machinery and Precision Instrumentation, University of Science and Technology of China, Hefei 230027, China)
選區激光燒結的不均勻溫度場對成形過程的影響分析
武帥,張俊,賈亞龍,王翔
(中國科學技術大學 精密機械及精密儀器系,安徽 合肥 230027)
Effects of Unbalanced Thermal Field on Manufacturing Processes in Selective Laser Sintering
WU Shuai,ZHANG Jun,JIA Yalong,WANG Xiang
(Department of Precision Machinery and Precision Instrumentation, University of Science and Technology of China, Hefei 230027, China)
摘要:選區激光燒結過程中,不均勻溫度場引起的應力和變形是制約成型質量,影響成型精度的重要因素。通過有限元仿真,分析了不同掃描方式和預熱保溫溫度情況下激光燒結的溫度場,同時結合實驗對不同掃描方式和預熱保溫溫度下的應力和變形做出分析和計算。仿真和實驗表明,預熱保溫能夠有效減小燒結物的熱應力,同時采用長短線交叉的掃描方式得到的燒結物應力和變形最小。
關鍵詞:選區激光燒結;溫度場;有限元方法;仿真
中圖分類號:TB44
文獻標識碼:A
文章編號:1001-2257(2015)07-0019-05
收稿日期:2015-03-30
作者簡介:武帥(1991-),男,安徽宿州人,碩士研究生,研究方向為快速成型技術;王翔(1964-),男,安徽合肥人,副教授,研究方向為光學測量及光機電一體化技術、微納米制造技術、光(快速)成型技術。

Abstract:Stress and deformation resulting from an unbalanced thermal field have a significant effect on quality and precision in selective laser sintering. In this paper, the finite element method is applied to simulate thermal fields in different scan patterns and temperature of pre-heating and keeping warm. Meanwhile, experiments are performed to analyze and calculate stress and deformation. According to simulations and experiments, pre-heating and keeping warm can decrease the thermal stress effectively and scanning in the x-direction and the y-direction alternately can minimize the stress and deformation.
Key words:selective laser sintering; thermal field; finite element method; simulation
0引言
選區激光燒結成形是通過激光束掃描粉末材料,使其熔融粘接形成三維零件的加工方法。因其成形材料廣泛,零件機械性能好等優點受到廣泛關注[1-2]。
激光燒結過程中,由于激光光斑較小,粉末材料熔結區域的加熱、冷卻速度快,燒結成形實際是具有大溫度梯度的不均勻溫度場的作用過程。加熱冷卻過程產生的熱應力,不僅會引起已燒結部分的翹曲變形影響逐層燒結的有效進行,而且還會影響燒結件的性能。為減小燒結過程中的應力和變形,國內外學者對燒結過程的溫度場等進行了研究[3-5]。
激光的局部加熱使得燒結過程中存在著較大的溫度梯度,是產生應力和變形的原因,故減小燒結過程中的溫度梯度能有效地減小應力和變形。為此,可以利用激光作用的不同掃描路徑來改善溫度場的分布,也可以通過對燒結中的粉末進行適當預熱和保溫來減小溫度梯度。因此,利用有限元的仿真,來分析不同的激光掃描方式和預熱保溫溫度下燒結過程的溫度場,并結合燒結實驗,來探討減小燒結過程應力和變形的工藝措施。
1燒結過程溫度場的數值計算
1.1 燒結過程不均勻溫度場
激光燒結的溫度場是激光作為移動熱源形成的瞬態溫度場[6]。激光燒結過程可以看成是移動的高斯面熱源作用于半無限大體的熱傳導過程。高斯分布的激光以速度V勻速掃描粉末層,熱量經傳導形成的瞬態溫度場可表述為:
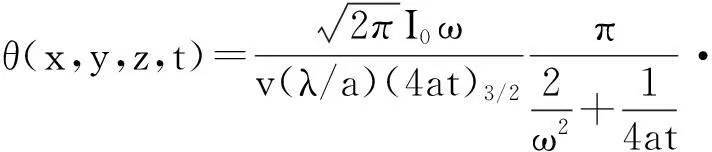
(1)
θ(x,y,z,t)為坐標(x,y,z)的點在七時刻的溫升;ω為激光束半徑;a為熱擴散率,a=λ/cρ;λ為粉末的熱導率;c為粉末的比熱容;ρ為粉末的密度;I0光斑中心處的光強。
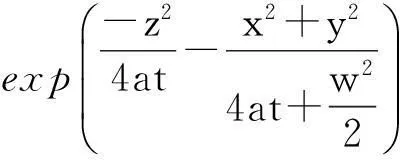
而且激光能量集中,粉末受熱區域小,粉末吸收激光能量熔融并快速冷卻凝固。因此,激光燒結的溫度場是一個具有大溫度梯度的不均勻溫度場,如圖1所示。
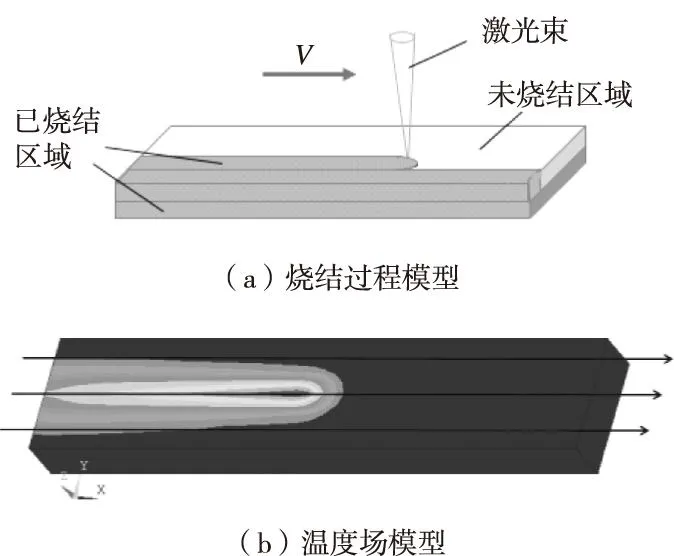
圖1 激光燒結示意圖
1.2 掃描方式和溫度影響的溫度場計算
為了便于評價掃描方式和不同的預熱保溫溫度對燒結過程的瞬時溫度場的影響,現根據實驗中使用的材料為80~120目的尼龍(PA6)粉末,設置熱物性參數分別為熱導率0.24 W/(m·K),密度589 kg/m3,比熱容1 700 J/(kg·K)[6]。粉末的單層鋪粉厚度為0.5 mm,激光的光斑直徑為0.24 mm,平面內掃描間距為0.3 mm。利用有限單元法來構建計算模型,對一個梁形(長50 mm,寬10 mm)結構的兩層燒結過程來進行仿真。
掃描方式是指激光掃描時的路徑規劃。針對細長的梁形結構,單層掃描路徑可以簡單規劃為沿長度方向(X)掃描的長線掃描和沿寬度方向(Y)掃描的短線掃描兩種方式,如圖2所示。
圖2 單層的激光掃描方式及溫度場計算
同時為了解逐層疊加燒結過程的溫度場,兩層燒結過程的掃描方式選取為:兩層均為長線掃描或短線掃描方式,以及兩層分別為短線和長線的交叉掃描方式,如圖3所示。
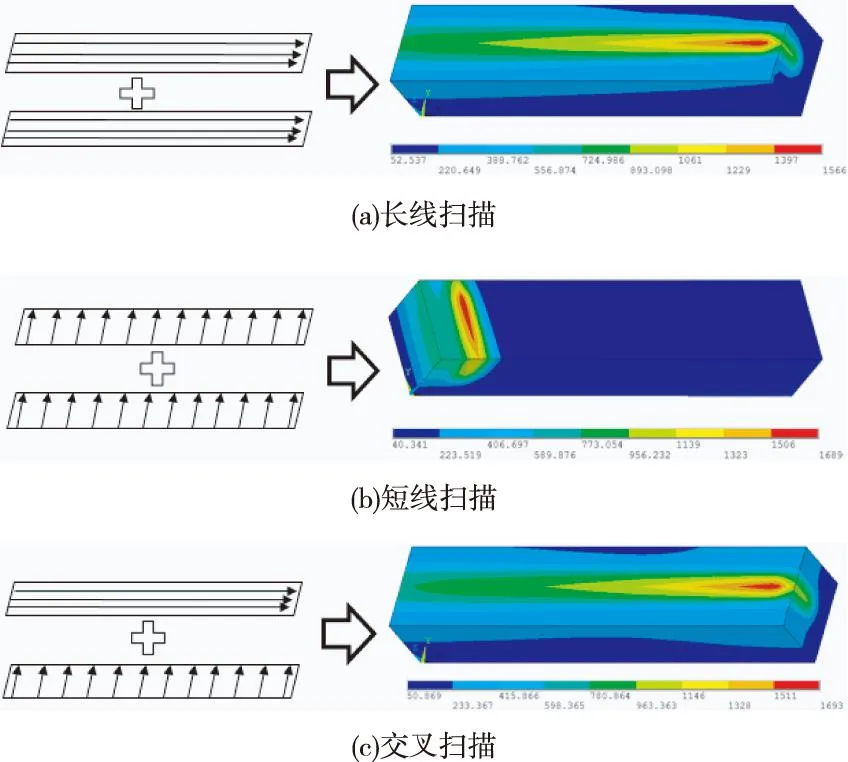
圖3 疊加掃描方式及溫度場計算
圖2所示,室溫 (20 ℃) 下單層掃描燒結時,兩種掃描方式下的溫度場均有較大的不均勻性。長線掃描一條線時初始點溫度為44.981 ℃,掃描線末端溫度為1 336 ℃;連續掃描兩條線時初始點溫度為53.012 ℃,掃描線末端溫度為1 355 ℃。短線掃描一條線時初始點溫度為394.33 ℃,掃描線末端溫度為1 336 ℃;連續掃描兩條線時初始點溫度為317.06 ℃,掃描線末端溫度為1 498 ℃。因此,短線掃描時掃描線末端與起始點溫度差更小,溫度場均勻性相對較好。這是因為沿梁寬度方向的短線掃描時,兩條線間隔時間短,激光的熱影響區會對剛燒結的部分有保溫作用,對待燒結的部分有預熱作用。而長軸掃描時,由于每一條線掃描的長度和時間更長,已燒結部分迅速冷卻形成較大的溫度梯度。
圖3所示為室溫(20 ℃)下兩層疊加燒結的溫度場計算。第2層燒結時,長線掃描兩條線后末端溫度為1 566 ℃,其第1層上對應點溫度為611.34 ℃;短線掃描兩條線后末端溫度為1 689 ℃,其第1層上對應點溫度為770.01 ℃;交叉掃描2條線后末端溫度為1 693 ℃,其第1層上對應點溫度為806.43 ℃。說明2層疊加燒結使用交叉掃描得到的燒結件上下層的溫度差更小。
對燒結粉末層進行預熱和保溫是減小溫度場不均勻性的另一種方法。對于熔點為220 ℃的尼龍(PA6)粉末材料,分別選取室溫(20 ℃),預熱和保溫溫度為100 ℃、150 ℃ 3種情況來進行計算。相對于室溫燒結,預熱保溫時粉末吸收的能量包括激光能量和預熱能量,所以隨著預熱溫度的增加,燒結時激光的能量要相應減小,否則燒結物便會發黃和汽化。室溫下使用的參數為激光功率15 W,掃描速度55 mm/s,按照粉末吸收總能量相等的原則,當預熱和保溫溫度為100 ℃時,使用激光功率13.5 W,掃描速度55 mm/s;當預熱和保溫溫度為150 ℃時,使用激光功率12 W,掃描速度55 mm/s。
根據圖3的結果,交叉掃描方式得到的溫度場更加均勻,因此不同預熱保溫溫度下的層疊掃描溫度場計算均以交叉掃描方式為基礎。室溫下結果如圖3(a)所示,預熱保溫時的結果如圖4所示。預熱保溫100 ℃時,第2層掃描兩條線后末端溫度為1 606 ℃,其第1層上對應點溫度為807.79 ℃;預熱保溫150 ℃時,第2層掃描兩條線后末端溫度為1 489 ℃,其第1層上對應點溫度為779.14 ℃。說明隨著預熱保溫溫度的提高,可以減小溫度差,改善溫度場的不均勻性。

圖4 預熱保溫的溫度場計算
2激光燒結實驗和分析
2.1 燒結實驗
在有限元分析的基礎上,利用自研制的面向粉末材料的激光燒結成形實驗裝置,以尼龍(PA6)粉末為對象,結合有限元計算模型的燒結工藝參數,進行了不同掃描方式和預熱溫度的激光燒結實驗。同時,為了防止燒結過程應力和變形對兩層連續燒結過程的影響,實驗中,設置一個薄鐵片作為燒結物的基板,并置于具有較強吸附力且能承受高溫的磁鐵上,一方面可以約束燒結過程的應力產生的變形,同時可以有效的通過在燒結完成后解除磁鐵束縛,利用燒結物和薄鐵基板的自由變形,來測量燒結樣品的變形,進而了解燒結過程中的應力。
2.2 激光掃描方式的影響
細長形的單層燒結,其實驗結果如圖5所示。對于沿梁長度方向的長線掃描燒結,燒結樣品表面會出現明顯的未有效熔融的顆粒,且樣品出現從基板上脫離趨勢;而沿梁寬度方向的短線掃描燒結,樣品表面相對光滑,顯示出具有很好的熔融狀態,且與基板粘結效果也相對較好。說明短線掃描過程中,熔結區域在緊隨的相鄰掃描激光作用的熱影響區影響下,冷卻速度不僅大幅減緩,其在熔融態的時間也隨之增加,流動性變好,使得相鄰的線與線之間掃描燒結物有很好的熔結效果。
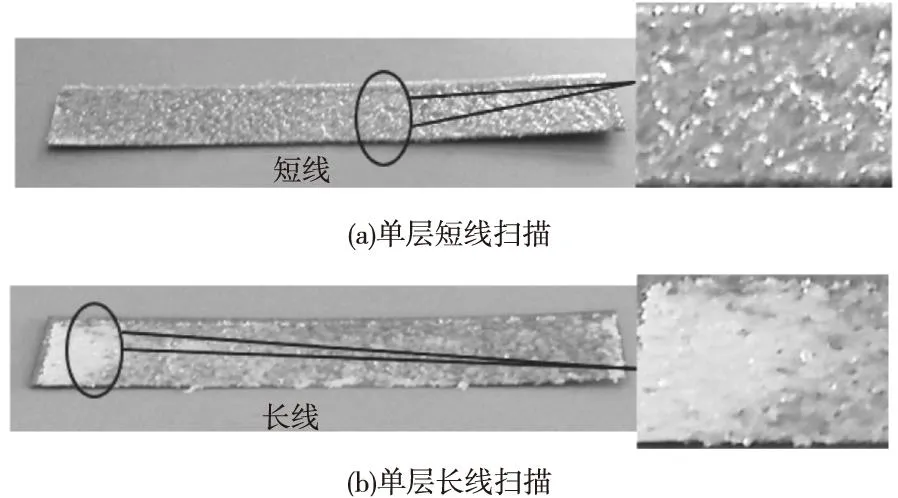
圖5 燒結樣品表面效果圖
圖6為連續兩層燒結樣品,由于長線掃描方式燒結時的熔結效果差,單層燒結后易與基板脫離,難以有效連續燒結兩層,故圖中分別為短線掃描方式和交叉掃描方式的結果。燒結樣品的熱應力與變形成正比,變形越大說明其應力越大。由此可知,短線掃描造成的燒結樣品變形明顯大于交叉掃描。
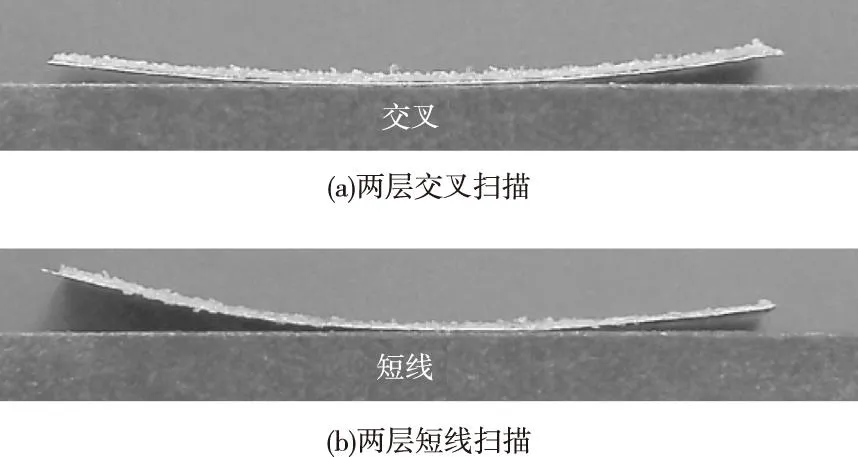
圖6 燒結樣品變形
這是由于交叉掃描時,兩層之間由于掃描方式不同而引起的應力表現形式不同,可以減小應力的累積效果。因此,燒結樣品的應力更小,由應力引起的變形也更小。
2.3 預熱保溫的影響
對燒結成形粉末的預熱保溫可以減小燒結的冷卻速度和溫度場的不均勻性,減小燒結物的熱應力。不同溫度下(20 ℃,100 ℃和150 ℃)下的燒結實驗結果如圖7所示。對于兩層的梁形結構,燒結完成釋放磁鐵的約束后,在應力作用下將發生彎曲變形。
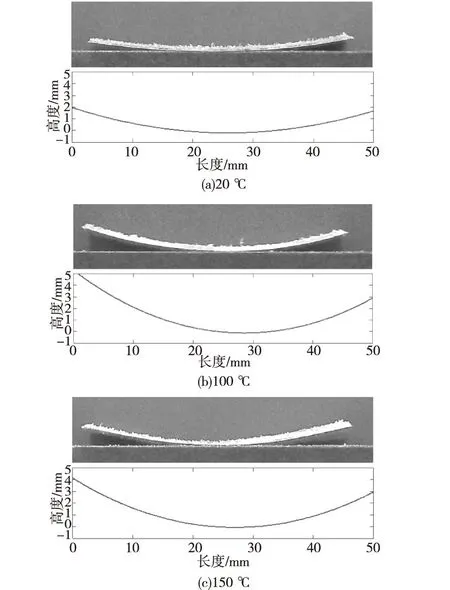
圖7 不同預熱保溫溫度下燒結物的變形和變形擬合曲線
對于預熱保溫狀態下實驗樣品,除了燒結應力引起的變形外,在對應的預熱保溫溫度冷卻到室溫時還將存在一個附加的收縮變形。如圖8所示。利用圖8a所示等厚度的PA6薄膜(無應力)預熱保溫之后冷卻到室溫,來得到對應的收縮變形,如圖8b和圖8c所示分別為預熱保溫100 ℃和150 ℃后室溫下的變形圖。因此,對于在有預熱保溫狀態下因燒結應力產生的變形,可以通過在圖7b、c所示的變形中分別減去圖8b、c所示的附加收縮變形來獲得,進而可以通過變形來了解不同預熱溫度下的燒結應力的變化。
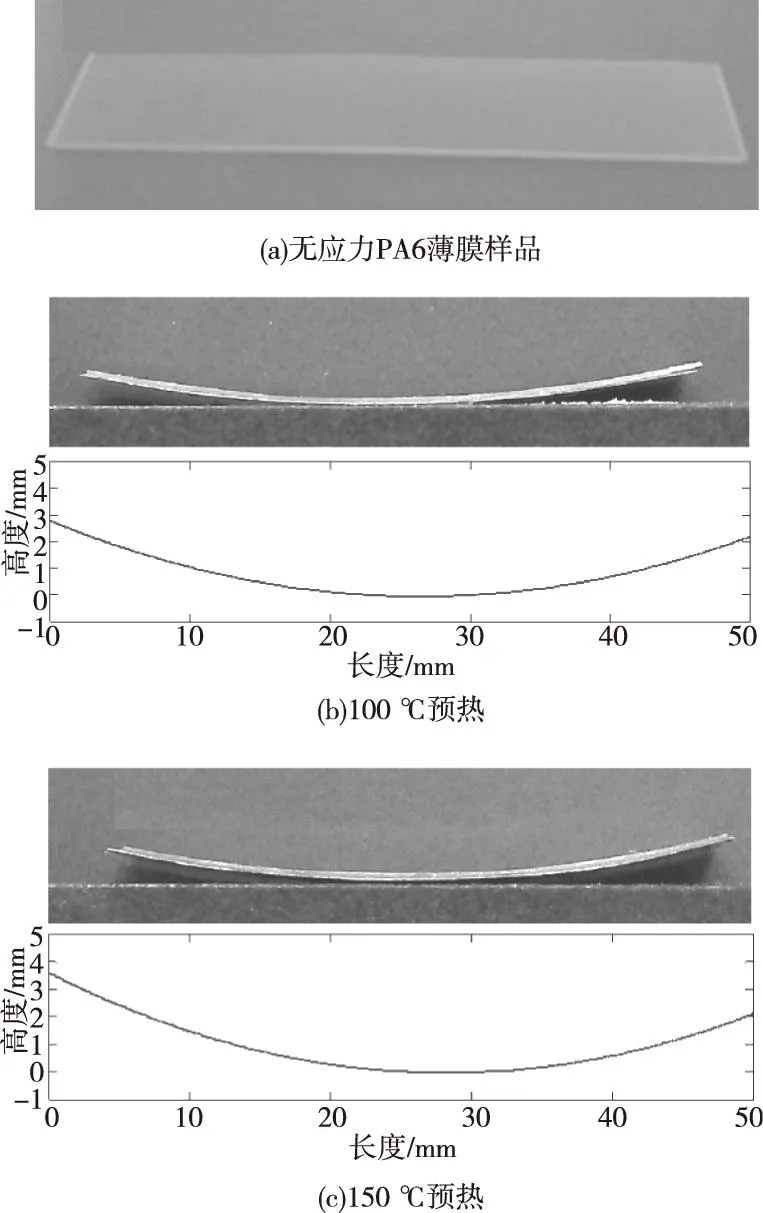
圖8 PA6薄膜預熱冷卻后的收縮變形和變形擬合曲線
利用Matlab的圖像處理方法,對燒結樣品的變形提取和曲線擬合,可以得到不同樣品的變形及曲率。圖7a所示室溫樣品變形曲率為0.006 4 mm-1;圖7b所示在100 ℃的預熱保溫下樣品變形曲率為0.012 9 mm-1,圖8b所示PA6薄膜變形曲率為0.008 0 mm-1,則由應力引起的變形曲率為0.004 9 mm-1;圖7c所示150 ℃的預熱保溫下樣品變形曲率為0.011 3 mm-1,圖8c所示PA6薄膜變形曲率為0.009 0 mm-1,則燒結應力產生的變形曲率為0.002 3 mm-1。針對細長的梁形燒結樣品,得到變形后,可利用通常用來測量殘余應力的應力釋放的方法[7],根據彈性變形原理來得到對應的應力。樣品的變形量與其平均應力的關系為[8]:
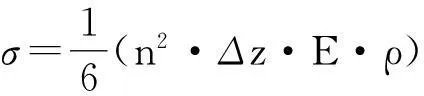
(2)
σ為燒結物平均熱應力;n為燒結層數;Δz為單層燒結厚度;E為材料彈性模量;ρ為變形曲率。
根據上述公式可得到,如圖9所示。室溫下樣品平均熱應力為7.253MPa,100 ℃預熱保溫下樣品平均熱應力為5.553MPa,150 ℃預熱保溫下樣品平均熱應力為2.607MPa。說明在燒結過程中對材料進行預熱和保溫能夠減小燒結過程中的應力和變形,與溫度場的有限元分析一致。
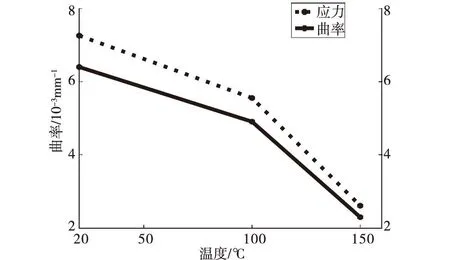
圖9 不同預熱保溫溫度下燒結樣品變形曲率和應力
3結束語
激光燒結過程中,激光掃描方式以及對材料預熱保溫能夠影響溫度場分布,進而影響燒結物的應力和變形。不同的掃描方式中,長線掃描的燒結物容易與基板脫離,短線掃描的燒結物變形較大,長短線交叉掃描的燒結物變形最小,且能夠有效與基板粘接。隨著預熱保溫溫度的增加,激光燒結的溫度場分布更加均勻,燒結物的應力和變形也更小。
參考文獻:
[1]Vaughan M R, Crawford R H. Effectiveness of virtual models in design for additive manufacturing: a laser sintering case study[J]. Rapid Prototyping Journal, 2013, 19(1): 11-19.
[2]Kruth J P, Badrossamay M, Yasa E, et al. Part and material properties in selective laser melting of metals[C]//Proceedings of the 16th International Symposium on Electromachining,2010.
[3]李佳桂,史玉升,魯中良,等.選擇性激光熔化成形瞬態溫度場數值模擬[J]. 中國機械工程,2008,19(20):2492-2495.
[4]Tian X, Sun B, Heinrich J G, et al. Scan pattern, stress and mechanical strength of laser directly sintered ceramics[J]. The International Journal of Advanced Manufacturing Technology, 2013, 64(1/2/3/4): 239-246.
[5]Hussein A, Hao L, Yan C, et al. Finite element simulation of the temperature and stress fields in single layers built without-support in selective laser melting[J]. Materials & Design, 2013, 52: 638-647.
[6]周文曉,王翔,崔瑞,等. 粉末薄層選區激光燒結溫度場數值模擬與實驗研究[J]. 現代制造工程,2012(5):12-16,23.
[7]陳麗華,封艷. 6061鋁合金薄板焊接應力與焊接變形[J]. 機械與電子,2013(3):70-73.
[8]宋天明.焊接殘余應力的產生與消除 [M].北京:中國石化出版社,2005.

猜你喜歡
中國教育技術裝備(2016年20期)2016-12-12 10:09:15
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 20:57:34
科技資訊(2016年18期)2016-11-15 20:09:22
科技資訊(2016年18期)2016-11-15 07:55:28
價值工程(2016年29期)2016-11-14 02:01:16
電子技術與軟件工程(2016年18期)2016-11-14 00:46:54
數字技術與應用(2016年9期)2016-11-09 23:25:33
數字技術與應用(2016年9期)2016-11-09 22:09:07
科技視界(2016年18期)2016-11-03 21:44:44
科技視界(2016年18期)2016-11-03 20:31:49
