YB45卷煙小盒內襯鋁箔包裝質量缺陷分析與控制
2016-02-08 02:46:11鄭凱澤王福金王焜劉昭勛毛國輝
設備管理與維修 2016年12期
鄭凱澤,王福金,王焜,劉昭勛,毛國輝
(紅云紅河煙草(集團)有限責任公司烏蘭浩特卷煙廠,內蒙古烏蘭浩特137400)
YB45卷煙小盒內襯鋁箔包裝質量缺陷分析與控制
鄭凱澤,王福金,王焜,劉昭勛,毛國輝
(紅云紅河煙草(集團)有限責任公司烏蘭浩特卷煙廠,內蒙古烏蘭浩特137400)
在卷煙包裝生產過程中,會產生內襯紙破損或丟失的不合格小盒,造成產品質量事故。分析產生卷煙小盒內襯紙包裝質量缺陷的各種因素,提出相應解決控制措施。
卷煙;內襯紙;缺陷;控制
1 問題的提出
YB45卷煙硬盒包裝機組是我國卷煙行業主力機型,主要完成卷煙小盒的包裝任務。小盒內襯紙為復合型鋁箔內襯紙(以下簡稱內襯紙),內襯鋁箔包裝是煙包小盒包裝的一個重要組成部分,實際生產中出現質量問題較多,特別是在內襯紙展開輸送時,內襯紙出現前后漂移現象,襯紙成型易出現折疊后因回彈較大而造成內襯紙煙包折皺、折爛內襯紙、內襯紙缺失等現象,而且小盒內煙支可能達不到規定數量。按照質量管理辦法中規定,此種質量缺陷屬于A類質量缺陷。一方面要消除引發此類缺陷的設備、輔料等誘因,另外要對生產過程中出現的該類缺陷產品予以檢測并剔除。
2 原因分析
針對卷煙小盒內襯鋁箔紙包存在的產品包裝質量缺陷,從人、機、料、法、環5個方面進行系統分析(圖1)。
(1)人員方面,包括操作和維修調整2個層面。操作層面,擋車工沒有及時對內襯紙進行潤滑,內襯紙折疊成型過程中與成型模盒之間摩擦力較大,內襯包成型不順暢。維修工維修技能的影響因素較多,主要是調整不規范造成的。3號輪上、下導軌調整不當,容易使內襯包上下竄動,增大了摩擦與碰撞;3號輪4號輪的過渡艙口調整不當,造成內襯包變形;煙包從2號輪過渡到3號輪的推桿行程調整不當,3號輪至4號輪推接桿位置調整不當,造成內襯包輸送或承接不到位進而導致鋁包變形;2號輪折疊框位置調整不當,導致內襯包成型不良。以上包裝鋁包成型過程中,變形及成型不良都極易導致內襯包在后續的輸送、成型過程中破損。
(2)在設備使用過程中,零件老化、磨損會經常出現。2,3號輪模盒磨損,導致內襯紙包外形尺寸不方正,在后續輸送過程中磨損,導致不能很好的折疊、夾持內襯包;3號輪上導軌磨損,內襯包會有向上竄動,增大了摩擦與碰撞。當這些零部件磨損后,沒有及時發現、更換,后續的輸送、成型過程中內襯包就會破損。極易造成破損;2號輪固定折疊框磨損,3號輪、4號輪過渡艙口
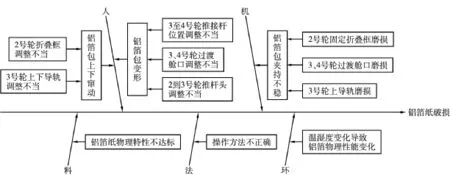
圖1 原因分析魚刺圖
(3)操作方法方面,對比甲乙兩班次硬包包裝機組,各班次均有偶然的內襯包破損現象。采用相同操作流程,但均存在破損內襯紙包。說明這不是主要影響因素。
(4)物料方面,內襯紙在生產供應過程中存在一定的質量波動。復合鋁箔厚度、襯紙厚度、粘貼強度、含水率等物理指標存在一定波動,導致內襯紙的延展性及與成型模盒、折疊器等零部件摩擦因數的適應性發生變化,導致內襯紙折疊包裝缺陷。
(5)從環境變化看,當北方夜晚與白天室內外溫差較大或遇到季節變換,內襯紙柔韌性、延展性會發生變化,進而導致出現包裝質量問題。
3 內襯紙質量缺陷的管控
通過上述分析可以看出,影響卷煙小盒內襯紙包裝質量缺陷因素很多。在實際工作中,當發生、發現這類缺陷時,操作工、維修工要按照魚刺圖所列項目,逐一排查。其中,零件裝配是否正確、調整是否符合設計要求、零件磨損程度是重點排查項。為切實防止缺陷煙包流入下一道工序,專門設計缺陷煙包的檢測剔除裝置。該裝置安裝在小盒包裝機的成品輸出通道上,針對這類質量缺陷進行在線檢測并實現同步剔除。
3.1 系統組成
系統可以分為檢測、控制、剔除回收3部分。圖2為系統結構示意圖,其中,長距離電感式接近傳感器可透過小盒商標紙對小盒卷煙內正面和背面的內襯紙折疊狀況進行檢測,長檢測距離的選擇是為防止寬松的通道導致煙包誤檢測的情況發生。輸出類型為PNP型,即檢測到內襯紙時輸出高電平信號。擴散反射式數字光纖傳感器(以下簡稱光纖傳感器)對煙包位置情況進行檢測,其最短反應時間為500 μs,完全滿足設備400包/min運行速度。輸出類型為PNP型,參數設置為L-ON,即被卷煙小盒遮擋時輸出高電平信號。控制部分的邏輯處理單元采用SIEMENS LOGO 12/24RC智能邏輯控制器,具有8個數字輸入點和4個輸出點,并帶有編程面板和顯示單元,可以不借助任何編程設備即可進行程序的編輯、及參數的在線調整,價格低、性價比高。
剔除裝置采用MAC的二位三通高速電磁閥,其特點是速度快、重復精度高,能夠勝任將高速運行的煙包準確剔除的任務。
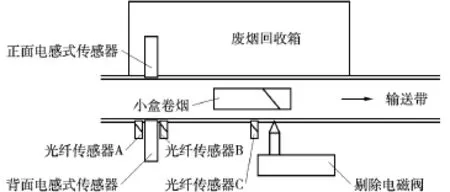
圖2 系統結構示意圖
3 .2 系統工作原理
2個電感式傳感器對小盒卷煙內襯紙進行掃描檢測,安裝在電感式傳感器前后兩個反射式光纖傳感器產生同步脈沖。當小盒卷煙觸發光纖傳感器A時,即光纖傳感器A產生一個上升沿脈沖,檢測同步開始;當小盒卷煙離開光纖傳感器B時,即光纖傳感器B產生一個下降沿脈沖,檢測同步結束。因此,調整反射式光纖傳感器A和反射式光纖傳感器B之間的距離,即可調整檢測同步脈沖的寬度。
在檢測同步脈沖寬度內,只要有一個電感式傳感器輸出低電平,即電感式傳感器檢測不到內襯紙信號或檢測到的內襯紙信號出現中斷時,則判定小盒卷煙的內襯紙破損或缺失。當小盒內襯紙包裹完整時,電感式傳感器的輸出波形寬度大于檢測同步脈沖寬度,則系統判定小盒內襯包無缺陷,輸出結果為低電平;當小盒內襯包有破損時,電感式傳感器的輸出波形寬度小于檢測同步脈寬度,則系統判定小盒內襯紙折疊有缺陷,輸出結果為高電平。當小盒無內襯紙時,電感式傳感器的輸出波形為低電平,則系統判定小盒內襯包有缺陷,輸出結果為高電平(圖3)。當內襯包有缺陷的小盒到達剔除位置時,被光纖傳感器C檢測到,電磁閥動作,通過吹風嘴噴吹一定時間,利用壓縮空氣快速將缺陷內襯紙煙包吹走,掉入回收箱內。
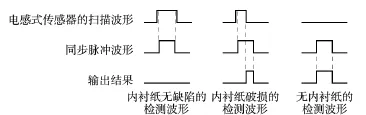
圖3 檢測結果波形
4 結束語
經過對卷煙小盒內襯包缺陷產生原因分析,有針對性的培訓相關人員,使其能夠對該類缺陷進行系統分析、排查,迅速消除產品缺陷。另外,在小盒成品輸出通道上設置缺陷小盒檢測、剔除裝置,有效防止缺陷產品流入下道工序。
[1]黃溢清,曹文知,黃富,等.單頭轉移內襯紙組合折疊成型技術在GDX2包裝機組中的應用[J].煙草科技,2013,(6):20-22,38.
[2]劉亦堅.GDX2卷煙包裝機內襯紙供給系統改進[J].設備管理與維修,2015,(8):70-70.
[3]祝榮壯.CV-751視覺系統在ZB25包裝機小盒外觀缺陷檢測上的應用[C].中國煙草學會,2010.
[4]何良勝.視覺檢測系統在卷煙條盒外觀質量檢測上的應用[J].中小企業管理與科技,2013,(4):254-255.
[5]崔道平.GDX2硬盒包裝機單頭鋁箔紙檢測裝置的研究[J].科技風,2013,(6).
[6]劉暢,喬建軍.內襯紙端部折疊缺陷的檢測與剔除[J].中國科技投資,2013,(Z2):150.
[7]安斌,付躍軍.GD系列包裝機鋁箔煙包剔除裝置改造[J].設備管理與維修,2015,(6):59-60.
〔編輯凌瑞〕
TS434
B
10.16621/j.cnki.issn1001-0599.2016.12.23
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12