雙相不銹鋼SAFUREX材料焊接工藝
2016-02-10 03:04:45馬廣超
化工設計通訊 2016年10期
馬廣超
(中海石油華鶴煤化有限公司,黑龍江鶴崗 154100)
雙相不銹鋼SAFUREX材料焊接工藝
馬廣超
(中海石油華鶴煤化有限公司,黑龍江鶴崗 154100)
對中海石油華鶴煤化有限公司3052尿素項目所用材料鐵素體—奧氏體雙相不銹鋼SAFUREX進行研究,介紹了SAFUREX材料物理及化學成分,在尿素高壓圈管道焊接過程中的焊接工藝,焊接施工過程控制,質量控制及焊接時的注意事項。
SAFUREX;焊接工藝;焊接質量
SAFUREX材料是由瑞典Sandvik材料技術公司開發的用于荷蘭Stamicarbon公司設計的尿素裝置的超級雙向不銹鋼。其中鐵素體含量母材為35%~60%,焊縫為35%~70%。與其它雙相鋼比較,SAFUREX材料有更高強度,更好耐點腐蝕、縫隙腐蝕、應力腐蝕的能力,同時還有很好的可焊性。與奧氏體不銹鋼和鐵素體不銹鋼相比,它既不像奧氏體不銹鋼那樣,對焊接熱裂紋比較敏感,也不像鐵素體不銹鋼的焊接熱影響區由于晶粒嚴重粗化而使塑韌性大幅降低。SAFUREX材料在相同溫度、壓力及腐蝕介質情況下可以節省大量材料。
2011年5月中海石油華鶴煤化有限公司3052尿素項目采用荷蘭Stamicarbon2000+CO2汽提工藝和池式反應技術,此工藝包材料采用鐵素體—奧氏體雙相不銹鋼SAFUREX,主要用于3臺高壓設備池式反應器R06202、汽提塔E06201、高壓洗滌器R06203及相應耐腐管道的制造。
1 SAFUREX化學成分和力學性能
1.1 SAFUREX主要化學成分

表1 SAFUREX主要化學成分%
1.2 SAFUREX力學性能

表2 SAFUREX力學性能
2 SAFUREX焊接工藝
2.1 焊接方法
SAFUREX材料具有很好的焊接性能,為了在施工中保證焊接質量,使焊縫中的金屬具有良好力學性能和抗腐蝕能力,中國化學工程第四建設公司選擇了鎢極氣體保護電弧焊GTAW焊接方法。
2.2 焊接設備選擇根據SAFUREX材料的特點,焊接設備應選用直流氬弧焊機,焊機型號WSM-400,焊機具有電流衰減、高頻引弧功能,焊嘴選用直徑盡可能小的焊嘴,手工鎢極氬弧焊槍WP-26。焊槍使用帶金屬元素的鎢極。
2.3 焊接材料及保護氣體
2.3.1 焊接材料
由荷蘭Stamicarbon公司提供的專用焊絲,其化學成分與母材相互匹配,焊絲牌號為SAFUREX。
2.3.2 焊接保護氣體選用
SAFUREX材料在焊接過程中,合金元素N會發生擴散現象,抑制鐵素體像奧氏體轉變,為了補償保護焊接過程中氮的損失,我們選擇了正面保護氣體為98%Ar+2%N2,背面保護氣體為99.99%N2。
2.4 坡口的設計及加工
坡口形式的設計對SAFUREX焊接質量非常重要,根據國家相關標準、規范、資料及華鶴現場的實際情況,選擇坡口如圖1所示。
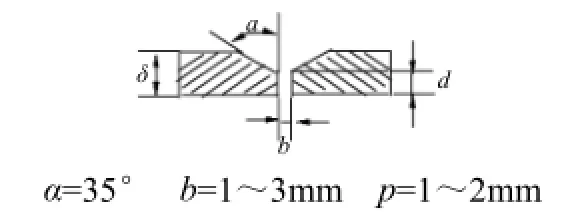
圖1 坡口設計
坡口加工可以采用等離子切割結合不銹鋼砂輪打磨方式,也可以采用機械加工的方式。根據現場實際情況,小口徑管道采用磨光機加工,大口徑管道采用坡口加工機加工。坡口形式和尺寸按GB50236—2011中附錄C執行;當對焊組件的不等厚組對時,坡口形式和尺寸按GB50236—2011第六章執行。加工后必須除去坡口表面的氧化皮、熔渣及影響接頭質量的表面層,并應將凹凸不平處打磨平整,必須用不銹鋼專用磨光片。
2.5 焊接環境
焊接的環境溫度應能保證室溫(15℃以上)。焊接時的風速不應超過下列規定,當超過規定時,應有防風設施。手工電弧焊:8m/s,手工鎢極氬弧焊:2m/s,焊接電弧1m范圍內的相對濕度不得大于90%。焊接使用機具必須進行安全檢查,經專業電工確認合格后方可使用。焊接施焊前,應對周圍環境加以清掃整理,并必須作好必要的防火及其他防護措施。
2.6 SAFUREX材料焊前與焊后的清理
為了保證焊接質量,焊接前要確保焊件、焊絲表面的清潔度,可以采用以下兩種方法:機械或化學清理,對焊接坡口及兩側各2cm范圍內的油脂、水分、鐵銹、氧化物及其他雜物進行徹底清理。焊接前使用荷蘭Stamicarbon提供特殊的酸性膠團對坡口進行酸洗,消除雜物對焊縫金屬的影響。焊材在使用前用丙酮清洗干凈,以防止氫致裂紋的產生。焊接完成后,馬上用Stamicarbon提供的酸性膠團消除焊縫表面氧化物,以防止影響SAFUREX耐腐蝕性。
2.7 定位焊與工卡具
定位焊采用過橋式氬弧焊,并由荷蘭Stamicarbon培訓合格焊工焊接。點固焊焊縫的長度、厚度、間距要保證焊接時不致開裂,引弧和熄弧應在坡口內或焊道上;點焊時,應均勻對稱。
工卡具的焊接,應由荷蘭Stamicarbon培訓合格焊工擔任,焊接工藝應與正式焊接相同。與母材焊接的工卡具其材質應為SAFUREX。拆除工卡具時不得損傷母材,拆除后應將殘留焊疤打磨修整和母材表面齊平,管道內錯邊應低于1.5mm,否則必須加工成1∶4坡度。管道焊接組對過程中盡量少使用工卡具。
2.8 焊接施工過程控制
焊接施工前應做焊接技術交底工作,使施工焊工掌握焊接質量要求及相關的規程、規范,并指導實際工作。焊接時,焊工必須嚴格遵照焊接工藝規程進行施焊。
焊接前應將管道端坡口及其內外表面不小于2cm范圍內的毛刺、銹、油脂、漆、垢等影響焊接質量的雜質清理干凈,表面用丙酮清洗,經過無損檢測(PT)確任沒有裂紋后方可組對。焊接前管內應提前沖氮氣,并保持微弱正壓,處于流動狀態,確認管內空氣徹底置換干凈后方可進行焊接。
焊接過程中應控制焊槍角度,保證坡口兩邊熔合。盡量采用短弧焊,焊槍不宜擺動,焊絲均勻送入溶池。焊接過程中保證焊絲的加熱始終在98%Ar+2%N2的保護下,熄弧后氬弧焊把要停留在原處幾秒鐘,保證焊絲和焊縫金屬不被氧化。焊絲被氧化的部分必須剪除。根部焊接完成后等焊縫冷卻再做無損檢測(PT),確認無缺陷后再進行下道工序,如果發現缺陷必須處理。焊接過程中控制層間溫度不得高于100℃,熱輸入要在8~15kJ/cm之間。為保證小的線能量一定要采用多層多道焊。SAFUREX焊接工藝參數見表3。
Welding Technology of the Duplex Stainless Steel Safurex
Ma Guang-chao
In this paper,the ferrite-austenite duplex stainless steel SAFUREX used as the material of 3052 urea project of China Petroleum Crane Coal Chemical Company is studied.The paper introduced the physical and chemical composition of SAFUREX,and the welding technology,the process and quality control of the welding construction and the matters needing attention in the welding process of urea high-pressure ring pipe.
SAFUREX;welding technology;welding quaity
TG457.11
B
1003–6490(2016)10–0002–02
2016–09–15
馬廣超(1986—),男,吉林九臺人,助理工程師,主要負責設備及管道的施工管理工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00
