焊接工藝對316L內(nèi)襯復(fù)合管焊接接頭點蝕電位的影響
2016-02-14 06:29:21常澤亮孟繁印徐文超
全面腐蝕控制 2016年11期
常澤亮 金 偉 陳 博 孟繁印 張 旭 徐文超
(1. 中國石油塔里木油田,新疆 庫爾勒 841000;2.沈陽中科腐蝕控制工程技術(shù)中心,遼寧 沈陽 110016)
焊接工藝對316L內(nèi)襯復(fù)合管焊接接頭點蝕電位的影響
常澤亮1 金 偉2 陳 博2 孟繁印1 張 旭2 徐文超1
(1. 中國石油塔里木油田,新疆 庫爾勒 841000;2.沈陽中科腐蝕控制工程技術(shù)中心,遼寧 沈陽 110016)
采用測量極化曲線的方法,研究了三種焊接工藝的316L內(nèi)襯復(fù)合管焊接接頭的點蝕電位。結(jié)果表明:三種焊接工藝焊接接頭的點蝕電位順序為:端部堆焊+625合金焊絲>端部封焊+625合金焊絲焊>端部封焊+309藥芯焊絲,證明了雙金屬復(fù)合管內(nèi)襯焊接工藝的改進提高了焊接接頭的點蝕電位。
雙金屬復(fù)合管 焊接 316L 點蝕電位
0 引言
針對單井采出液對集輸管線的腐蝕情況,國內(nèi)各大油田地面集輸管線均開始采用雙金屬復(fù)合管。因為它具有不銹鋼優(yōu)良的耐腐蝕性能和碳鋼管的高強度的雙重優(yōu)點[1]。雙金屬復(fù)合管均由襯層和基層組成,襯層一般為不銹鋼或耐蝕合金,基層為碳鋼[2]。根據(jù)國內(nèi)外油田的研究經(jīng)驗,316L不銹鋼對CO2腐蝕具有優(yōu)良的耐蝕性能,能有效緩解集輸管線由CO2引起的腐蝕穿孔問題,因此國內(nèi)采出氣含二氧化碳的油氣田應(yīng)用較廣泛的是襯層為316L不銹鋼的雙金屬復(fù)合管,如產(chǎn)出氣中CO2分壓較高的新疆克深2氣田,目前它的采氣干線和集氣干線使用的均為316L雙金屬復(fù)合管[3]。
某凝析氣田屬于高礦化度地層水性質(zhì),油田污水總礦化度達到 185000mg/L,地層水中Cl-含量高達112400mg/L。高濃度的Cl-容易引起不銹鋼的點蝕,像316L這種高含鉻鎳的奧氏體不銹鋼,在CO2環(huán)境中雖然表現(xiàn)出良好的耐腐蝕性能,但是目前尚未有足夠的數(shù)據(jù)表明316L不銹鋼復(fù)合管焊接接頭具有優(yōu)良的抗點蝕能力。目前該氣田雙金屬復(fù)合管采用的焊接工藝主要有三種,即前期的端部封焊+309藥芯焊絲和后期改進的端部封焊+625合金焊絲與端部堆焊+625合金焊絲。
本文主要利用極化曲線測量方法測得三種焊接工藝焊接接頭的點蝕電位,并通過點蝕電位對比判斷三種焊接工藝焊接接頭耐點蝕性能。
1 試驗方法
1.1 試驗材料
選取三種不同焊接工藝的316L內(nèi)襯復(fù)合管環(huán)焊縫焊接接頭作為試驗材料。
(1)焊接工藝為端部封焊+309藥芯焊絲對焊的焊接接頭,以下簡稱工藝a;
(2)焊接工藝為端部封焊+625合金焊絲+鎢極氬氣保護焊的焊接接頭,以下簡稱工藝b;
(3)焊接工藝為端部堆焊+625合金焊絲+鎢極氬氣保護焊的焊接接頭,以下簡稱工藝c。
1.2 試驗溶液

表2-1 試驗溶液中Cl-濃度
1.3 試樣的制作
試驗試樣的制作和試驗操作方法參考“GB/T 17899-1999 《不銹鋼點蝕電位測量方法》[4]”。
按照標準要求將三種焊接工藝的焊接接頭加工成試驗面,面積為1cm2的正方形試樣,尺寸為10×10mm,厚度以5mm為宜。在非試驗面上錫焊一根銅導(dǎo)線,之后用環(huán)氧樹脂將除試驗面以外的所有區(qū)域進行封裝。封裝好試樣后用砂紙磨制試驗面,達到標準要求后,將試樣放于50℃,30%的硝酸中浸泡1h進行鈍化處理,防止試驗過程中發(fā)生縫隙腐蝕。
山東省臨沂市是中國北方重要的物流中心。伴隨著近幾年經(jīng)濟的快速發(fā)展、人口劇增以及城市化的不斷推進,臨沂市生態(tài)環(huán)境問題日漸突出,但其道路灰塵中重金屬的污染狀況仍不是很明確。本研究通過采集臨沂城區(qū)主要街道灰塵樣品,基于化學形態(tài)分析開展重金屬健康風險評價與人為來源解析研究,以期為當?shù)赜嘘P(guān)部門采取更加合理有效的污染防護措施提供理論支持,同時為中國城市道路灰塵重金屬健康風險評價工作積累數(shù)據(jù)。
1.4 點蝕電位測量試驗
試驗采用標準的三電極體系:工作電極為所制試樣,參比電極為飽和甘汞電極,輔助電極為石墨電極。將溶液注入三口燒瓶中,隨后將三口燒瓶放入恒溫水浴鍋中使溶液加熱至50℃并保溫。試驗前向溶液中通入純氮(99.99%)進行2小時的預(yù)除氧,試驗過程中保持對溶液連續(xù)通氣,通氣速度按每升試驗溶液約0.5L/min控制。把經(jīng)過處理的試樣的試驗面完全浸于溶液中,放置約10min后,從自然電位開始,以電位掃描速度20mV/min進行陽極極化,測得陽極極化曲線。試驗結(jié)束后以陽極極化曲線上對應(yīng)電流密度10μA/cm2的電位值來表示316L內(nèi)襯復(fù)合管焊接接頭的點蝕電位。
1.5 化學成分及金相組織分析
利用金相顯微鏡、掃描電鏡及能譜等分析技術(shù),研究三種焊接工藝焊接接頭主焊縫、封焊區(qū)或堆焊區(qū)的顯微組織及元素含量的差異。
2 試驗結(jié)果與討論
2.1 化學成分及金相組織分析
將每種焊接工藝接頭分為主焊縫、封焊區(qū)或堆焊區(qū)兩部分如圖1,三種焊接工藝焊接接頭各區(qū)域的金相組織如圖2所示。

圖1 焊接接頭示意圖

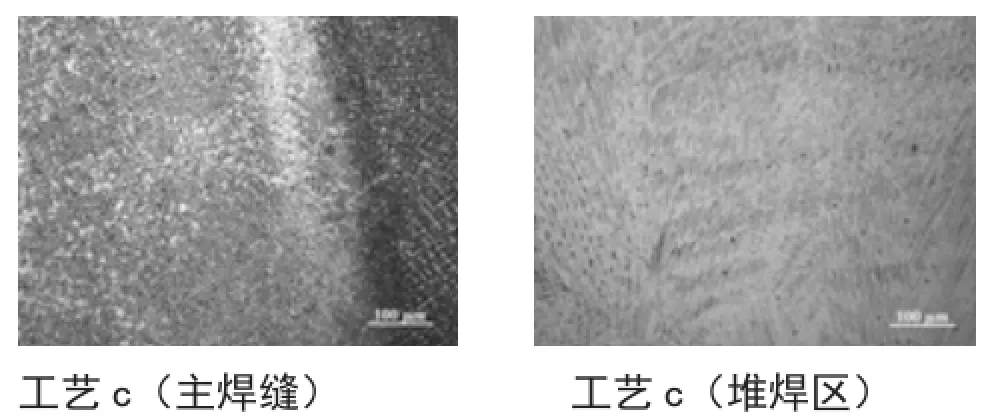
圖2 三種焊接工藝接頭主焊縫、封焊區(qū)或堆焊區(qū)的金相組織
從圖2可以看出,工藝a的主焊縫組織為奧氏體和條狀鐵素體,封焊區(qū)組織與主焊縫沒有明顯差別。工藝b的主焊縫組織由奧氏體和少量合金化合物組成,工藝b的封焊區(qū)存在細小的微裂紋。這可能是由于封焊區(qū)是碳素鋼,316L,在封焊焊接條件下,焊縫應(yīng)力較大易產(chǎn)生裂紋;工藝c主焊縫和堆焊區(qū)的組織主要由奧氏體構(gòu)成。
利用能譜分析三種焊接工藝焊接接頭主焊縫、封焊區(qū)或堆焊區(qū)中耐蝕金屬元素含量,如表2所示。

表2 三種焊接工藝焊接接頭主焊縫、封焊區(qū)或堆焊區(qū)中耐蝕金屬元素含量(w%)對比
2.2 點蝕電位測量結(jié)果分析
三種焊接工藝的試樣在不同試驗條件下的陽極極化曲線如圖3~5所示。
(1)模擬水樣Cl-濃度74000mg/L條件下,三種焊接工藝的316L內(nèi)襯復(fù)合管環(huán)焊縫焊接接頭的陽極極化曲線,如圖3所示;

圖3 三種焊接工藝試樣在Cl-濃度74000 mg/L溶液中的陽極極化曲線
(2)模擬水樣Cl-濃度128000mg/L條件下,三種焊接工藝的316L內(nèi)襯復(fù)合管環(huán)焊縫焊接接頭的陽極極化曲線,如圖3~4所示;


圖4 三種焊接工藝試樣在Cl-濃度128000mg/L溶液中的陽極極化曲線

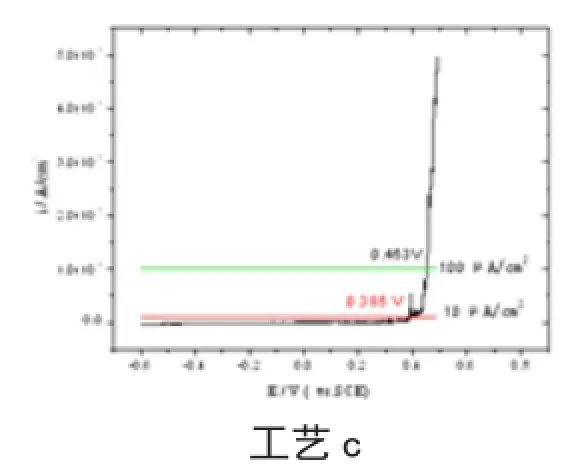
圖5 三種焊接工藝試樣在Cl-濃度182000mg/L溶液中的陽極極化曲線
(3)模擬水樣Cl-濃度182000mg/L條件下,三種焊接工藝的316L內(nèi)襯復(fù)合管環(huán)焊縫焊接接頭的陽極極化曲線(代表性)如圖5所示。
參考GB/T 17899-1999 不銹鋼點蝕電位測量方法,選取當電流密度為10μA/cm2作為點蝕電位,在Cl-濃度分別為為74000mg/L、128000mg/L和182000 mg/L溶液中,三種焊接工藝焊接接頭的陽極極化曲線變化趨勢基本相同,即掃描開始時隨著極化電位的增加電流密度基本穩(wěn)定無變化,而當極化電位達到某一程度時,電流密度明顯增大,然后在并不太大的極化電位范圍內(nèi)急劇增大,基本呈線性變化。三種焊接接頭的點蝕電位測量數(shù)值如表3所示。

表3 三種焊接工藝試樣的點蝕電位(對應(yīng)電流密度10μA/cm2)
點蝕是不銹鋼最常見的一種局部腐蝕。當不銹鋼處于特定介質(zhì)中一定時間,可能就會有不同程度的腐蝕發(fā)生,如果腐蝕發(fā)生在不銹鋼表面的局部地區(qū),并且向縱而深的方向發(fā)展,那么就形成了孔狀腐蝕坑,而不銹鋼表面的大部分均保持鈍態(tài)(鈍化膜完好),這種腐蝕現(xiàn)象就稱為孔蝕,又稱點蝕[5,6]。點蝕的發(fā)生起始于不銹鋼表面,尤其是鈍化膜薄弱處,點蝕主要包括點蝕核的形成(誘導(dǎo)期)和點蝕核生長(生長期)兩個階段,點蝕核的生長主要向縱而深的方向發(fā)展,最終導(dǎo)致不銹鋼由于點蝕發(fā)生穿孔[7]。
從電化學角度講,外加電位的變化對點蝕發(fā)生有較大的影響。即一旦外加電位超過點蝕電位,就可能使不銹鋼產(chǎn)生點蝕。電化學研究中的動電位掃描是研究不銹鋼發(fā)生點蝕常用的方法之一,同時也可評價多種不銹鋼發(fā)生點蝕的難易程度。即給試樣施加一個電位,并且使電位以一個恒定的速度向正方向移動,使試樣陽極極化,當掃描電位超過試樣的點蝕電位,不銹鋼就可發(fā)生點蝕。從圖3~5中均可以看出:試驗開始時隨著掃描電位的增大,腐蝕電流基本保持平穩(wěn)無變化,但當掃描電位達到某一值時,腐蝕電流瞬時急劇增大,這個轉(zhuǎn)折點對應(yīng)的電位值一般可認為是點蝕電位,國家標準中規(guī)定以陽極極化曲線上對應(yīng)電流密度10μA/cm2(或100μA/cm2)的電位值來表示點蝕電位。此現(xiàn)象表明不銹鋼表面某一處的鈍化膜被擊穿,試樣發(fā)生點蝕,而陽極極化曲線充分地反應(yīng)了不銹鋼點蝕發(fā)生的瞬時過程。
將三種焊接工藝的試樣在不同試驗條件下的點蝕電位數(shù)據(jù)整合后如圖6所示。

圖6 三種焊接工藝的試樣在不同試驗條件下的點蝕電位對比
通過圖6中三種焊接工藝的試樣點蝕電位對比得出:工藝c試樣的點蝕電位最高,即耐點蝕性能最優(yōu),工藝a試樣的點蝕電位最低,即耐點蝕性能最差,而工藝b試樣點蝕電位稍高于工藝a,但遠遠低于工藝c,其耐點蝕性能位于二者之間。其原因在于工藝c的焊縫中合金元素的含量較高,提高了焊縫的耐點腐蝕性能。不銹鋼中Cr元素含量的增加能提高其鈍化性能,進而提高不銹鋼的耐點蝕性能,另外Ni元素含量的增加也會使不銹鋼的耐蝕性能有不同程度的提高,而Cr-Ni-Mo三種元素的結(jié)合及含量的提升會使不銹鋼在氧化—還原性腐蝕介質(zhì)中具有良好的耐蝕性,尤其是有Cl-存在的環(huán)境[8,9]。
從圖6中還可看出,工藝c試樣的點蝕電位隨著氯離子濃度的增加變化不大,即在試驗范圍的氯離子濃度對試樣發(fā)生點蝕的難易程度基本無影響;而工藝a和工藝b試樣的點蝕電位隨著氯離子濃度的增加有明顯的下降,但后期點蝕電位也趨于平穩(wěn)。由此說明工藝a和工藝b試樣的耐點蝕能力隨著Cl-的濃度的升高而降低。這是因為當極化電位達到試樣的臨界點蝕電位時,溶液中的活性Cl-優(yōu)先選擇性地吸附在試樣的鈍化膜上,并與鈍化膜中的金屬陽離子結(jié)合而發(fā)生溶解,造成鈍化膜的局部破壞,導(dǎo)致點蝕的發(fā)生,從極化曲線圖中表現(xiàn)出的現(xiàn)象就是腐蝕電流密度顯著增大。
3 結(jié)論
(1)三種雙金屬復(fù)合管內(nèi)襯焊接工藝對應(yīng)的焊接接頭的點蝕電位從高到低依次為:端部堆焊+625合金焊絲焊接工藝>端部封焊+625合金焊絲焊接工藝>端部封焊+309藥芯焊絲焊接工藝;
(2)隨著地面集輸系統(tǒng)雙金屬復(fù)合管316L內(nèi)襯焊接工藝的改進,焊接接頭的點蝕電位有明顯提高。
[1] 王培程, 龔銀春, 田仙麗.油氣集輸管道防二氧化碳腐蝕的方法選優(yōu)[J].內(nèi)江科技,2013(06),177-178
[2] 王永芳, 袁江龍, 張燕飛等. 雙金屬復(fù)合管的技術(shù)現(xiàn)狀和發(fā)展方向[J].焊管,2013,36(02).
[3] 許愛華, 張靖, 院振剛等. 新疆克深2氣田雙金屬復(fù)合管失效原因[J].油氣儲運,2014,33(09).
[4] 胡小萍, 徐筱波, 劉景宜. GB/T 17899-1999 不銹鋼點蝕電位測量方法[S].北京:中國標準出版社,1999
[5] 姜文軍, 陳振宇, 郭興篷. N80鋼點蝕行為的研究[J]. 材料保護,2007,40(08):26-29.
[6] 王新剛, 李曉剛, 楊體紹等. X70管線鋼表面點蝕成因及機理分析[J].鋼鐵研究學報,2010,22(06):26-30.
[7] 張國超, 林冠發(fā), 張涓濤. 超級13Cr油套管鋼的點蝕行為研究[J].焊管,2013,36(7):20-24
[8] 趙江濤, 任常飛, 張柳麗等. 元素Cr、Ni 對不銹鋼耐蝕性能影響[J].現(xiàn)代機械,2013(5):88-91
[9] 王希成. Ni-Cr-Mo基耐蝕合金的腐蝕[J].儀表材料,1990(4)
Efect Of Welding Process On Pitting Potential Of Welded Joints Of 316L Lining Composite Pipe
CHANG Ze-liang1, JIN Wei2, CHEN Bo2, MENG Fan-yin1, ZHANG Xu2, XU Wen-chao1
(1. Tarim Oilfeld Company of PetroChina, Korla 841000, China; 2. Zhongke Engineering Research Center For Corrosion Control, Shengyang, Shengyang 110016, China)
Pitting potential of welded joints of 316L lining composite pipe with three welding processes was studied by measuring the polarization curve. The results showed that three kinds of welding joints of pitting potential is as follows: end welding +625 alloy wire > end sealing +625 alloy welding wire > end sealing +309 flux cored wire, proved that welding process optimization of double metal composite pipe lining improves the pitting potential of welded joints.
double metal composite pipe; welding; 316L; pitting potential
TQ 639.2
A
10.13726/j.cnki.11-2706/tq.2016.11.018.05
常澤亮(1969-),男,黑龍江青岡人,本科,高級工程師,現(xiàn)從事油田腐蝕與防護工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
