開縫套筒在切削加工中的應用
2016-02-16 02:35:18鄭紹蕓
工程建設與設計 2016年8期
鄭紹蕓
(廣東松山職業技術學院,廣東韶關512126)
開縫套筒在切削加工中的應用
鄭紹蕓
(廣東松山職業技術學院,廣東韶關512126)
零件外圓柱面夾位過少時,影響切削用量選擇,加工時容易松動,從而引起扎刀,工件掉下來,甚至有時夾不住,無法加工,論文通過制作相應尺寸的開縫套筒用于裝夾,從而解決了難題。
夾位;松動;開縫套筒;尺寸
【DOI】10.13616/j.cnki.gcjsysj.2016.07.098
1 引言
在機械加工中經常會遇到一些零件裝夾位置長度過短,以至夾緊力不足,加工過程中容易掉下來,甚至有的零件無法裝夾等問題。如圖1所示零件為一套類單個零件,毛坯給出的長度約為100mm,加工順序是夾住左端,先加工右端內孔、外圓、拋物線,切左端直徑臺階槽等部位后,剩下的左端準40mm的內孔就無法加工了,只能切下掉頭加工。可是在總長61mm長切下后(長1mm用于掉頭平端面)外圓用卡爪裝夾(如圖2所示)會使裝夾面過少,在加工過程中必然會夾不住,即使能夾住,加工時也隨時會松動,甚至掉下來,那么如何解決這個問題?
2 采用心軸加工
先夾毛坯左端,拉一刀外圓后(方便掉頭可找正),加工右端內孔,在總長61mm長切下(長1mm用于掉頭平端面),掉頭找正平總長,加工左端內孔,在這些部位加工完畢后只剩下外圓輪廓沒加工,這時可以采用如圖3所示的心軸裝夾,加工拋物線外等外輪廓。
采用心軸裝夾加工的弊端:
1)通用性不強,不同直徑的內孔需重新加工心軸;
2)裝夾次數多,零件位置精度容易超差。
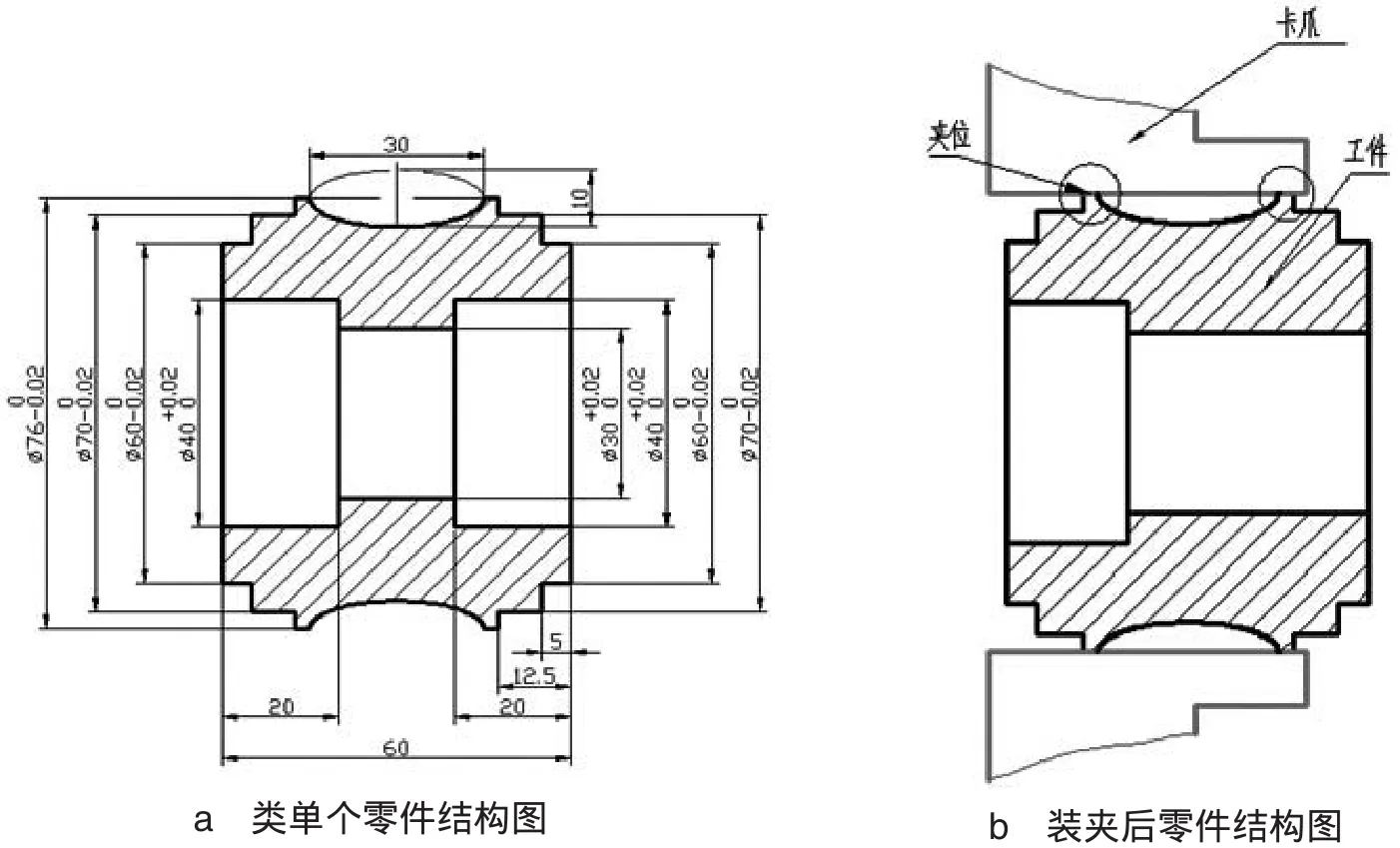
圖1 零件結構圖
3 采用開縫套筒裝夾
開縫套筒裝夾加工過程。如圖1所示零件可以先夾住毛坯左端,先加工右端內孔、外圓、拋物線,等部位后切下掉頭,剩下的左端準40mm內孔,臺階可以在切下后可以用圖4所示的開縫套筒裝夾加工。開縫套筒內徑加工時比零件外徑準76mm車小0~0.05mm,長度比中間凸起兩邊各短1mm,以防止加工左邊外圓臺階時發生干渉。同時開縫套筒的開口處要避開卡爪,以防不同心。
開縫套筒制作:
開縫套筒最好采用45#鋼加工,這樣不容易產生變形。尺寸如圖5、表1所示。
D1尺寸應車得比所夾的零件外徑大0.03~0.05mm,以保證裝夾間隙。經過多次實踐準D取1.5mm可以保證多次使用后不容易變形,裝夾時能夾緊。L1開口尺寸8~10mm可以在一定范圍內裝夾不同的外徑,擴大裝夾范圍。
開縫套筒優點:
增加裝夾時的接觸面積、夾緊力分布均勻、零件不容易變形。壓強公式P=F/S可以知道,壓力一定,受力面積越大,壓強就越小,從以上用開縫套筒裝夾圖1零件可知,用開縫套筒可以增大裝夾接觸面,減少每一點的夾緊力是可行的。
4 開縫套筒應用
根據加工零件形狀的不同,開縫套筒也可以做成不同形狀的,如圖6零件是一件兩頭有螺紋的小軸,加工時給出的毛坯長度僅比零件總長長5mm,加工時只能加工一頭后掉頭加工。加工一頭后,掉頭加工另一邊時,如果采用螺紋與橢圓中間的圓柱面進行裝夾,由于裝夾面長度不足,切削用量也不敢選得過大,在加工時會往往容易掉下。這時也可以采用加工好一端后,另一端采用臺階式開縫套筒進行裝夾(見圖7),讓開縫套筒同時夾住了螺紋與橢圓中間的圓柱面、螺紋面,這樣可以增大裝夾面積,夾緊力分布均勻,在切削零件不易掉下,同時切削用量也可以增大(見圖8)。
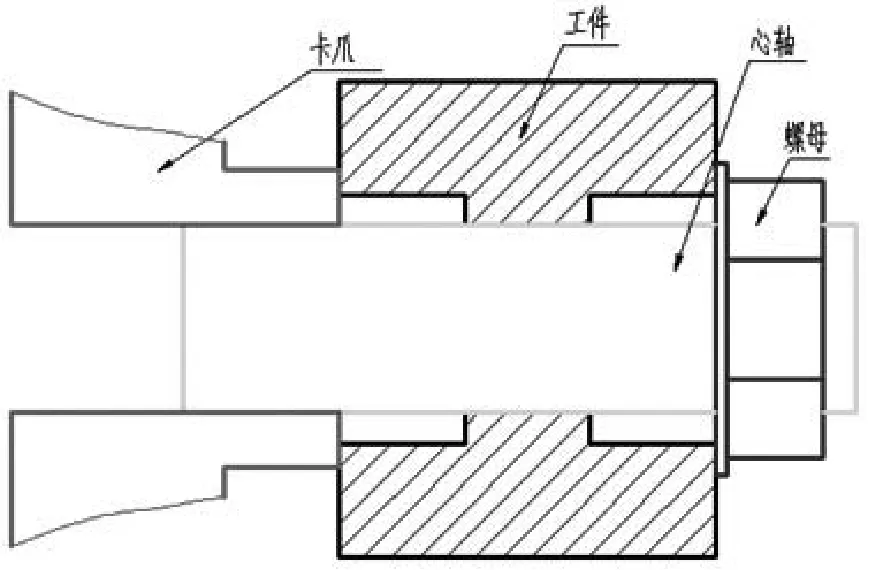
圖2 卡爪裝夾

圖3 心軸裝夾
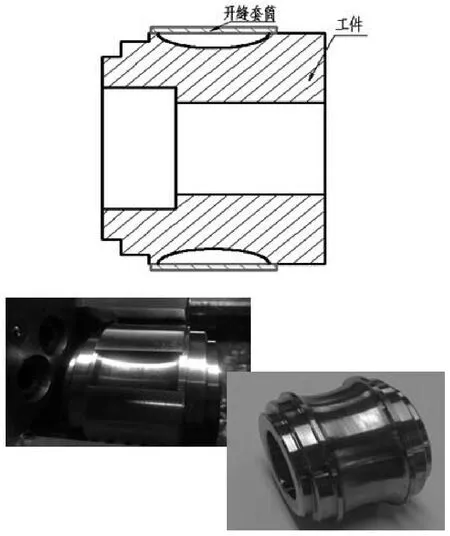
圖4 開縫套筒裝夾
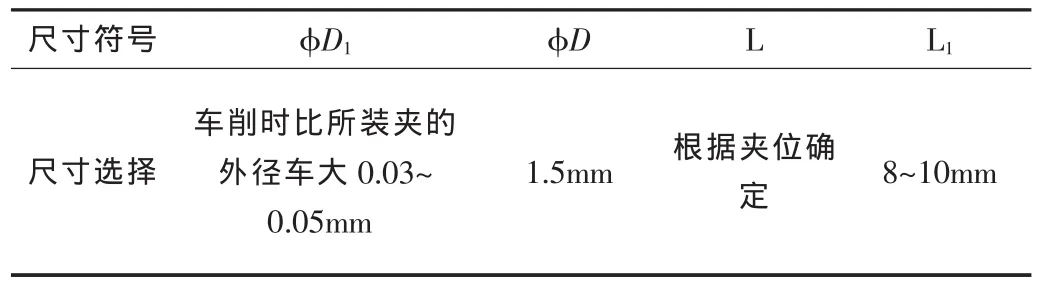
表1 開縫套筒尺寸
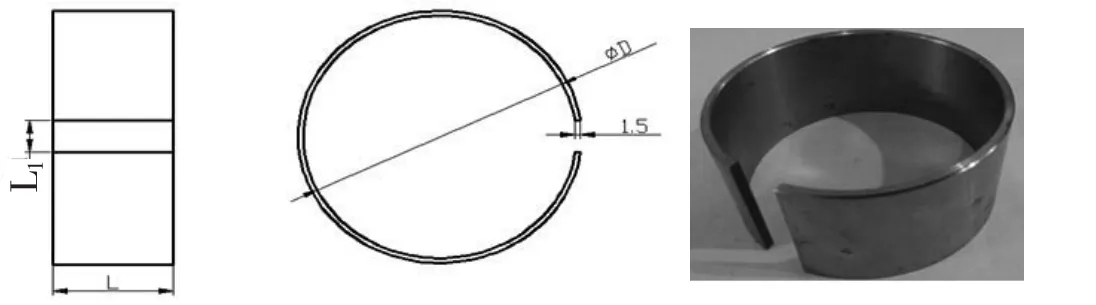
圖5 開縫套筒尺寸
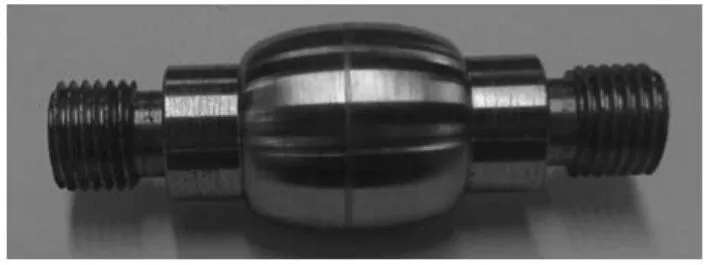
圖6 小軸

圖7 臺階開縫套筒

圖8 采用臺階開縫套筒裝夾小軸
5 結束語
用開縫套筒裝夾零件可以大裝夾面積,受力均勻,工件不易變形,工件表面不容易刮花,對于不同尺寸與形狀的零件表面還可以加工不同形狀規格的開縫套筒,這樣可以提高加工速度和加工精度,達到較好的經濟效益。
【1】仇啟源,龐思勤編著.現代金屬切削技術[M].北京:機械工業出版社,1992.
【2】龐思勤,于啟勛.TiCN基硬質合金刀具切削性能與切削機理研究[J].硬質合金,1995(1):86-110.
Application of Slotted Sleeve in Machining
ZHENGShao-yun
(GuangdongSongshanPolytechnicCollege,Shaoguan512126,China)
When the outer circle ofclip position istoo small, itwill affect the choice ofcuttingparametersand easyto loosenwhen processing, therebycausing the bar to be cut off, thework piece falls off, and sometimes unable to be processed .This paper solved the problemthroughmaking the corresponding size of the slottedsleeveusedforclamping.
clipposition;loosen;slottedsleeve;size
TG506
B
1007-9467(2016)07-0155-02
2016-5-4
鄭紹蕓(1971~)女,廣東汕頭人,講師/工程師/高級技師,從事數控加工技術研究,(電子信箱)zsy6664768@yahoo.com.cn。