談數控車削圓弧螺紋的加工方法
2016-02-18 11:04:45梁金土鄧旭橋
廣東教育·職教版 2016年1期
梁金土+鄧旭橋
摘要:隨著數控技術的不斷發展,近年來數控技能競賽中出現了非標準螺紋的加工,傳統的加工方法已經無法順利完成非標準螺紋的加工。本文主要探討圓弧牙底異形螺紋的加工方法。
關鍵詞:數控車;異形螺紋;宏程序;加工方法
中圖分類號:G712文獻標識碼:A文章編號:1005-1422(2016)01-0104-02
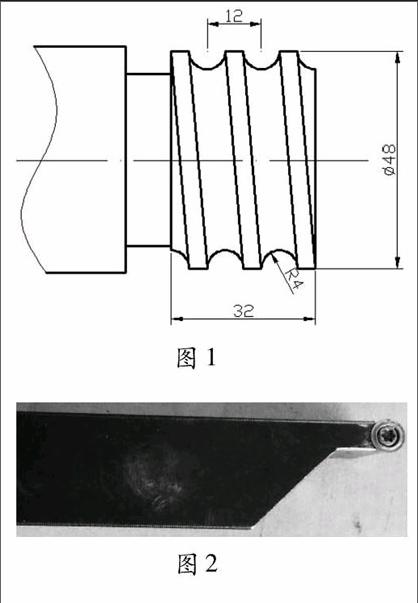
異形螺紋的螺距較大,加工較為復雜,對操作者的操作技能要求較高,特別是對于牙底是圓弧的異形梯牙螺紋,切削量大,易發生扎刀和崩刀的現象。如果我們能夠選擇適當的刀具和合理的加工方法,問題自然就會迎刃而解。圖1
一、加工準備
1.材料準備
加工圖1所示的螺紋,單頭圓弧牙底異形螺紋,材料為鋁,毛坯為φ50。
2.刀具的選擇
對于圖1中圓弧牙底異形螺紋螺紋溝槽為半圓形,半徑為4mm,半徑值較大,選用直徑為3mm的圓弧形車刀圖2進行加工。圓弧形車刀是材料為金屬陶瓷的機夾刀,如圖2所示。
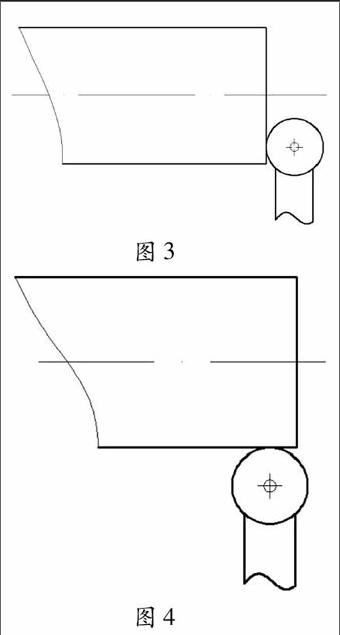
二、加工螺紋圖3
1.找準刀具定位點
加工前要進行對刀,先對Z軸,圓弧形車刀輕碰工件右端面,如圖3所示,在對應刀補號輸入Z1.5;然后對X軸,圓弧形車刀輕碰工件外圓,如圖4所示,在對應刀補號輸入X51,對刀完畢。圖4
2.加工步驟
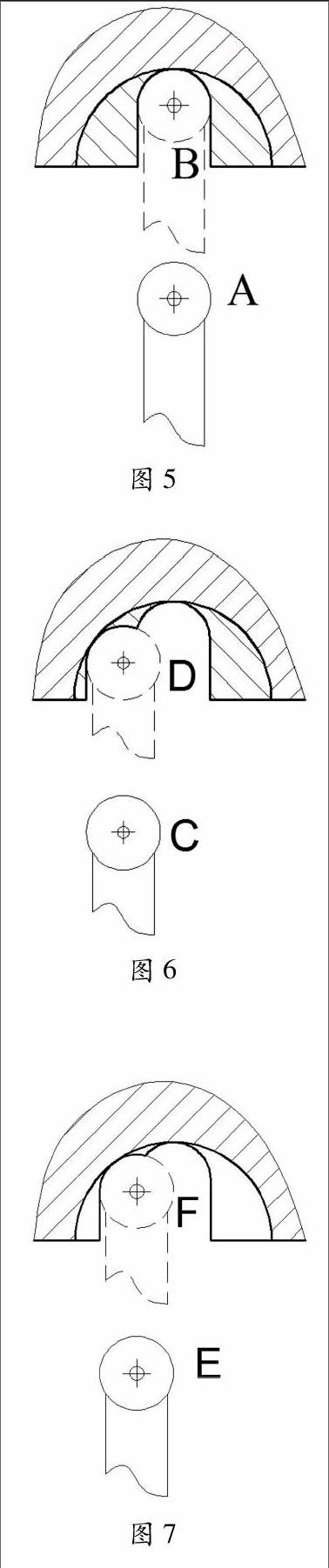
加工螺紋時,應選擇低轉速,因為圓弧形異形螺紋的螺距較大,加工余量多,車削時車刀刀刃與工件接觸范圍大,切削力過大,易出現停床或扎刀的現象,所以應選擇主軸轉速為S150。圖5
(1)先用直進法進行加工
第一步:如圖5所示,車刀定位在G00 X60 Z20,車刀從A點車削至B點。編程為:
G00 X60 Z20;圖6
G82 X51 Z-32 F12;
G82 X50.5 Z-32 F12;
……
G82 X43 Z-32 F12;
第二步:第一刀加工完畢后,剩余的切削余量如圖5所示。接下來先加工左邊的切削余量,刀具向左偏移。這時就會產生了一個問題,向左偏移多少?下面我們采用兩組偏移量來進行對比:
①向左偏移2mm
刀具從C點車削至D點,如圖6所示,車削到D點后,剩余的切削余量較大。在最后精車時,會因為加工余量大,刀具承受的切削力過大,容易造成崩刀和停床。 圖7
②向左偏移1.5mm
刀具從E點車削至F點,如圖7所示,剩余的切削余量在合理的范圍內。如果刀具向左偏移量過小,就會影響加工效率。所以第一步加工完畢后,刀具向左偏移Z-1.5,圖8從E點車削至F點。編程為:
G00 X60 Z18.5;
G82 X51 Z-32 F12;
G82 X50.5 Z-32 F12;
……
G82 X41 Z-32 F12;
第三步:刀具向再左偏移1mm,從G點車削至H點,如圖8所示。左邊螺紋溝槽加工完畢。編程為:
G00 X60 17.5;
G82 X51 Z-32 F12;
G82 X50.5 Z-32 F12;
……
G82 X43.06 Z-32 F12;圖9
第四步:刀具向右偏移Z1.5mm,從I點車削至J點,如圖9所示。
編程為:
G00 X59 Z21.5 ;
G82 X51 Z-32 F12;
G82 X50.5 Z-32 F12;
……
G82 X41 Z-23 F12;
圖10
第五步:刀具再向右偏移1mm,從M點車削至N點,如圖10所示。圓弧螺紋的加第一次工完畢。編程為:
G00 X60 Z22.5 ;
G82 X51 Z-32 F12;
G82 X50.2 Z-32 F12;
……
G82 X43.06 Z-23 F12;
(2)用對稱切削法修整圓弧螺紋
使用宏程序編程加工螺紋時,為了使刀具能夠沿著圓弧形狀走一刀,所以我們必須找到刀具走刀的軌跡圓,根據刀具的圓弧半徑為1.5,當刀刃與圓弧重合時,刀心走的軌跡是R2.5的圓弧刀具,如圖11所示。具體的走刀軌跡是對稱切削法:第一刀從半圓弧軌跡的右邊開始加工,第一刀后,刀具來到圓弧形軌跡對稱的左邊進行加工,如圖12所示,如此循環交替,直至螺紋加工完畢。
這時我們就會想到,刀具沿半徑為2.5的半圓弧軌跡走刀時,如何求出刀具具體的定位點?如在圖13中,刀具從1點走到2點,求出刀具在2點的位置。
談數控車削圓弧螺紋的加工方法
刀具在2點的位置,可利用勾股定理求出。如圖14所示
X2+Z2=2.52可求得 ? X= SQRT[2.52-Z2]
設定:#1=Z,#2=X;編程如下:
%1
G00 X100 Z100 T0101;
M03 S150; ? ?(主軸正轉,轉速150,調用圓弧形車刀)
#1=2.5; ? ? ? ? ? ? (#1為Z值,起點為O點,Z=2.5)
WHILE #1LE0; ? ? ? ? (判斷Z值是否小于或等于0)
#2=SQRT[2.5*2.5-#1*#1];(X值)
G00 X59 Z[12+#1]; ? ? (定位點要考慮刀具半徑,刀具從半R2.5的半圓弧右邊進刀)
G82 X[51-2*#2] Z-32 F12;(從O點處車螺紋至Z-32,螺距為12)
G00 X59 Z[12-#1] ;(刀具從半R2.5的半圓弧左邊進刀)
G82 X[51-2*#2] Z-32 F12;(從P點處車螺紋至Z-32,螺距為12)
#1=#1-0.02;(螺紋起點Z值遞減)
ENDW; ? ? ? ? ? ? ? ? ? ?(循環結束)
G00 X100; ? ? ? ? ? ? ? (退刀)
Z100;
M05;
M30; ? ? ? ? ? ? ? ? ?(程序結束)
注:在編程定位時,要考慮圓弧形車刀的半徑補償,在進退刀時必須考慮刀尖圓弧半徑,否則會發生過切或撞刀等現象。螺紋的精度主要取決于變量賦值精度,賦值精度越高,加工的螺紋精度越好,但耗時越長。
三、結束語
加工大螺距圓弧牙底異形螺紋,采用本文介紹的加工方法,可以方便、快捷地完成圓弧螺紋的加工。宏程序簡單、明了,讓人容易理解和接受。
參考文獻:
[1]沈建鋒.數控車床編程與操作實訓[M].北京:國防工業出版社,2005.
[2]周黎明.數控車床上異型梯形螺紋的加工技巧[J].裝備制造技術,2010(6).
[3]蔣子健.異形螺紋的加工方法[J].裝備制造技術,2011(2).
[4]劉俊輝.宏程序在大導程異形螺紋加工中的應用[J].職業,2010(21).
責任編輯:何麗華