噴氣織機緯向停臺淺析
2016-03-02 05:31:00陳聲富
紡織科技進展 2016年7期
陳聲富
(韶關市粵紡紡織有限公司,廣東 韶關 512136)
噴氣織機緯向停臺淺析
陳聲富
(韶關市粵紡紡織有限公司,廣東 韶關 512136)
從實際生產中噴氣織機的故障停臺記錄入手,分析了緯向停臺形成原因和影響噴氣織機織造效率的主要因素,提出了相應的改進措施。
噴氣織機;緯向停臺;織造效率;改進措施
噴氣織機以其高速度、高產量、高效率、高自動化和質量優等特點而得到了飛速發展。然而在實際生產使用中有些噴氣織機還存在許多不足,需要不斷摸索總結經驗,才能充分體現出其應有的特點。本文結合我公司多年來應用噴氣織機的實際生產經驗,對生產中噴氣織機的故障停臺進行了統計分析,提出了影響噴氣織機織造效率的主要因素,以及提高織造效率的有效改進措施,供相關企業充分發揮噴氣織機效能參考。
1 實驗部分
1.1 樣本數據記錄
統計樣本織物品種規格見表1,所用織造設備及其主要工藝參數為:豐田JAT610-190,車速(580±50)r/min,踏盤開口時間290°-310°,后梁高度(-2)-(+2)格,上機張力250-350 kg,主噴嘴壓力4.2 kg,輔助噴嘴壓力4.6 kg,主噴嘴開閉時間80°/180°,投緯時間80°-100°。
1.2 實驗生產數據統計
本次實驗生產的機臺為6—8臺,時間為8周,故其統計的數據基本反映了這些品種的真實生產情況,偶然性很小。各品種經、緯停臺實驗統計數據見表2,緯紗故障分探緯器的統計數據見表3。
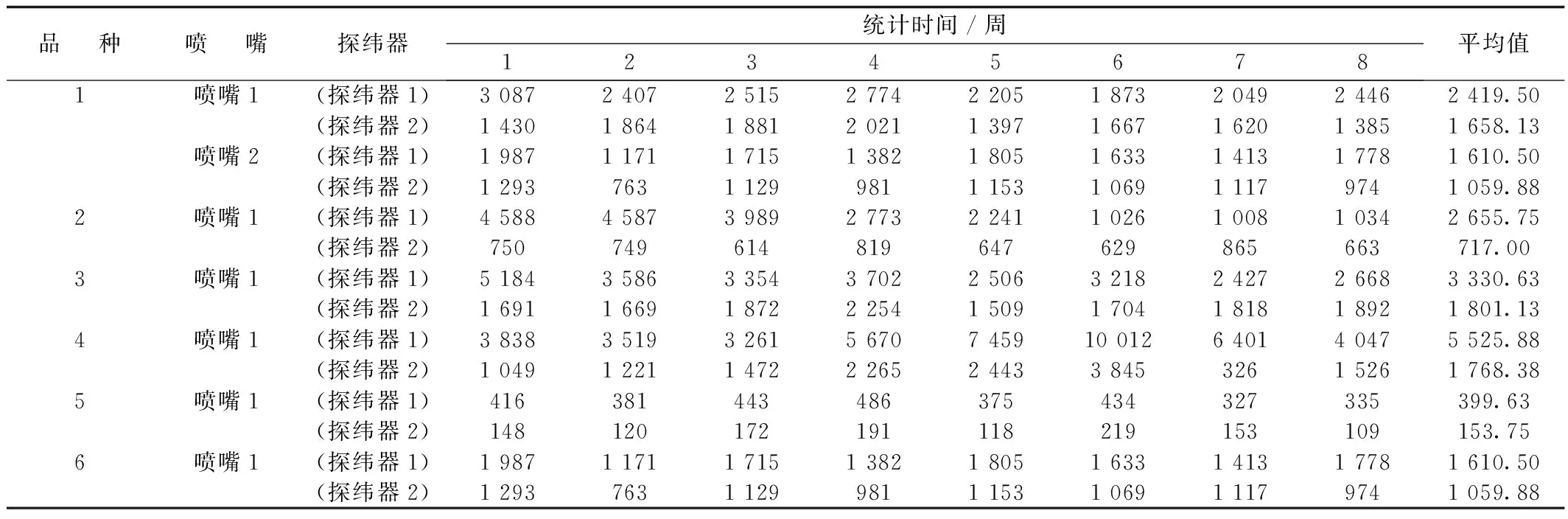
表3 緯紗故障各探緯器統計數據 單位:次
2 結果和分析
2.1 品種1的緯向停臺占比
如圖1所示,在8周的生產過程中品種1經紗停臺占織機總停臺的11.72%,平均緯紗故障停臺占織機總停臺的78.01%;可見緯向停臺是此類品種停臺的主要原因。品種l的緯向停臺占織機總停臺百分率的變化曲線見圖2。
在8周生產過程中品種l的織造效率變化如圖3所示,其中織造效率最高達91%,最低為85.2%,兩者相差近六個百分點。而第8周的緯停比率不是最低只是較低,這是因為織造效率受很多停車故障因素的影響。但緯停故障對織造效率的影響成正比關系,且是主要因素。
2.2 織物密度對停臺的影響
由圖2可知,第1周緯向停臺最高占織機停臺的81.22%,第7周最低占織機停臺的72.86%。由表2可知,在所有本次實驗品種中品種4的緯向平均故障停臺與經向平均故障停臺之差最大,前者是后者的4.95倍。品種5的緯向平均故障停臺與經向平均故障停臺之差次最小,前者也是后者的2.8倍。這表明緯向故障停臺與經紗故障停臺之差是隨著織物的緊密程度的增大而增大的,即織物的經紗與緯紗密度越大,緯紗故障停臺就越多。這是因為密度越大紗線之間的摩擦數量增大,織口清晰度下降,尤其是高支高密織物最為突出。
2.3 緯紗強力對停臺的影響
從表2可看出,各品種的緯停次數均遠高于經停次數。觀察分析實際生產過程中緯紗斷頭造成緯停的原因,主要是緯紗強力不足,特別是因緯紗弱捻處和細節處都承受不了較大的噴射張力而被吹斷,造成緯紗斷頭產生緯停故障。其次是個別機臺主輔噴壓力過高,在高速氣流的沖擊作用下吹散緯紗,造成緯停故障。也有個別筒子卷繞成形不良,特別是退繞接近筒腳或滿筒時退繞不暢,緯紗斷頭造成緯停故障。也有緯紗從筒子上退繞速度過快產生脫圈,引起緯停。
2.4 其他因素對停臺的影響
從表3可看出,對于本次實驗的大部分織物,探緯器1探測到的緯紗故障次數都多于探緯器2探測到的緯紗故障次數,特別是高支高密的品種4織物更為突出,前者平均是后者的3.12倍。緯停次數最少的是品種5織物,但也達到了2.6倍。探緯器1探測到的緯紗故障主要是短緯、縮緯等緯紗飛行沒有到達規定位置的引緯異常。
聯合組織的緯向停臺相對三元組織也較多,主要是由于聯合組織的織口開口沒有三元組織清晰,造成投緯過程中緯紗受阻引起緯向停臺。另外,開口不清和經紗的紗疵、毛羽、經位置線和張力有關,造成緯紗飛行受阻而產生緯停故障。織物的經紗密度越大,經紗間摩擦越多,梭口越不易開清,便易絆住緯紗而造成緯停故障。
3 提高噴氣織機織造效率的措施
由上實驗結果分析可見,提高緯紗的成紗質量是實現噴氣織機高效的基本保證。雖然不同織物造成其緯停故障的原因多種多樣,但不外乎是紗線的內在(強力、強不勻)和外觀(毛羽、紗疵)質量問題。因此應改變以往只重視經紗成紗質量,輕視緯紗成紗質量的觀念,必須經緯紗線統一兼顧,嚴格控制緯紗的強力和強力不勻率。結合本公司多年生產經驗,提出如下技術措施。
3.1 增加緯紗捻度
在紡紗工藝設計中控制好紗線捻度。在紗線臨界捻系數的捻度范圍內,隨著紗線捻度的增大,紗線的強力提高,斷裂伸長率增大,毛羽減少;并且由于噴氣織機都采用精確控制的接力輔助噴嘴,在引緯時不會因捻度大而產生緯紗扭結。因此增加緯紗的捻度有利于減少緯停故障,提高噴氣織造的效率。杜絕用針織用紗,因為針織用紗捻度小容易造成緯紗被氣流吹散。
3.2 緯紗熱濕定捻
緯紗熱濕定捻不僅可以穩定緯紗的捻度,增加纖維間的抱合力,而且由于濕度的增加使紗層間的附著力增加,減少了脫緯和縮緯現象,從而減少緯停故障。經熱濕定捻后可增加緯紗的斷裂伸長近一個百分點,故可提高噴氣織機的織造效率,特別是對麻棉紗等纖維較硬且毛羽較長的織物效果更為顯著。
3.3 緯紗絡筒
絡筒工序配有電子清紗器,能有效去除紗線中較大的粗節與細節紗疵疵點;而且經過絡筒工序后,改變了紗線的成形,有利于織造時紗線的退卷,便于織造。
3.4 合理配置織造工藝參數
對經紗密度較大的高密織物,開口不清是造成噴氣織機緯停故障的一個主要原因。因此經紗應采用合理的漿料配方和漿紗工藝,使毛羽盡可能地伏貼。另外,還應合理選擇織造工藝參數,適度增大上機張力,選擇合理的經位置線,以免造成開口不清而發生緯停。
4 結語
經紗上漿后其可織性大大提高,經紗故障減少,因此緯紗的強力和毛羽及上機工藝參數是造成織機緯向停臺的主要原因。而且這種緯向停臺是可以通過采取有效措施得以明顯改善的。只有根據不同織物的織造要求,合理地提高緯紗質量,并合理配置織造工藝參數,才能有效地提高噴氣織機的織造效率,達到事半功倍的效果。
[1] 高衛東, 榮瑞萍, 徐山青. 現代織造工藝與設備[M]. 北京:中國紡織出版社, 2001.
[2] 黃 故. 棉織原理[M]. 北京:中國紡織出版社, 1995.
[3] 蔡陛霞. 織物結構與設計(第二版)[M]. 北京:紡織工業出版社, 1986.
[4] 陳元甫. 機織工藝與設備(下冊)[M]. 北京: 紡織工業出版社, 1986.
Analysis of Weft Stoppages of Air-Jet Looms
CHEN Sheng-fu
(Shaoguan Yuefang Textile Co. Ltd., Shaoguan 512136, China)
The reasons of weft stoppage and the influencing factors of weaving efficiency for air-jet loom were analyzed according to the fault stoppage recording for air-jet loom in production practice. Some improvement measures were proposed.
air-jet loom; weft stoppage; weaving efficiency; improving measure
2016-05-23;
2016-06-24
陳聲富(1974-),男,工程師,主要從事織造工藝設計及新產品開發工作,E-mail:1336506395@qq.com。
TS103.33
B
1673-0356(2016)07-0032-03
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
汽車維修與保養(2019年7期)2020-01-06 03:30:42
商周刊(2017年9期)2017-08-22 02:57:49
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
時代英語·高二(2015年1期)2015-03-16 00:08:11
汽車維護與修理(2015年2期)2015-02-28 12:15:39
