旋軋擴徑工藝生產大直徑中薄壁P91無縫鋼管實踐
2016-03-03 02:03:29姚家華何彪肖功業趙慶權王國亮張俊萍
鋼管 2016年6期
姚家華,何彪,肖功業,趙慶權,王國亮,張俊萍
(天津鋼管集團股份有限公司,天津300301)
旋軋擴徑工藝生產大直徑中薄壁P91無縫鋼管實踐
姚家華,何彪,肖功業,趙慶權,王國亮,張俊萍
(天津鋼管集團股份有限公司,天津300301)
介紹了采用Ф460mm PQF連軋管機組熱軋,再經Ф720mm斜軋擴徑機組旋軋擴徑,生產大直徑中薄壁P91無縫鋼管的生產工藝;分析了生產的P91無縫鋼管的性能。結果表明:采用旋軋擴徑工藝生產的P91無縫鋼管,其化學成分、成品幾何尺寸和力學性能等均滿足相關標準要求;其持久強度與常規熱軋管機組生產的相當,產品可以在高溫高壓環境下應用。
無縫鋼管;大直徑;中薄壁;P91;旋軋;性能
眾所周知,P91因其w(Cr)為9%和w(Mo)為1%,在高溫抗氧化和高溫強度上有突出表現。同時通過添加V、Nb、N等微合金化元素,在晶界和晶內形成了大量形狀復雜的Nb、V(C,N),該析出相具有高溫長時長大不明顯的優點,從而大大提高P91鋼的高溫持久強度[1],同時還保持了原9Cr-1Mo鋼的優良的抗高溫腐蝕性能[2]。因此,P91經常被用于主蒸汽管道、再熱蒸汽管道熱端及其他高溫承壓設備。
P91的合金含量高,其冶煉以及軋制過程比較困難,雖然國產大直徑厚壁P91無縫鋼管的各項性能能滿足相關標準要求[3],但是大直徑中薄壁無縫鋼管由于變形量大,在國際上也很少有適合軋制該產品的熱連軋機組,而大多是采用熱軋或熱擠壓后進行冷拔(軋)的工藝。冷拔(軋)是在再結晶溫度以下進行的加工工藝。由于冷加工后鋼管的晶粒很細小,而在隨后的熱處理過程中晶粒又很難長大[4],雖然細小的晶粒使P91的高溫抗氧化性能更優異[5],但在超過晶界和晶內等強溫度時,會明顯降低高溫持久強度。
采用推制式擴管工藝生產大直徑中壁厚P91無縫鋼管時,由于熱擴管的變形過程中外表面沒有約束力,因此鋼管徑向變形為拉應力變形,制管時會將母管的缺陷擴大,使原有軋制緊密的結構變疏松,從而大大影響了P91無縫鋼管的安全使用[6]。采用該工藝生產的大直徑P91無縫鋼管,一般不建議在450℃以上環境中使用。
天津鋼管集團股份有限公司采用鍛坯進行軋制,并在Ф720mm斜軋擴徑機組上進一步旋軋,生產出了符合標準要求的大直徑中薄壁P91無縫鋼管。本文對該P91無縫鋼管的生產情況進行介紹。
1 生產工藝
Φ508mm×20.62mm規格P91無縫鋼管的具體生產工藝流程為:EAF電弧爐冶煉+LF精煉+VD精煉+模鑄+鍛造→環形爐加熱+穿孔+Φ460 mm PQF連軋+定(減)徑+探傷→坯管加熱+旋軋擴徑+均整+定(減)徑+超聲波探傷→熱處理+性能檢驗+內外修磨+探傷+水壓+人工檢驗+入庫。
1.1 煉鋼
冶煉P91原料采用優質廢鋼或返回料+鐵水,煉鋼過程除精確控制合金元素外,尤其對S、P以及“五害”元素進行嚴格控制,以防止其影響P91鋼的高溫性能[7];同時,嚴格要求VD精煉時的高真空脫氣時間以及破空喂絲后的弱攪時間,保證鋼中的夾雜物充分上浮。
1.2 軋管
Φ508mm×20.62mm規格P91無縫鋼管是大直徑中薄壁鋼管,很難一次成型;因此,經Ф460 mm PQF連軋管機組熱軋后,坯管加熱,再由Ф720mm斜軋擴徑機組旋軋,經旋軋擴徑、均整、定(減)徑3道次熱變形后,軋制成成品規格。
由于上述3道次變形的外表面均有軋輥約束;因此,P91無縫鋼管的徑向變形為壓應力,鋼管組織更加致密,有益于鋼管的高溫使用性能。
1.3 熱處理
采用步進梁式連續熱處理爐進行熱處理。相對于箱式爐,步進梁式連續熱處理爐的爐溫更均勻,鋼管由于旋轉前進,管體受熱也更均勻,從而使得鋼管管體性能均勻。參考文獻[8-9]并結合生產實際情況,制定P91無縫鋼管的熱處理工藝:正火1 040~1 080℃,回火770~790℃。
2 產品性能分析
2.1 化學成分
分析Φ508 mm×20.62 mm規格P91無縫鋼管的化學成分,取兩個試樣,結果見表1。從表1可以看出:P91無縫鋼管的化學成分符合ASTM A 335/A 335M—2013《高溫用無縫鐵素體合金鋼管技術條件》要求。“五害”元素含量較低,鋼的純凈度好。殘余元素控制要略好于國外產品[10]。

表1 Φ508 mm×20.62mm規格P91無縫鋼管的化學成分(質量分數)%
2.2 幾何尺寸
隨機抽取1支Φ508 mm×20.62 mm規格P91無縫鋼管,測量4個截面的幾何尺寸,其檢測結果見表2。從表2可以看出:P91無縫鋼管經Ф720 mm斜軋擴徑機組旋軋后,其幾何尺寸偏差完全滿足ASTM A 335/A 335M—2013標準要求。
2.3 室溫力學性能及工藝性能
室溫拉伸試樣采用縱向圓棒試樣,試驗方法執行ASME SA 370—2013《鋼制品力學性能試驗的標準方法和定義》。Φ508 mm×20.62 mm規格P91無縫鋼管的室溫力學性能結果見表3。
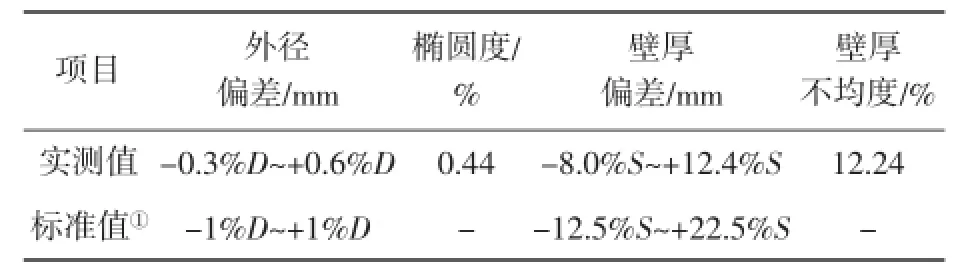
表2 Φ508mm×20.62mm規格P91無縫鋼管的幾何尺寸實測值
研究發現,當P91無縫鋼管的硬度為160 HBW時,其組織中含有大量鐵素體塊,由于位錯發生了回復,很難再觀察到位錯,導致鋼管的持久強度大大降低[11-12]。因此,P91無縫鋼管的硬度不能太低。從表3可以看出:Φ508 mm×20.62 mm規格P91無縫鋼管的硬度在210 HBW左右,硬度值適中。
雖然ASTM A 335/A 335M—2013標準沒有對P91無縫鋼管的沖擊韌性進行要求,但鋼的純凈度、組織均勻性以及有害氣體含量等均會對沖擊韌性有影響。生產的Φ508 mm×20.62 mm規格P91無縫鋼管的沖擊功在200 J以上,沖擊韌性良好。

表3 Φ508mm×20.62mm規格P91無縫鋼管的室溫力學性能
2.4 高倍分析
P91無縫鋼管的熱處理態金相組織如圖1所示。P91無縫鋼管熱處理后的顯微組織為回火馬氏體,晶粒度8.5級,組織正常[13];非金屬夾雜物等級:A系(細)、D系(細)均為0.5級,B系(細)≤1.0級,其余為0級。同時,由于化學成分配比及軋制工藝設計合理,P91無縫鋼管在熱處理后并未發現δ鐵素體。
文獻[5]結果表明:晶粒細小的P91無縫鋼管,晶界多,有利于高溫下Cr元素向鋼管表面擴散,從而提高抗蒸汽氧化性能。但同時P91在高溫運行時晶界強度要小于晶內強度,因此晶粒細小對于鋼的持久強度不利。8.5級的晶粒度能夠使P91無縫鋼管具有最佳的抗氧化性和持久性能配比。
2.5 系列沖擊試驗
按照ASME SA 370—2013標準,對P91無縫鋼管進行橫向全尺寸系列沖擊試驗。P91無縫鋼管的沖擊試驗結果見表4,Boltzmann函數擬合曲線如圖2所示。從圖2可以看出,P91無縫鋼管的韌-脆轉變溫度約為-57℃。

圖1 P91無縫鋼管的熱處理態金相組織

表4 P91無縫鋼管的沖擊試驗結果
2.6 短時高溫拉伸
對熱處理后的P91無縫鋼管進行了系列短時高溫拉伸試驗。P91無縫鋼管的短時高溫拉伸曲線如圖3所示。從圖3可以看出:P91無縫鋼管在各溫度下的實測屈服強度均滿足GB 5310—2008《高壓鍋爐用無縫鋼管》(參考10Cr9Mo1VNbN的性能)要求,且有較大富余量。
2.7 持久強度試驗
對P91無縫鋼管進行了620℃下的持久強度試驗。P91無縫鋼管在不同應力下的斷裂時間見表5,持久強度外推曲線如圖4所示。用Origin軟件進行持久強度外推,得出的外推方程為:
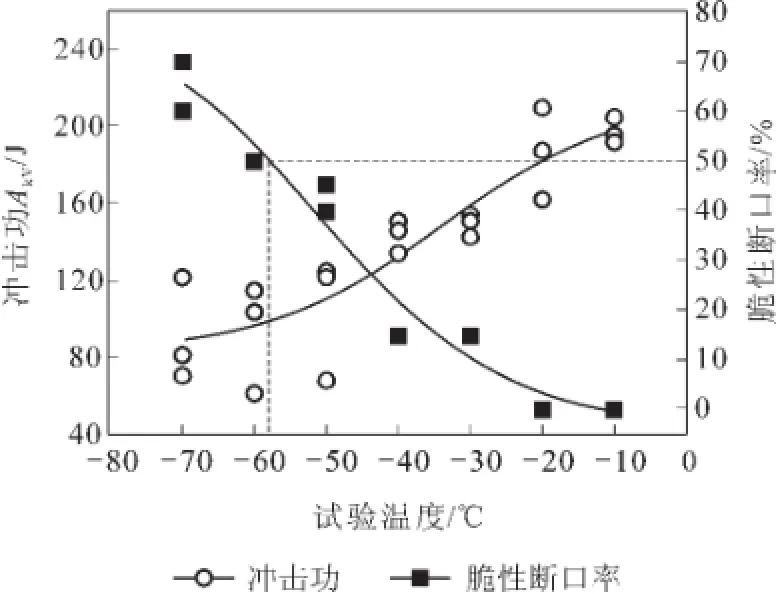
圖2 P91無縫鋼管的沖擊Boltzmann函數擬合曲線
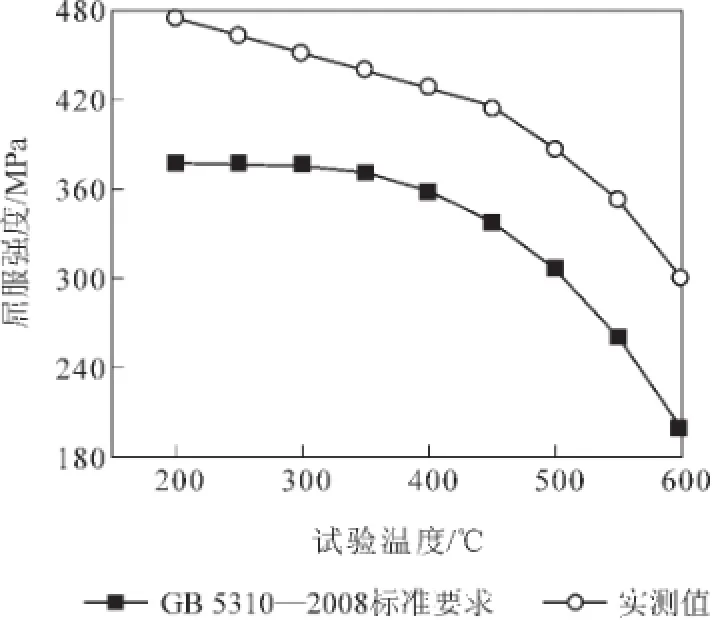
圖3 P91無縫鋼管的短時高溫拉伸曲線

表5 P91無縫鋼管在不同應力下的斷裂時間
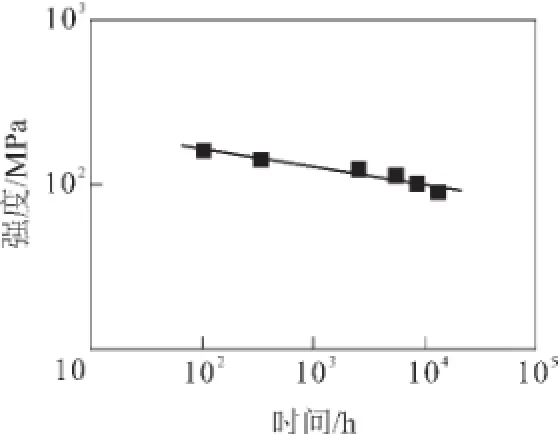
圖4 P91無縫鋼管的持久強度外推曲線

式中σ——外推105h后的斷裂強度;
由公式(1)可計算出P91無縫鋼管外推105h的持久強度為76.8 MPa,大于GB 5310—2008推薦的74.0 MPa。與常規熱軋管機組生產的P91無縫鋼管比,兩者在620℃下的持久強度水平相當[14]。
3 結論
Ф720 mm斜軋擴徑機組生產的大直徑中薄壁P91無縫鋼管的各項性能指標滿足相關標準要求,620℃下的持久強度外推值也滿足GB 5310—2008的推薦值,且與常規熱軋管機組軋制的P91無縫鋼管持久強度相當。因此,Ф720 mm斜軋擴徑機組生產的大直徑中薄壁P91無縫鋼管可以應用于高溫高壓環境。
[1]朱麗慧,趙欽新,顧海澄,等.10Cr9Mo1VNbN耐熱鋼強化機理研究[J].機械工程材料,1999,23(1):6-8.
[2]楊華春,屠勇.P91鋼管特殊性能試驗研究[J].東方鍋爐,2003,21(3):1-9.
[3]崔正強,王延峰,趙雙群,等.國產P91大直徑無縫鋼管的性能水平[J].發電設備,2014,28(2):111-114.
[4]彭聲通.超(超)臨界鍋爐用10Cr18Ni9NbCu3BN鋼制管工藝研究[J].特鋼技術,2014,20(2):19-31.
[5]岳增武,傅敏,李辛庚,等.晶粒度對P91鋼水蒸氣氧化性能的影響[J].腐蝕科學與防護技術,2008,20(3):162-165.
[6]師漢奎.中頻感應加熱推擠式鋼管熱擴徑工藝及亟待解決的幾個問題[J].天津冶金,2004(2):9-12.
[7]劉立民,朱洪,劉志國.法國T91、P91鋼管性能評定[J].電站系統工程,2002,18(1):63-64.
[8]曹仁煥,徐巖,馬洪悌,等.10Cr9MoVNb鋼的組織和性能[J].特殊鋼,1995,16(3):29-31.
[9]孫智,董小文,張緒平,等.奧氏體化溫度對9Cr-1Mo-V-Nb鋼組織與性能的影響[J].金屬熱處理,2001,26(8):12-14.
[10]束國剛,劉樹濤,范長信,等.國產9Cr-1Mo-V-Nb-N鋼的靜力強塑性研究[J].中國電力,2002,35(7):26-30.
[11]高立新,李煒麗,侯小龍,等.P91鋼高溫蒸汽管道低硬度對其理化性能的影響[J].華北電力技術,2015(7):37-66.
[12]董鵬.P91鋼管硬度檢測值偏低原因分析[J].內蒙古電力技術,2015,33(3):74-76.
[13]楊富,趙衛東,蔡文河.依據ASME標準準確識別P91鋼管[J].中國電力,2007,40(5):47-50.
[14]何彪,肖功業,王國亮,等.P91熱軋無縫鋼管的研制開發[J].天津冶金,2008(5):37-40.(收稿日期:2016-09-01)
Prac tice of Producing Large-sized,Med ium and Light-wa ll P91 Seam less Steel Pipe w ith Rotary Expand ing M ill
YAO Jiahua,HEBiao,XIAOGongye,ZHAO Qingquan,WANGGuoliang,ZHANG Junping(Tianjin Pipe(Group)Corporation,Tianjin 300301,China)
Elaborated here in the paper is themanufacturing process ofФ460 mm PQF hot-rollingmill+Ф720 mm rotary expandingmill to produce large-sized,medium and light-wall P91 seam less steel pipes.Also analyzed are the properties of the said P91 pipe.As a result it is identified that the chem ical composition,the geometric dimensions and the mechanical properties of the pipe as made by the above mentioned process are in compliance with applicable specification,and that its rupture strength is equivalent to thatof the pipe asmade with the conventional hot-rolling process.The pipe is app licable to service in the hi-temperature/hi-pressure environment.
seam less steel pipe;large-sized;medium and light-wall;P91;rotary rolling;properties
TG335.71
B
1001-2311(2016)06-0005-04
姚家華(1966-),男,高級工程師,主要從事純凈鋼的冶煉工藝研究以及科研管理等工作。
