角焊縫焊接質量的控制
2016-03-06 08:15:41蔡郴英童擁軍邱葭菲
電焊機 2016年6期
蔡郴英,童擁軍,邱葭菲
(1.浙江機電職業技術學院,浙江杭州310053;2.杭州澤軍機電有限公司,浙江杭州310000)
角焊縫焊接質量的控制
蔡郴英1,童擁軍2,邱葭菲1
(1.浙江機電職業技術學院,浙江杭州310053;2.杭州澤軍機電有限公司,浙江杭州310000)
分析角焊縫生產中存在的工藝設計和焊接操作問題及其產生原因,介紹不同尺寸焊腳的角焊縫焊接操作工藝,角焊縫焊腳、角焊縫長度及角焊縫類型的設計原則和經驗,指出角焊縫焊腳設計時的注意事項。對控制角焊縫質量具有較好的指導及借鑒作用。
角焊縫;焊腳;質量控制
0 前言
角焊縫就是沿兩直交或近直交零件的交線所焊接的焊縫。由于角焊縫向母材金屬過渡較急劇,導致接頭在外力作用下力線扭曲很大,應力分布極不均勻,在其根部和過渡處易產生很大的應力集中。再加上角焊縫一般不做無損探傷檢驗,使得角焊縫質量控制難度相對較大,有時甚至成為焊接接頭或整個焊接結構質量的重要影響因素。
1 角焊縫生產中存在的問題
角焊縫生產中存在的問題主要是工藝設計和焊接操作兩方面的問題。工藝設計方面主要是:焊縫形狀尺寸不符合要求,即焊腳過大或焊縫為凸形等。焊接操作方面主要表現在焊縫易產生咬邊、夾渣等缺陷及焊腳偏向焊件一側造成兩焊腳大小不對稱、焊腳差偏大等。
(1)將組合焊縫中的角焊縫焊腳按單一角焊縫(非組合焊縫)焊腳大小設計。組合焊縫是指對接焊縫和角焊縫組合構成的焊縫,如壓力容器人孔圈與開坡口筒體的焊縫就是組合焊縫,即填滿坡口部分的焊縫是對接焊縫,筒體表面與人孔圈表面直交形成的三角形焊縫是角焊縫。由于組合焊縫中受力主要靠對接焊縫,角焊縫主要起改善力流線分布作用。此時如按單一角焊縫(非組合焊縫)要求來設計焊腳大小,勢必造成焊腳過大,影響焊縫質量。此外在焊縫標注時也常有人將組合焊縫錯誤地標注為角焊縫。這些均為沒有正確理解角焊縫與組合焊縫含義所致。
(2)混淆焊腳與焊腳尺寸。在焊接生產中,常有焊工或檢驗員或技術人員將焊腳與焊腳尺寸兩個概念混淆。技術人員在設計角焊縫尺寸及編制工藝時將對焊腳要求寫成對焊腳尺寸的要求,如工藝文件中要求焊腳尺寸是多少;焊工操作時將焊腳大小作為焊腳尺寸大小要求來焊接;檢驗員則將焊腳數值作為焊腳尺寸數值來測量檢驗。由GB/T3375《焊接術語》可知,焊腳是角焊縫的橫截面中,從一個直角面上的焊趾到另一個直角面表面的最小距離,而焊腳尺寸則為在角焊縫橫截面中畫出的最大等腰直角三角形中直角邊的長度,也就是說不管是平角焊縫、凸形角焊縫,還是凹形角焊縫,焊腳尺寸均小于或等于焊腳。把焊腳理解為焊腳尺寸,會造成實際焊腳大于設計值。所以,工藝文件上、焊縫標注中要求角焊縫的外形尺寸是焊腳而不是焊腳尺寸。
(3)焊腳普遍偏大,焊縫成凸形。關于焊腳大小,有錯誤觀點認為,焊腳越大,焊縫強度越高,焊縫承載能力越強,所以實際生產中出現了不必要地增大焊腳現象。對于角焊縫形狀則錯誤認為凸形角焊縫承載能力高于凹形角焊縫、平角焊縫。事實上,研究表明,大尺寸角焊縫其單位面積的承載能力較低。動載時,凹面角焊縫比平角焊縫的承載能力高,凸形角焊縫承載能力最低。此外,焊腳偏大,既增加了焊接工作量和成本,還增大了接頭的焊接變形與應力,嚴重影響焊接質量。
(4)操作工藝不正確,角焊縫易出現咬邊、夾渣、成形不良等缺陷。平角焊時,由于在立板位置時熔化金屬有下淌趨勢,若焊條(絲)角度不對、運條方法不當,容易在立板上產生咬邊,且焊腳偏向底板,使兩焊腳大小不對稱。立角焊易產生的缺陷是:頂角不易焊透,焊縫兩側易咬邊;仰角焊、橫角焊時熔化金屬在重力作用下易下淌,焊縫表面易形成焊瘤,焊縫成凸形等。若層間或道間清渣不凈,焊道間還易產生夾渣缺陷。管板結構及不等厚板角焊縫焊接時,如運條(絲)角度不正確,還會出現厚件(板件)一側熱量不足、熔合不良等問題。
此外,多層或多層多道焊時,不能正確地根據焊腳大小選擇焊接層數或道數以及操作參數,出現層間或道間脫接或搭接不良等問題。
2 控制角焊縫質量的主要措施
2.1 制定正確的操作工藝,掌握正確的角焊縫操作技能
對于角焊縫,一般焊腳在8 mm以下時,采用單層焊;焊腳為8~10 mm時,采用多層焊(2層);焊腳大于10 mm時,采用多層多道焊。現以焊條電弧焊平角焊為例,介紹角焊縫操作技能與技巧,其他焊接方法基本操作與其相似。
(1)焊腳<8 mm時,采用單層焊。焊接時,選擇直徑3.2 mm焊條,直線形運條法,短弧焊接,焊條與水平板的夾角為45°,焊條與焊接方向的夾角為70°~80°。
(2)8mm≤焊腳≤10mm時,采用多層焊(2層)。焊接第一層時,采用直線形運條法,選擇直徑3.2mm或4.0 mm的焊條,焊接電流應稍大些,以達到一定的熔透深度。以后各層可選擇直徑4.0 mm焊條,采用斜鋸齒形運條法焊接。
(3)焊腳>10 mm時,采用多層多道焊。如焊腳為12 mm,就可采用兩層三道焊。第一層為一道,即第1道。第1道焊接時電流稍大,采用直線形運條法,焊條與水平焊件夾角為45°~50°,焊條與焊接方向夾角為60°~70°。第二層有兩道即第2道、第3道。焊接第2道時,焊條應指向第1道與水平焊件熔合處,應覆蓋第1道的1/2~2/3,焊條與水平焊件夾角為45°~50°,焊條與焊接方向夾角為65°~80°。運條采用直線形或鋸齒形運條法。焊接第3道時,焊條應指向第1道與第2道交匯處,應覆蓋第2道的1/3~1/2,焊條與水平焊件的角度為40°~45°,焊條與焊接方向夾角為65°~80°采用直線形或鋸齒形運條。此時焊接速度稍快,以避免因溫度增高立板產生咬邊現象。
需要注意的是,焊接不等厚板的平角焊時,電弧應偏向于厚板的一邊,增加厚板所受熱量。這樣,通過焊條角度的調節,使厚、薄兩板受熱趨于均勻,保證接頭熔合良好。
2.2 正確設計角焊縫的焊腳、焊縫長度及焊縫形式
角焊縫焊腳大小通常是按焊縫與母材等強的強度原則設計,有時也按剛度設計,這時可根據相關計算公式確定。在實際生產中,角焊縫焊腳多按相關標準或經驗公式確定或經驗數據選取。表1列出了按強度設計的雙面角焊縫焊腳的經驗數據。表2提供了T形接頭雙面聯系角焊縫的最小焊腳參考值。對于鋼結構角焊縫焊腳,標準就明確了角焊縫的最小焊腳值不得小于厚件厚度平方根的1.5倍,最大焊腳值不宜大于薄件厚度的1.2倍。對于重要結構或接頭的角焊縫,可以采用開坡口焊透的方法來保證質量,因為開坡口并焊透消除了根部的應力集中,開坡口后還會使焊縫向母材金屬過渡趨于平滑,消除了焊趾截面的應力集中。
角焊縫焊腳設計特別需要注意兩點:①不宜選用過大的焊腳,因為大尺寸角焊縫其單位面積的承載能力越低。②對于開坡口焊透的角焊縫實際上已不是角焊縫,而是角焊縫與對接焊縫的組合焊縫。這時只要填充材料合適,對接焊縫就能保證母材與焊縫等強,角焊縫部分主要起到改善力流傳遞、減少應力集中作用,所以角焊縫焊腳可大大減少。如GB50755-2012《鋼結構工程施工規范》規定,T形接頭、十字接頭、角接接頭等要求全焊透的對接和角接組合焊縫,其角焊縫的焊腳不小于板厚的四分之一即可。
理論分析與工程實踐表明,側面角焊縫沿焊縫長度方向應力分布不均勻,其特點是最大應力在兩端、中部應力最小。其焊縫長度越長,應力分布的不均勻性越大。因此,采用過長的側面角焊縫將使應力集中程度增大,通常側面角焊縫的長度一般不大于50K(K為焊腳),如鋼結構施工規定,承受動載荷的側面角焊縫長度最大不宜超過40K。此時如增加正面角焊縫,形成聯合角焊縫,不但可以改善應力分布不均勻性,還能縮短搭接長度。這是因為正面角焊縫承擔了一部分外力,以及正面角焊縫比側面角焊縫剛度大、變形小,所以改善了側面角焊縫的應力分布。
生產中,對于作用力不大的角焊縫接頭,為降低其引起的焊接變形或減少焊接工作量,有時常采用斷續角焊縫,其形式有單邊、兩邊并列或交錯排列。這種斷續角焊縫的每段短焊縫的兩端都會引起應力集中,所以在重要結構或重要焊縫(如承受動載)中不得使用斷續角焊縫,即使其他情況使用了斷續角焊縫,也必須嚴格控制每段焊縫的起點和終點的焊接質量。
Welding quality control of fillet weld
CAI Chenying1,TONG Yongjun2,QIU Jiafei1
(1.Zhejing Institue of Mechanical and Electronical Engineer,Hangzhou 310053,China;2.Hangzhou Zejun Mechanical and electrical Co.,Ltd.,Hangzhou 310000,China)
Problems existing in the production of fillet weld and the causes are analyzed in this paper.Introduces the welding operation technology of different size fillet weld leg,the design principles and experience of fillet weld leg,weld length and weld type,and points out some problems needing attention in design of fillet weld,which have good guidance and reference for the welding quality control of fillet weld.
fillet weld;fillet weld leg;quality control
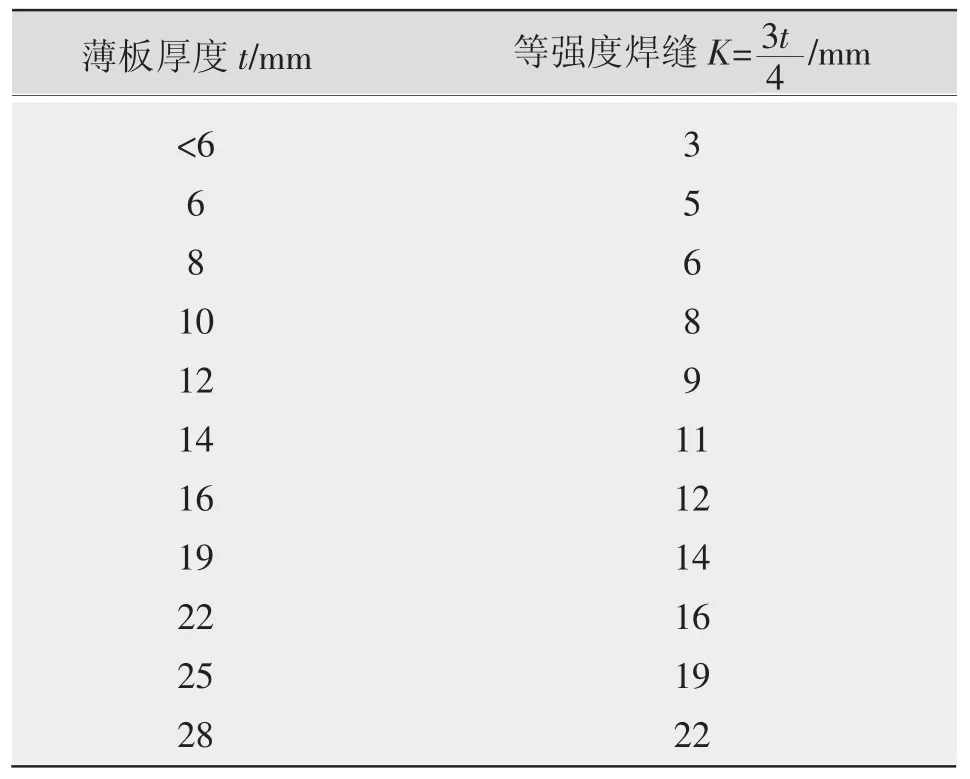
表1 角焊縫焊腳的經驗數據
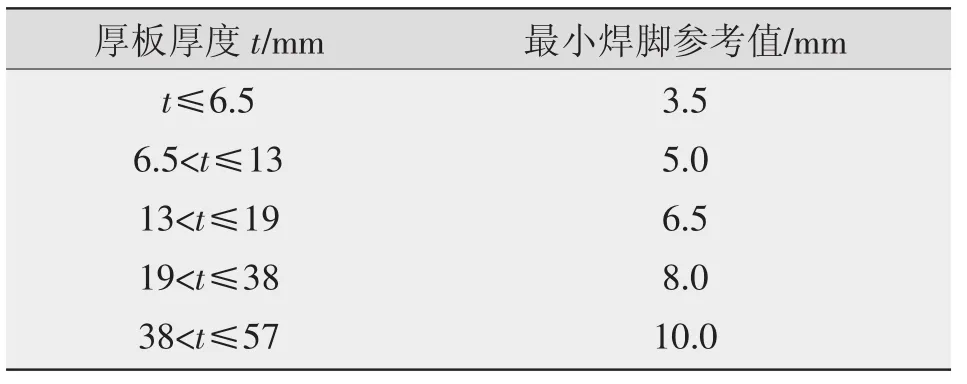
表2 角焊縫的最小焊腳參考值
TG441.3
B
1001-2303(2016)06-0119-03
10.7512/j.issn.1001-2303.2016.06.25
2016-05-03
蔡郴英(1963—),女,湖南衡陽人,學士,工程師,主要從事焊接培訓及教學工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
