大截面燒衛生瓷隧道窯的節能分析
2016-03-09 23:49:43胡松林韋建國曾令可
佛山陶瓷 2015年12期
胡松林+韋建國+曾令可

摘 要:唐山夢牌衛浴120 m×4.3 m×1.2 m超高、超寬體隧道窯一次投產成功,產品燒成合格率達98%以上,單位產品熱耗776.36 kcal/kg瓷,單位電耗為12.18 kW·h/t瓷,窯爐的熱效率達62.8%,取得非常理想的應用效果。本文結合窯爐結構及實測數據進行窯爐的節能分析,祈望能為行業的節能降耗,產質量更上一層樓,增加企業市場競爭力有所裨益。
關鍵詞:衛生陶瓷隧道窯;超大截面;低能耗;高效率1 前言
衛生陶瓷生產是屬于能耗較高的產業,尤其是燒成工序,占整個陶瓷生產總能耗的65%以上。由于衛生陶瓷坯體普遍比較大而結構復雜,在燒成過程中一定要按其坯體及工藝制度的特點,升降溫度要求比較平緩、燒成時間比較長,有的多達幾十小時,故想釆用快速燒成達到增加產量是較困難的。多年來,陶瓷行業為增加產量,節能減排傾注了大量的心血,特別是在窯爐結構的優化、新型窯爐、新型保溫材料及新型燒成技術等方面花費了很大功夫,在超寬斷面窯結構上取得了很大的成果,應唐山夢牌瓷業有限公司要求,佛山興中信工業窯爐設備有限公司設計建造了長120 m、寬4.3 m、高1.2 m隧道窯并一次投產成功,取得了非常理想的節能效果,這既符合我國的節能減排政策,又為企業降低成本、增強企業市場競爭力發揮了積極的作用。
2 窯爐結構
2.1 寬窯是提高產量的關鍵
長期的實踐證明,要想衛生陶瓷燒成產量高、質量好,窯爐的結構是關鍵,傳統的隧道窯為了適應衛生潔具的燒成,其截面比較小,一般在1.5~2.5 m較常見,而窯高為了保證窯內同平面水平溫差及預熱帶垂直方向上溫差小一般在0.8 m以內。如果要把窯內寬和窯內高都擴大,實現用戶對內寬4.3 m的要求,窯內截面加大之后如何滿足燒成過程的溫度、氣氛及窯壓分布等工藝要求及窯爐的結構要求,特別是如何保證窯爐內溫度均勻性的要求,這便是寬體隧道窯設計上的關鍵,也是寬體窯實施中的瓶頸。
以常見的截面內寬為2 m×裝高0.8 m為例,其裝載截面為1.6 m2,若設計超大截面內寬為4.3 m×裝高1.2 m,則裝載截面為5.16 m2,接近增加3.23倍。按窯產量與窯爐結構關系:
G=V×k×g/t=L×W×H×k×g/t
其中,L-窯長;
W-窯寬;
H-窯高;k-產品合格率;
g-體積裝窯密度;
t-燒成時間。
如果窯長、窯高、體積裝窯密度、燒成時間及產品合格率不變,窯截面增加了3.23倍,窯產量理論上可增加3倍以上。據夢牌白總介紹,旁邊有一條傳統隧道窯日產約為1500件,耗燃氣約4500 m3,本窯日產4800件,耗燃氣約7600 m3,相比之下燃耗增加了1.7倍,而產量卻增加了3.2倍。
若窯爐長度相同,進車速度相同,則進坯量也會3倍以上增加,坯體中的揮發物、含水量,坯體的吸熱量,燒成制品后帶入冷卻帶的余熱量都將相應增加。為滿足超大截面窯爐結構對燒成潔具的要求,相對于常規截面的隧道窯,一定要采取一些有效的技術措施,以觧決因窯截面增加所帶來的矛盾。圖1為本項目燒衛生瓷4.3 m寬、1.2 m內高隧道窯。
2.2 合理安排三帶的長度以適應潔具的燒成
窯爐全長為120 m,每個單元模數長為2 m,共60單元。窯車裝載尺寸1.52 m×4 m×1.2 m。
(1) 預熱帶長22 m,占全窯長的18.33%,編號為1-11單元,第10-11單元設置下排調溫燒嘴。
(2) 燒成帶長52 m,占全窯長的43.34%,單、雙排燒嘴段長度各占一半,即長26m,占21.67%,編號分別為第12-24單元和第25-37單元。(第37為過渡段)。
(3) 冷卻帶長46 m,占全窯長的38.33%,其中,急冷段長度 10m,占8.3%,編號為第38-42單元,緩冷段長度 16m,占13.3%,編號為第43-50單元。
(4) 快冷段長度 20 m,占16.7%,編號為第51-60單元。
2.3 優化窯墻結構及砌筑材料保溫節能
(1) 窯體砌筑部分全部采用高檔輕質耐火保溫材料分區段選材,內襯要求熱穩定性好,不落臟。考慮窯爐的長期使用壽命,900 ℃以下窯墻內襯選用JM23輕質莫來石磚,900~1280 ℃窯墻內襯選用JM26輕質莫來石磚。窯體保溫部分根據溫度的不同分別采用導熱系數低、蓄熱量少的巖棉氈、普通纖維毯/氈、標準纖維毯、高純纖維毯、高鋁纖維毯等進行優化組合及多層砌筑,不但隔熱保溫效果好,而且使用壽命長,另外,為了進一步降低窯外表溫度,全窯曲封以上外墻面增加一層8㎜厚硅鈣板加強密封作用,防止窯內熱量散失;硅鈣板交接位置還用白色水泥密封,并延伸到窯墻砌筑凳上。整體保溫效果理想,窯外表溫度也較低。實測燒成帶25-36單元窯外壁溫度為45.1 ℃,窯頂表面溫度為64.6 ℃。
(2) 加強窯體曲封處理
窯車邊圍磚與窯墻之間設有雙磨擦曲封結構,曲封間隙為20㎜,窯墻曲封為重質磚,窯車曲封為中空磚,如有異物掉下發生磨擦不致損壞窯墻曲封,不影響窯體的使用壽命。窯墻與窯車除了多道曲封外,在最上層采用窯車耐火纖維與窯墻曲封磚全接觸,既滿足安全運行,又提高密封作用。窯車之間的密封除了采用曲封磚密封,還在曲封的垂直面處粘貼耐火纖維,利用纖維的彈性,彌補窯車安裝及運行產生的間隙,加強密封。
(3) 做好砂封槽的設計
除了對砂封槽結構的精確設計和窯體框架焊接外,砂封也改變了過去單一粗裸粒,單號砂的習慣,因粗裸粒本來就孔隙大,且單號砂間隙得不到填補,漏風量大。所以,設計中采用了粗細不同級配的混合裸粒,合理搭配,提高了堆積密度,減少漏風量。
(4) 膨脹縫的留設
為了防止窯體膨脹和窯墻以后的檢修方便,預熱帶和冷卻帶窯墻和窯頂每隔4 m預留折線膨脹縫(20 mm),膨脹縫內填塞高鋁棉毯;燒成帶窯墻和窯頂每隔2 m預留膨脹縫(20 mm),燒成帶膨脹內填塞含鋯棉毯。吊頂磚采用高鋁吊片,保證耐高溫不易粉化脫落。
2.4 強制預熱帶氣流攪動
大家都知道,隧道窯窯內的前端是排煙區,是廢熱氣體比較集中的區域,從燒成帶、預熱帶耒的熱濕煙氣沿著窯內上部快速前移,窯頭下部由于窯門或窯車下面的漏風,造成窯內上下溫差大,在結構上,由于隧道窯窯內排煙口一般都安裝在進窯端附近左右墻的偏下方,當寬度加大后難于抽取窯中間坯體的蒸發水份,而且高度加大后上下溫差加劇,嚴重時將導致上部剛進窯的冷坯體升溫過快、過熱而炸坯。由于制品在預熱帶需要緩慢地升溫,攪拌風采用冷風攪拌上層熱風。本設計在預熱帶兩側窯墻上部設有攪拌風系統,攪拌風經過不銹鋼總管、支管和球閥后進入窯的上部通道,攪拌氣流、阻止氣流分層,減少預熱帶上下溫差,由于入風口小而多,兩側交錯布置。經多組送風管向窯內送風,一方面可增加窯上部的氣流阻力,降低由高溫區來的熱氣流沿著上部擁向窯前部位及窯門口的速度,從而降低了上部的溫度。同時,由于向上部直接送冷風或回收高溫煙氣余熱引入預熱帶熱風進行內循環,使高溫區送至該段的熱氣體受到中和而降溫,另一方面,由于是向該段窯內的上部強行送風,迫使氣體穿行于各坯體間的空隙移向排煙口,使坯體間溫度均勻攪動,而且增加了排煙區坯體表面的氣體流速,有利于坯體的干燥、揮發物及水蒸氣的排出。攪拌風機采用不銹鋼材質,攪拌風管路均采用不銹鋼板制作。吊板結構伸出窯外托住窯門橫梁,防止落臟。所有可調整性閥門都有精準刻度。送風壓力通過安裝在主風管路上的壓力檢測裝置檢測并傳送到總控制室。
2.5 預熱帶末端布設燒嘴
預熱帶處于中低溫階段,窯體內寬的增加使熱氣體上浮明顯,同時由于煙囪排煙使窯內下部為負壓區,冷風的漏入更加劇熱氣上浮,本來受熱條件就較差,當截面加大后坯體裝載量增大,吸熱量增大,更增加了預熱帶上下及左右的溫差。為彌補上述不足,在預熱帶末端布置下排調溫燒嘴,向產品裝截面的下部加熱,以提高下部坯體溫度,可有效地縮小上下溫差。另一方面,靠近預熱帶未端附近提前布置燒嘴,對大截面窯爐坯體吸熱需求大的問題可以得到熱量的有效補充,可有效提高預熱帶下層坯體的溫度。由于采取上述措施,既提高了坯體的物理化學反應及有機物質氧化所需要的熱,提高產品的燒成質量,又降低了產品的燒成能耗。生產實踐也證明,只有適當提高預熱帶后端的溫度,才能提高預熱帶的相應功能,以保證制品的燒成質量,只有縮小預熱帶的溫差,才能提高燒成窯的進車速度,提高產量,降低單位產品燒成能耗。
2.6 燒成帶的平頂結構及燒成帶擋火板的設置
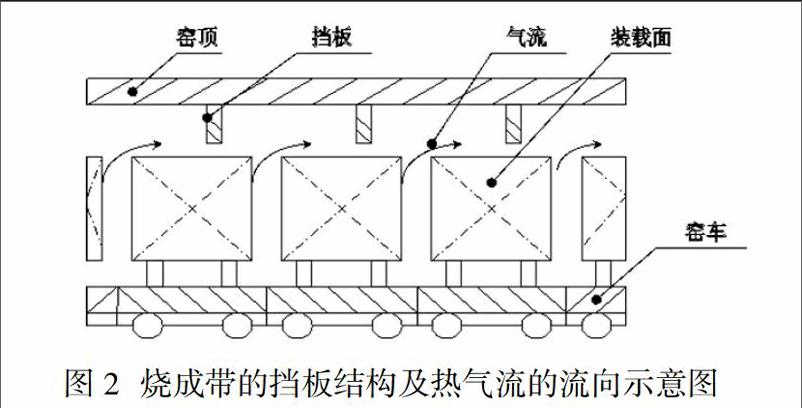
窯爐截面加大后,容易出現燒成帶溫差,特別是同斷面同一水平面上的溫差,寬斷面隧道窯窯頂的設計目前多采用平頂和拱頂相結合的方式,預熱帶和冷卻帶的窯頂采用平頂,燒成帶窯頂則采用拱頂結構。這樣,在預熱帶和冷卻帶的平頂結構可降低窯頂空間使迫近窯車頂面,增大熱氣流的流阻,有利于兩帶溫度的均勻及減少窯外冷空氣的漏入,而燒成帶的拱頂有利于輻射傳熱及窯內溫度的均勻,本窯在燒成帶采用的是平頂結構,在燒成帶的傳熱中以輻射傳熱為主,約占傳熱總量的80%以上,而輻射傳熱的效率與溫度的四次方成正比,與輻射層的厚度(即平頂與裝坯面高度)成正比,故為了保證有足夠的輻射層厚度,燒成帶的內頂面提高20~50 cm,以提高輻射層厚度,提高傳熱效率和溫度的均勻性。由于熱幅射的傳熱效率與溫度的四次方成正比,與輻射層的厚度及面積成正比,溫度越高、輻射面積越大,則傳熱強度越大。故在設計時,在高溫燒成帶窯頂增加多道擋板(如圖2所示),擋板雙面受熱,起到雙面輻射作用,既擴大了輻射面積,提高了傳熱效率,可使溫度更加均勻。與此同時,由于擋板下端已貼近產品裝載的頂面,氣流前移時受到擋板的阻擋,必然會改變流向(見圖2),強迫熱氣流流向裝載面的深處,使燒成帶內上部的氣流成“≈”型氣流走向,加速熱氣流的攪動,達到溫度均勻的特別效果。
2.7 合理的排煙系統
排煙系統采用窯內多點排煙,窯外集中排煙形式。在預熱帶兩側窯墻上設置多對排煙口,排煙口位于窯墻靠近窯車臺面處,這樣熱煙氣在排出前多次向下流動,有效降低預熱帶氣流分層,窯頂設置堇青石莫來石材質吸罩。同時通過調節排煙口的開度,可以靈活地調整預熱帶的溫度曲線,在排煙主管上設有配風口和熱電偶,必要時可吸入部分室外空氣,降低排煙溫度。另外窯前第一對排煙風口設置成分散式小口徑,多口排布結構,有利于縱向煙氣的均勻排布。送風壓力通過安裝在主風管路上的壓力檢測裝置檢測并傳送到總控制室。排煙風機采用變頻控制,通過變頻器來控制風機的轉速和流量,從而靈活地調節窯內壓力制度。
2.8 助燃風系統
助燃風系統包括高壓離心送風機、過濾器、調節閘閥、送風管路及變頻調節器等裝置,全套管路均為不銹鋼材質。送風壓力通過安裝在主風管路上的壓力檢測裝置檢測并傳送給儀表間壓力自控儀顯示并控制。助燃風機和燃氣壓力進行連鎖控制,當燃氣壓力超限時,助燃風機會停止工作,發出警報信號。
2.9 急冷風、緩冷風、尾冷卻風系統
急冷風系統主要是起到冷卻制品的目的,同時降低制品出窯溫度和更有效地冷卻制品。為了達到冷卻效果,急冷風機選用流量大的風機。在急冷段,設有多對密集的高速冷風吹入管,急冷風機采用變頻技術對急冷溫度進行自動控制,有效提高了產品的冷卻效果。在窯墻內的支管采用瓷管,窯墻外的管路和閥門采用不銹鋼材質并有刻度。
緩冷風系統由窯爐兩側吹入降低產品溫度使出窯產品溫度達到90℃左右。
尾冷卻風系統在直接冷卻段的窯尾兩側墻設有風箱和頂吹,由風機向窯內鼓入大量冷風冷卻制品和控制窯內氣氛。
2.10 抽熱風及余熱利用系統
在緩冷段采用窯墻和窯頂抽熱方式,抽熱風機抽出熱風送燒成窯旁的干燥窯,供熱風機將過濾后的空氣鼓入換熱器,經煙氣加熱后也送到干燥窯作傳導輻射加熱(直吹方式)和輻射加熱(暖氣方式)熱源。潮濕氣體經排潮口由排潮風抽出,經煙囪排出。排潮風機為變頻控制,控制風機的排濕量,保證干燥窯前部空氣溫度、濕度滿足干燥工藝要求。為了保證較好的干燥效果,并滿足產品的干燥工藝要求,在干燥窯側部不同位置設有相應的熱工測量孔,根據溫度檢測來控制干燥。測溫點選用溫度計,現場顯示。
干燥窯為框架結構,鋼架主要采用優質方鋼管精密焊接而成。窯墻及窯頂保溫材料由內到外為:8 mm硅鈣板外+50 mm帶鋁箔巖棉板+裝飾板結構。
送熱風機為7.5 kW不銹鋼高壓離心風機(進口設計過濾器),送熱風管路為不銹鋼,其外用纖維毯保溫,外包鋁皮,排潮風管為A3鋼卷管,排潮風為7.5 kW普通風機,并置于風機平臺上。干燥窯整體美觀實用。通過干燥窯干燥,實測坯體的含水率為1.2%以下,為適應燒成窯中預熱帶的升溫要求創造必要條件,經測算余熱利用率可達55.01%,達到較為理想的余熱利用效果。
2.11 車下冷卻風系統
為防止車下溫度過高,車下設有冷卻風系統。在燒成帶和冷卻帶窯車下部設置吹風管,向車下吹入冷空氣。
3 燒成技術
隧道窯是一種橫焰式窯爐,結構上容易引起同一截面上下溫度不均勻的缺點,特別是在預熱帶,截面上下溫差大,嚴重地影響著陶瓷產品燒成質量。這也是早期隧道窯多是窄斷面、內高低的主要原因。要想實現寬斷面,除了要有好的窯爐結構外,一定要有好的燒成技術以觧決窯爐內溫差大的瓶頸。
3.1 脈沖噴槍燒成
影響陶瓷窯爐燒成質量的三大關鍵因素是溫度制度、壓力制度和氣氛制度。燒成溫度高低及溫度的均勻性是直接影響產品的燒成質量關鍵。一般的噴槍很難適應大截面(超寬超高窯爐燒成),脈沖燃燒的實質是調節噴槍加熱時間的長短,當熱電偶檢測到本溫區溫度偏低時,經過分析處理后轉換成脈沖信號送脈沖執行器,打開電磁閥以大火狀態噴入燃氣,待溫度達到設定的溫度后轉換為小火脈沖狀態噴入燃氣,通過改變大、小火脈沖時間的長短可以達到設定溫度的目的。全窯共設置108支脈沖控制燒嘴,每組燃氣燒嘴分別設有電磁閥、空燃比例閥和燃氣手動閥門。助燃風路設有脈沖執行器和風路手動閥門。每個控制組包括:3只脈沖燒嘴,1只分組空燃比例閥,1只分組電磁閥,1只風路分組脈沖執行器,3只氣路手動球閥,3只風路帶刻度閥脈沖燃燒時,燃燒器只需設定有最大火、最小火狀態。當燒嘴系統調整好這兩種狀態以后,在以后的工作中,只要對其不作新的變動,這兩種狀態的重復性非常好,而且只需要這兩種狀態就可以滿足各種燒成的需要,這一特點從兩方面反映出來,一是脈沖燃燒系統中,它可以對窯內某一個控制區域的溫度做出合理調節;二是燒嘴高速脈沖會在窯內產生強烈攪動,氣流流動更加強烈和均勻,爐膛內溫度均一性非常好。
本窯在預熱帶、高溫帶每個斷面設置2-3個熱電偶,急冷和尾冷頂部設置熱電偶,窯體共計66個測溫點,實時顯示溫度,嚴格監控同一斷面溫度分布情況。為了使窯內達到理想的溫度制度及溫度的均勻性,窯前預熱帶末端設計安裝8支燒嘴為手動調節二次風燒嘴,設有燒嘴控制及自動點火器。一般情況下,要使燃氣和助燃空氣始終保持理想的配比是不太容易的,這是因為各種比例調節閥或其他調節器實際上只是近似于線性的。但脈沖燃燒系統中,只需在燒嘴最大火這一個工作點上調節到理想配比,則每一次燃燒都處于理想配比,因此燃燒非常充分,節能效果非常明顯。
3.2 降低燒成溫度、稀碼快燒
據熱平衡計算可知,若陶瓷的燒成溫度降低100 ℃,則單位產品熱耗可降低10%以上;燒成時間可縮短10%、產量可增加10%。合作企業夢牌衛浴通過選擇適合低溫快燒的坯釉原料、添加適量的助溶劑和改善坯釉料的燒成方式,使燒成溫度從傳統配方的1280 ℃左右降為1205 ℃,足足降低了75 ℃,降低燒成溫度有利于提高陶瓷成品率、質量和檔次,以及延長窯爐和窯具的使用壽命;同時可以顯著降低燒成中的能耗,降低生產成本。
從圖1可見,所燒成制品均為座廁及水廂,分兩層碼坯,整齊而有規律,典型的稀碼,墊板和支柱均為空心耐火材料而減少蓄熱量,這種低蓄熱式窯車及墊板材料有利于快速燒成,坯體的稀碼更有利于熱氣流攪拌和旋轉,加快熱的傳遞和升降溫速度,推車速度快至12 min左右,這也是窯爐產量大(4087 kg/h)、能耗低(110.73 kgce/t)、燒成質量高(成品率達98%以上)原因之一。
3.3 燃氣總管控制
燃燒系統控制包括對燃氣主管設備、燃氣支管路系統、助燃供風系統等的綜合控制。
供氣管道均為成型不銹鋼無縫鋼管制作而成。閥門為密封良好的優質球閥,燃氣經過總管、過濾、穩壓、支管等到燒嘴。為保證供氣系統的安全,在供氣主管上配置有手柄球閥、壓力表、過濾器、調壓閥、電磁閥、上下限壓力開關、旋極旋流流量計、溢流放散閥等,進口和出口各有一塊壓力表現場顯示進出口管路壓力。壓力開關分別控制燃氣壓力最高限和最低限。總管示意圖如圖3所示。
3.4 可靠的計算機控制系統
該窯燒成過程采用浙大中控計算機控制,包括電腦、智能調節儀、電磁閥、電動執行器和熱電偶等。并配置數據采集卡和機內機外的隔離器件,利用計算機專用工控軟件包進行編程開發。溫度的正常與否由熱電偶來檢測,火焰的大小由電動執行器來調節,它們都由電腦和智能調節儀按設定的燒成曲線進行控制。計算機控制系統不僅能實現對窯爐溫度的自動控制,還能實現對窯爐各系統的綜合控制,并能自動記錄、打印及畫面語言提示,另外計算機還能根據燒成要求模擬并儲存多種燒成制度曲線,同時燒成曲線參數可按需要隨時修改。
隧道窯自動控制系統是以隧道窯裝置的安全、經濟、優化運行為目標的分散控制系統,它緊密結合隧道窯裝置的實際運行過程,采用新型的WEB化體系結構,突破了傳統控制系統的層次模型,在保證系統高度的安全性、穩定性的同時,實現了多種總線兼容和異構系統綜合集成的“網絡化控制系統”,國內外各種DCS、PLC等控制設備,它們都能成為系統中一個成員,這些成員不僅具有獨立的服務于對象的處理能力和信息結構,同時又可以共享系統中任何成員的過程信息,十分適用于輔助設備較多、需要連續穩定運行的隧道窯控制裝置。
隧道窯自動控制系統基于Web On Field結構的公共通信環境和信息流傳送,簡化了隧道窯裝置自動化的體系結構,增強了過程控制的功能和效率,提高了隧道窯裝置自動化的整體性和穩定性,最終節省了隧道窯裝置企業為自動化而作出的投資。真正體現了工業基礎自動化WEB的應用特性,使工業自動化系統真正實現了網絡化、智能化、數字化,突破了傳統DCS、PLC等控制系統的概念和功能,也是企業內過程控制、設備管理的有機統一。
3.4.1典型系統結構
(1) 現場控制站
系統具有強大的模擬量與開關量處理的能力,并具有高速、可靠、開放的通訊網絡,具有分散、獨立、功能強大的控制站、多功能的協議轉換接口、全智能化設計和任意冗余配置的特點。
(2) 操作員站
系統的每臺操作站均裝Windows操作系統和組態軟件實現實時監控、數據管理及報表打印等功能。
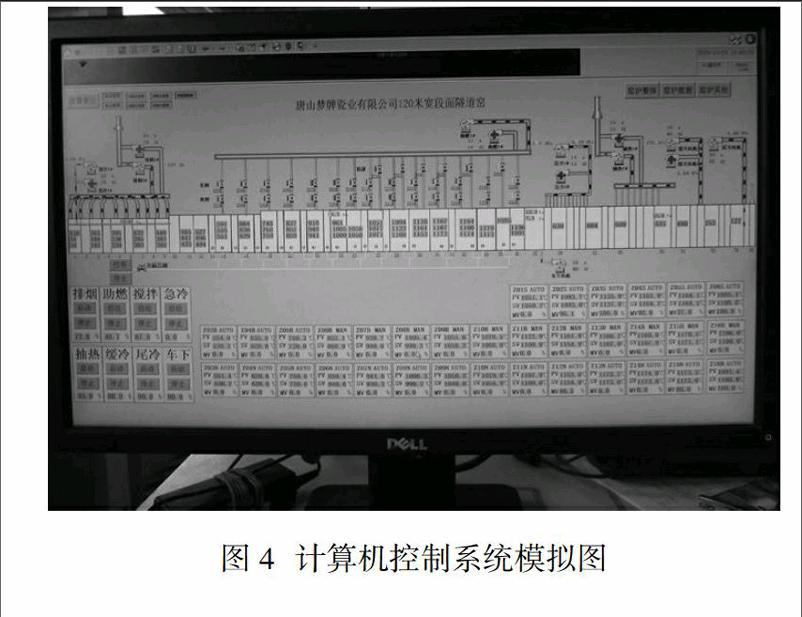
操作站提供流程圖畫面、控制分組、趨勢圖畫面、報警畫面顯示等功能,如圖4所示。
操作站配備打印機可以定時、即時打印實時報表或歷史報表等。
(3) 工程師站(下轉第50頁)
系統工程師站可以進行控制組態畫面的在線修改,對系統數據庫進行管理,并可對現場控制站進行維護。
3.4.2主要技術特點
通過幾個月的運行表明該控制系統具有如下特點:① 系統高度的穩定性;② 系統高度的安全性;③ 系統良好的開放性;④ 強抗干擾性的DI輸入卡件;⑤ IO通道級的自診斷功能;⑥ 強大的軟件功能。
4 展望
由于在超寬隧道窯的設計和實施中采用了各種有效的技術措施,在衛生陶瓷生產應用中取得了很理想的效果,燒成單窯日產量可達100多噸瓷,單位產品熱耗低達776.36 kcal/kg瓷,與傳統隧道窯(單位產品熱耗1200 kcal/kg瓷)相比,節能率可達35%以上,節能優勢明顯。
參考文獻
[1] 佛山興中信工業窯爐設備有限公司.XZX120/4.3m衛生潔具燃氣隧道窯技術文件[Z].2015,11,2.
[2] 國家日用及建筑陶瓷工程技術研究中心.夢牌衛浴120米隧道窯熱平衡測試報告[R].2015,10,25.
