西門子S7-300 PLC在天然氣熱風爐中的應用
2016-03-14 01:52:34段謨喜孫益敏
銅業工程 2016年6期
段謨喜,孫益敏
(江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
西門子S7-300 PLC在天然氣熱風爐中的應用
段謨喜,孫益敏
(江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
介紹了天然氣爐燃燒前的管道氮氣置換、檢漏、爐體清掃及點火程序的邏輯關系,簡單敘述了天然氣燃燒的安全條件。在程序編寫設計時,充分利用西門子軟件庫中自帶的PID功能塊,實現對熱風爐溫度、壓力的PID控制;結合西門子SCL編程語言的優點,處理外部模擬量數據和復雜的函數公式計算,提升程序的執行效率。在設備控制層與執行層之間使用西門子的profibus-DP總線進行數據交換,解決了DCS監控與PLC執行之間的主從關系。
檢漏 ;清掃 ;SCL高級語言;FB41;PID
1 引言
為了治理大氣污染,國家出臺了相關法律,全面治理燃煤鍋爐,加快清潔能源的推廣,并針對污染物的排放出臺了更為嚴格的限制政策;同時加大了超標排放的處罰力度。為了響應國家的號召,加快能源的轉換,減少污染物的排放,2012年江銅制定了清潔能源發展規劃,決定在貴溪冶煉廠實施天然氣能源計劃,要求在2015年底完成天然氣替代現有燃料技術改造。備料車間作為燃煤大戶,2臺燃煤熱風爐將全部拆除,改為節能、高效的一體化天然氣爐,并采用廠家提供的成套控制設備。
2 天然氣爐及控制系統
2.1 天然氣爐的組成
天然氣爐具有清潔衛生、燃燒充分、熱效率高、溫度穩定、操作簡單等特點,其組成結構分為:爐體、燒嘴、煙管、防爆閥、風機、燃氣閥組儀表、燃氣電氣控制系統。其中最核心的部分是天然氣燒嘴的結構和控制系統的程序編寫[1],燒嘴的結構必須符合最優的物質燃燒學,有利于降低單位能耗;控制系統根據燃燒物質的性質及工藝要求而定,但一般都會把安全、經濟的方案作為控制的第一要素。熱風爐燃燒的工藝流程圖如圖1。
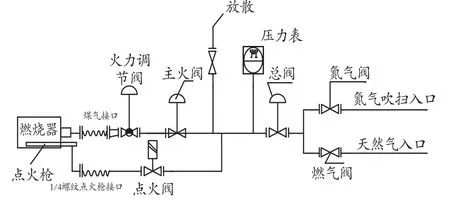
圖1 天然氣爐工藝流程
2.2 控制系統的選擇
由于天然氣控制系統在國外發展比較成熟,可以購買成套的設備及控制系統(內置單片機控制),這種產品一般安全穩定、使用方便、維修簡單。這方面的代表品牌有:西門子、Honeywell、丹拂斯等。當然也可以用PLC、DCS等設備自編控制程序。但無論是購買的成套設備還是自編程序,其關鍵是如何在燃燒噴嘴點火前控制天然氣與氧氣的混合比,只有這樣才能做到既安全可靠,又能保證充分燃燒。我們選擇的是廠家利用PLC自編控制程序。
3 上位機系統
3.1 PLC與DCS的通信
本控制系統采用西門子S7-300 PLC控制、操作,監控采用DCS。PLC與DCS之間的數據進行實時交換,針對于現場電磁環境,為了保證操作的安全性和穩定性,對燃氣調節閥的開度、變頻器的頻率控制采用硬接線連到PLC輸入模塊,作為PLC的輸入信號,其他不參與控制的監控數據采用profibus-DP通信方式[2]傳輸到DCS系統中進行監視。對于DCS與DP通信,需要對DP模塊的GSD文件進行配置,參數設置需要注意兩點:(1) DCS設為主站,PLC為從站,波特率一致;(2)PLC下載時把調試模式去掉。
3.2 觸摸屏設置
觸摸屏與PLC用以太網進行了通信,現場控制柜設置1塊10寸的觸摸屏,既可以進行監控,也可以設備調試、操作。一般參數設置好后,不允許修改,當工藝參數發生變化,需要修改時,要求登錄到管理員級別,防止沒有授權的人修改參數。
4 下位機程序設計
PLC控制軟件采用STEP7 V5.5 SP2編程軟件,編程語言豐富,特別是SCL高級語言[3],用它能夠實現非常復雜的算法,適合建立各種各樣的數學模型來實現控制任務。
4.1 設備控制方式
設備啟動方式采用以下三種方式:
(1)調試方式。 設備調試期間需要對單臺設備進行調試,利用上位機對單臺設備進行起、停的操作,設備間沒有聯鎖關系,不存在聯跳功能,便于對設備的調試及監控。
(2)現場方式。 在現場操作箱上把轉換開關切到就地位置,從現場操作箱上發出啟動、停止指令,實現對設備的操作,這樣方便設備的維修和緊急停車。
(3)自動方式。 按照程序預先設定的工藝流程啟停設備,是設備正常運行的一種方式,自動方式有設備的聯鎖關系及安全聯鎖條件,只有全部條件滿足后方能啟動設備。
4.2 程序設計
程序采用模塊化設計,思路清晰、易讀、易懂。按照燃燒設備功能劃分為:點火、風機、閥門、火力、報警、模擬量等FC塊;對于功能相同的設備,編寫為功能塊FB,便于重復調用,如:電機、閥門的啟動、停止。為了提高控制系統的快速響應、穩定性,引入西門子PLC自帶溫度PID功能塊。
4.2.1 熱風爐連鎖及程序結構
首先,在熱風爐啟動前對熱風爐安全聯鎖要求進行自檢:(1)燃氣壓力是否正常;(2)燃氣閥組的閥門進行壓力檢漏;(3)用氮氣對管道進行清掃。這三項自檢合格后,開始啟動風機,進行爐內清掃。這一步非常重要,主要是防止天然氣泄漏產生的燃氣累積,在點火時發生意外爆炸事故。清掃完畢后,點火槍點火。火焰檢測正常后,打開主火閥,主火燃燒、主火火焰檢測,完成了從點火到燃燒的過程。這些過程中需要注意:(1)熱風爐的爐門,點火前應完全開啟;(2)排煙風機處于開啟并有一定的運轉速度,保證爐內有一定的負壓;(3) 連續多次點火失敗后,應間隔一段時間再啟動;(4)火焰檢測同燃燒同時存在,一旦沒有檢測到火焰,將關閉系統;(5)對閥門的檢漏,依靠現場儀表的正常運轉。在整套系統中對于現場儀表的要求較高,必須保證絕對正常,否則可能帶來嚴重后果。點火啟動邏輯關系如圖2。
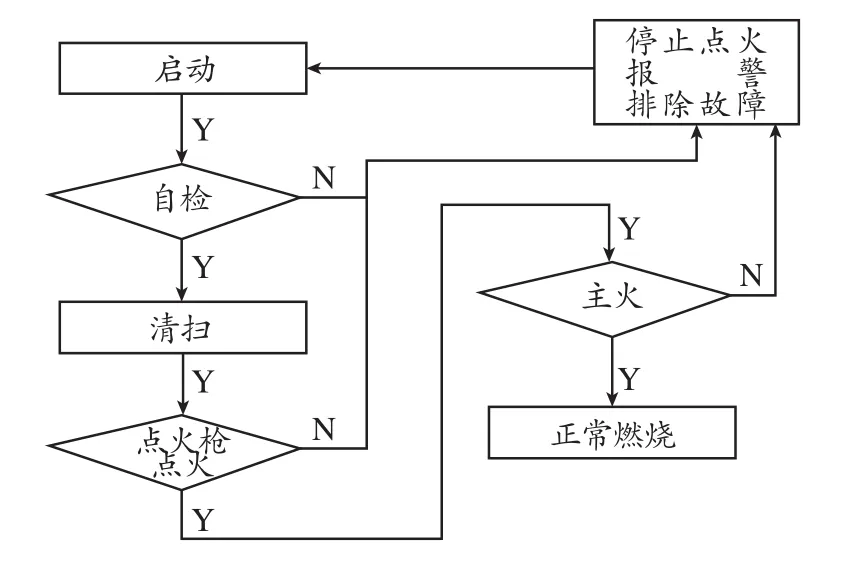
圖2 點火邏輯關系
4.2.2 應用SCL高級語言處理數據
SCL語言是西門子PCS7開發語言中的一種,由于其采用的是類似Pascal高級語言通俗易懂,可以簡化程序的編寫、提高運行效率、同時便于程序的閱讀和保密,近年來越來越被廣泛使用。在程序控制中需要對空氣、天然氣的流量、溫度、閥門的調節等模擬量的采集和輸出等數據進行處理,下面以模擬量數據處理部分為例,設定 AI_IN為模擬量讀取值,data為最終的運算值:
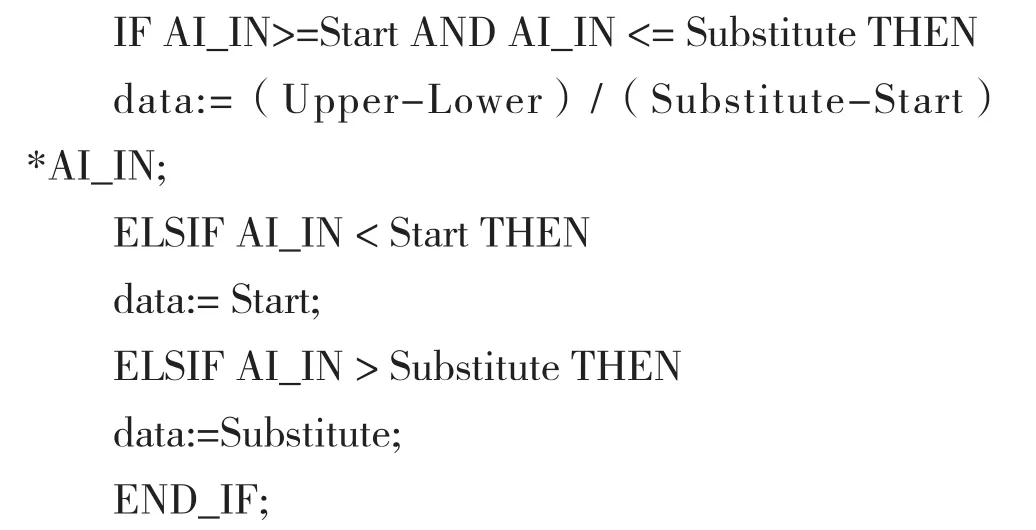
這段語句解釋為:
(1)如果輸入值小于量程最小值,則data=start;
(2)如果輸入值大于量程最大值,則data= substitute;
(3)如果輸入值在量程最小值和最大值范圍內, 則 data=(Upper-Lower)/(Substitute-Start)*AI_IN。
可以看出,這種編程比梯形圖更加簡單且富有邏輯性。
4.2.3 PID溫度控制
西門子的控制功能塊中,分別引入FB41、FB58功能塊[4-5]。FB41能實現PID連續變化的模擬量[6],FB58為專業溫度PID控制功能塊,實現對溫度的精準控制。PID的初始化可以在OB100中調用1次,將參數C0-RST置位;而PID的調用在OB35中完成,調用時間200ms。建立數據塊DB58用于設置PID的常用參數如:控制器采用時間、死區寬度、比例系數、積分微分時間等。其主要參數P、I、D值依靠經驗進行反復試驗調整到最佳狀態,確保溫度的時間設定值與實際測量值相差不大。
5 結束語
本系統以西門子S7-300 PLC為控制核心,現場上位機采用觸摸屏控制,利用profibus-DP總線通訊實現了DCS的遠程操作、監控等功能。這套天然氣燃燒控制系統自投入運行以來具有運行穩定,操作使用方便等特點,提高了生產效率。
[1]吳彬,陣軍, 段清波. 天然氣電石爐氣雙燃料燃爐PLC控制系統的實現[J]. 中國氯堿, 2012(2):22-25.
[2]張秀龍. 龍剛領. 基于Profibus-DP網絡實現操作員站直接控制從站問題的研究[J]. 自動化技術及應用, 2014, 33(3):49-51.
[3]劉國棟. S7-SCL語言在軋鋼設備中的應用[J]. 山西冶金, 2014(6):47-49.[4]張林. FB41在南疆鋼鐵基地煤氣混合調壓站的應用[J]. HMI及PLC控制系統, 2013(3):71-72.
[5]徐蘭君, 邵衛宏. 西門子PLC在工業熱處理電爐中的運用[J]. 工業爐, 2007(4):41-43.
[6]董春雨, 林清周. 西門子PLC內嵌PID塊的高爐爐壓調節應用[J].科技創新與應用, 2012(3):3.
Application of Siemens S7-300 PLC inthe Gas Hot Stove
DUAN Mo-xi, SUN Yi-min
(Guixi Smelter, Jiangxi Copper Corporation, Guixi 335424, Jiangxi, China)
In this paper, the logical relationshipsamong the pipeline N2-replacement, leak test, cleaning and ignition program before natural gas furnacecombustion are introduced, the natural gas safety conditions are described briefly. When the program is designed, combined with Siemens software library PID function block, to achieve the temperature of the hot stove and pressure PID control. Using Siemens SCL programming language,the external analog data processing and complex function formula can be treated,the program execution efficiency is improved. Applying Siemens profibus-DP bus for data exchange between control layer and device layer, the master-slave relationship between the DCS and PLC control is solved.
leak test;cleaning;SCL higher language;FB41;PID
TF806
B
1009-3842(2016)06-0076-03
2016-09-04
段謨喜(1983-),男,江西九江人,工程師,主要從事設備管理工作。E-mail:goldlongy@163.com
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
人大建設(2019年12期)2019-05-21 02:55:44
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
工業設計(2016年12期)2016-04-16 02:52:00
中國衛生(2015年3期)2015-11-19 02:53:32
設備管理與維修(2015年12期)2015-04-09 06:57:00