20MnMo超大方截面鍛件的研制
2016-03-16 07:34:22屈文霞鄧正華高閱武
大型鑄鍛件 2016年2期
屈文霞 鄧正華 高閱武
(中國第二重型機械集團公司鑄鍛公司,四川618013)
?
20MnMo超大方截面鍛件的研制
屈文霞鄧正華高閱武
(中國第二重型機械集團公司鑄鍛公司,四川618013)
摘要:20MnMo方截面鍛件由于芯部缺陷難以控制,所以合格率一直很低。通過優(yōu)化鍛造工藝和熱處理工藝,成功制造出滿足使用要求的鍛件。
關(guān)鍵詞:20MnMo;方截面鍛件;鍛造工藝;熱處理工藝
材質(zhì)為20MnMo的方截面鍛件由于芯部缺陷難以控制,所以合格率一直很低。本次研制的20MnMo鍛件要求正回火,按JB/T 5000.15—1998進行超聲檢測,驗收級別為5級。鍛件尺寸達到4 750 mm×2 100 mm×2 000 mm,毛坯重量160 t,是該種材料所生產(chǎn)的最大規(guī)格鍛件,國內(nèi)外沒有制造經(jīng)驗,制造難度極大。
此類超大方截面鍛件芯部易出現(xiàn)疏松、十字形裂紋等缺陷,因此,鍛造過程的主要難點是如何保證超大截面芯部的鍛透壓實,鍛合鋼錠中固有冶金缺陷,同時保證鍛件形狀,防止鍛造裂紋的產(chǎn)生。熱處理過程的難點為:由于工件有效截面特大,芯部擴氫十分困難,加上鍛造應(yīng)力大,鍛后熱處理若沒起到作用,極易產(chǎn)生白點等不可逆致命缺陷,此外鍛后熱處理即為最終性能熱處理,工件芯部性能難以滿足。
1鍛造過程
鍛件采用290 t鋼錠制造,鍛造第一火壓出鍛造操作用鉗把,為后續(xù)制坯創(chuàng)造條件;再加熱至1 250±10℃,并充分保溫?zé)嵬稿懪鳎鰻t后執(zhí)行鐓粗+WHF法拔長,并修至所需截面后返爐加熱保溫;第三火出爐后,先鐓粗再寬砧拔長,之后空冷坯料,再執(zhí)行JTS法進行心部壓實,執(zhí)行完本火次后坯料返爐再熱,進行一段時間的高保溫后出爐執(zhí)行寬砧拔長成形并修整至鍛件尺寸;最后通過大截面火焰切割機切除兩端棄料即得鍛件毛坯。鍛造工藝過程如表1所示。
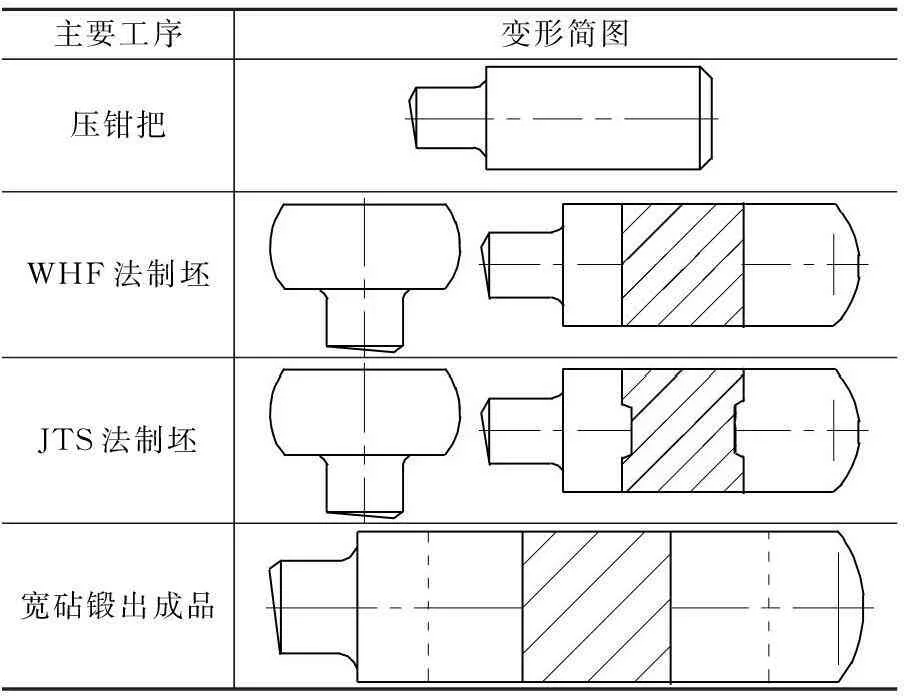
表1 鍛造工藝過程
2熱處理過程
考慮工件鍛后成品有效計算尺寸達到3 000 mm,且20MnMo的晶粒細化能力比較弱,所以鍛后熱處理采用“兩次正火+一次回火”的工藝模式。為了防止白點的產(chǎn)生,將擴氫過程安排在第一次正火之前,擴氫時間為150 h~200 h,擴氫之后進行過冷,充分迫使氫擴散。工件應(yīng)力過大也是導(dǎo)致白點的主要因素,為了防止工件內(nèi)應(yīng)力過大,工件在空冷過程中,我們采取了空冷方式。第一次高溫結(jié)束后,沒有采取鼓風(fēng)冷,而是直接采取空冷,工件內(nèi)部組織有了第一次正火的改善。第二次高溫結(jié)束后采取鼓風(fēng)冷,鼓風(fēng)冷主要為了滿足工件力學(xué)性能,但空冷結(jié)束溫度仍控制在300~350℃。為了防止回火后內(nèi)部應(yīng)力過大,回火過程采取200 h~250 h的回火,回火溫度采取500+50℃。工藝曲線如圖1~圖3所示。

圖1 第一次正火
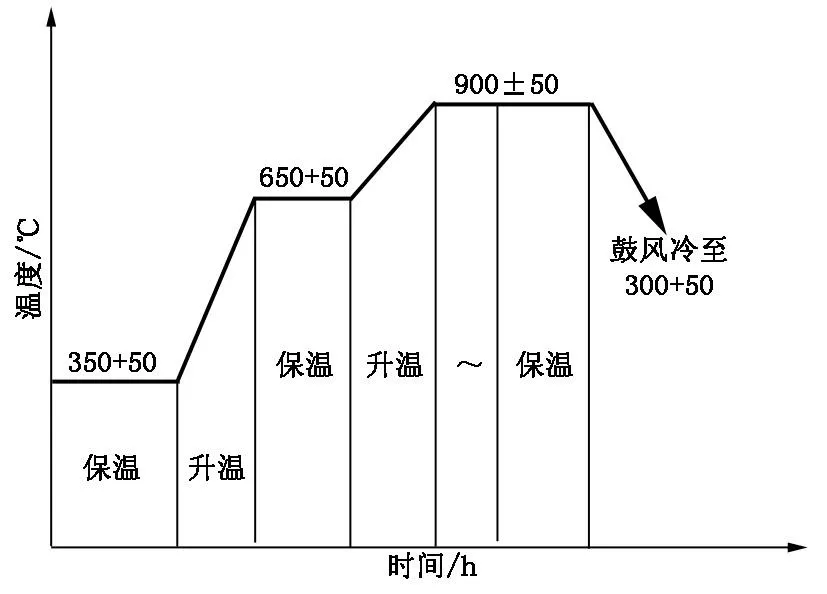
圖2 第二次正火
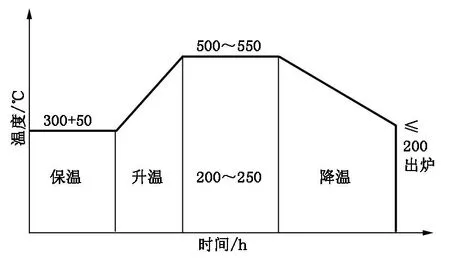
圖3 回火

100×500×(a)深度30mm100×500×(b)深度60mm100×500×(c)深度90mm100×500×(d)深度120mm100×500×(e)深度150mm100×500×(f)深度180mm
圖4金相組織照片
Figure 4Photos of metallographic structure
3最終檢驗結(jié)果
鍛件后期進行的超聲檢測和性能檢測均滿足零件使用要求,在工件端部中間取試的性能全部一次性合格,距離工件180 mm深處工件晶粒度達到了6.5級。力學(xué)性能檢測數(shù)據(jù)如表2所示。
此外,我們從工件端部從外至里每30 mm一組進行金相分析,金相照片見圖4。從圖4可以看出,從外至里的金相組織為鐵素體+屈氏體+珠光體,達到了我們所期望的結(jié)果。

表2 力學(xué)性能檢驗結(jié)果
4結(jié)論
本次研制的20MnMo方截面鍛件,國內(nèi)外沒有制造經(jīng)驗,采用兩種壓實方法相結(jié)合的鍛造工藝,成功控制了工件的芯部缺陷。采用的熱處理工藝也成功達到細化晶粒、控制力學(xué)性能的目的,最終成功制造出滿足使用要求的鍛件。
參考文獻
[1]吳平安,張承峰,曹虹.大型34CrMoA1合金鋼螺旋槳軸鍛件的研制.大型鑄鍛件,2014(2).
[2]胡振志,劉曉麗,曹文斐,等.特大型管板鍛件鍛造工藝.大型鑄鍛件,2014(2).
[3]任猛,王中安,史翔煒,等.大型自由鍛技術(shù)要點.大型鑄鍛件,2014(6).
[4]何艷,黨淑娥,宿展寧,等.30Cr2Ni4MoV鋼晶粒細化工藝方法研究.大型鑄鍛件,2014(6).
編輯杜青泉
Research and Development of 20MnMo Ultra Large Square Section Forgings
Qu Wenxia, Deng Zhenghua, Gao Yuewu
Abstract:Because the inner micro-defect of 20MnMo square section forgings was hard to be controlled, the qualified rate has been very low. By optimizing the forging process and the heat treatment process, the forgings which could meet the operating requirements was manufactured successfully.
Key words:20MnMo; square section forgings; forging process; heat treatment process
作者簡介:屈文霞(1981—),本科,工程師,從事熱處理工藝。電話:13668319384,E-mail:53605578@qq.com
收稿日期:2015—07—22
中圖分類號:TG316
文獻標志碼:B
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
