基于西門子PLC的控制網絡選擇策略與工程實踐
2016-03-22 11:20:52重慶鋼鐵集團電子有限責任公司徐小紅
電子世界 2016年1期
重慶鋼鐵集團電子有限責任公司 徐小紅
?
基于西門子PLC的控制網絡選擇策略與工程實踐
重慶鋼鐵集團電子有限責任公司徐小紅
【摘要】隨著改革開放逐漸深入,計算機技術地不斷發展,優化自動化系統適應于層次的差異,西門子的PLC技術可以供應多種網絡的選擇。本文從西門子的特點進行著手,闡述在工程應用上的實例,重點討論了如何將PLC技術應用在工程實踐中,從而實現控制網絡選擇。
【關鍵詞】西門子PLC;控制網絡;工程實踐
1 西門子PLC的網絡特點
西門子PLC憑借其穩定性、可信度、豐富性、編程的靈活性逐漸被普遍應用于工業中,特別是自動化控制系統。從西門子PLC的發展史可以看出,無論是S7-200,S7-300還是后期的S7-400,西門子PLC 無時無刻不在用心的成長,用心的鉆研,現階段西門子公司在PLC領域已經推出了PPI、MPI、Profibus以及Industrial Ethernet等不同層次的網絡解決方案,這對西門子的發展是至關重要的,它滿足了各個階層對于網絡的需求。下面分別介紹每一個的特點:
(1)PPI(point to point interface)
西門子PPI是針對S7-200所設計的一款通訊網絡解決方案,可以將頻率為9.6kbps、19.2kbps、187.5kbps全部集成在S7-200 CPU上。通過這樣的手段,那么在利用PPI進行通訊時,只需要用NETR和NETW兩條語句即可實現數據的雙向傳輸,不再需要其它的通訊協議來做模板。
(2)MPI(Multi-point interface )
MPI屬于西門子PLC系統內部的一種協議,使用188.5kbps的速率來運用令牌進行網絡通訊,主要針對于CP318-2,數據傳輸,且傳輸率非常高。MPI接口一般會內置于西門子,主要通過全局的數據和聯網的CPU之間進行周期性的數據傳輸,通過這樣的手段使得數據在傳輸的過程中沒有通訊模板也可以實現各個CUP之間的通訊連接。
(3)Profibus
他并不是一個單獨結構所組成的,它是由三部分相互兼容的協議所組成的,其中有Profibus-FMS、Profibus-DP、Profibus-PA。第一是語句的循環結構、實時、多主站的網絡。第二是用來優化系統的通訊方案,進而實現對現場級系統的控制和分布式I/O及其他現場級設備之間的連接。三是用來實現過程的自動化,主要用于主站與儀表、變送器之間的通信,有時甚至用于防爆場合。
2 工程實踐
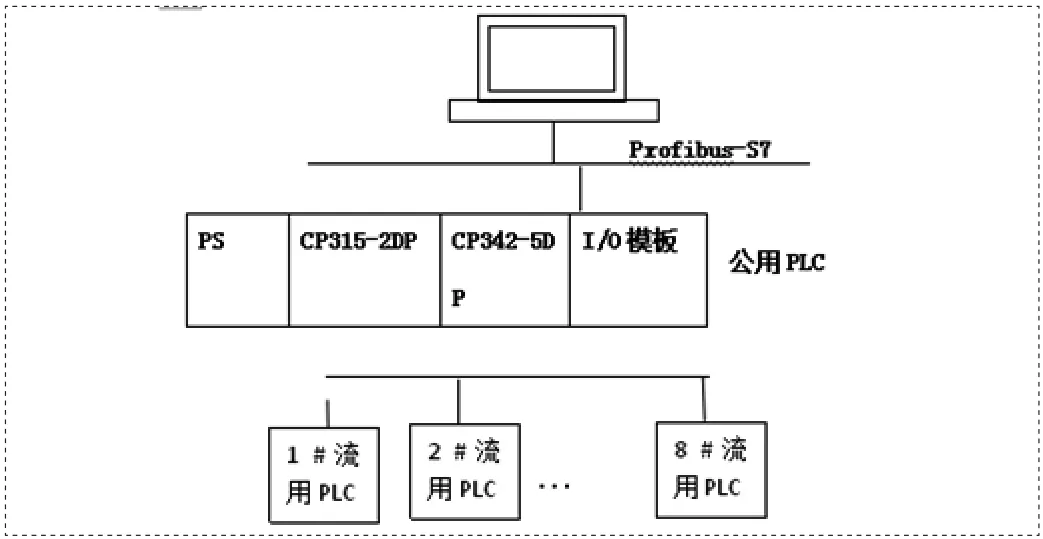
圖1 連鑄電氣控制系統(一)
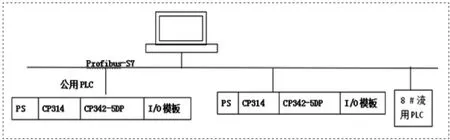
圖2 連鑄電氣控制系統(二)
2.1連鑄電氣控制系統的選擇
連鑄機控制系統的網絡方案的設置,可以根據工藝設計特定性要求,可將PLC分為公用PLC和流用PLC,前者主要用于連鑄生產中公用設備的控制,如冷床、推鋼機等;后者主要用于控制留用設備,如切割機、引錠桿等。一般來說一套完整的設備是由由1個公用PLC和8個流用PLC組成,其中流用PLC每個單獨控制1臺設備,用來實現每臺設備獨自控制的要求。因此根據具體生產實際情況提出以下兩種方案:
A方案是以CPU315-2DP為主站用于公用PLC而流用PLC構成Profibus-DP網絡,兩者在一起可以擴展為一個通訊單元,以此創立起一個完整的s7系統信息網,因此,公用PLC的DP從站可以用8個流用來組成(圖1)。
B方案是分別將兩種PLC的型號全部轉換成相同的CPU314,而他們又分別與CPU342·5DP通訊處理器建立起相關的網絡連接;通過其中任意一個通訊卡,上位機就能夠順利連接在通訊網絡內。即B方案中僅需要創建10個主站,再通過FDL即可實現網絡各個站點之間的聯系甚至是實時通訊(如圖2)。
通過對比,方案B中公用PLC和流用PLC之間會形成一個相互的數據通訊;如果有任意一個站點出現問題,對其他站點的工作沒有任何影響,從而實現各個流程獨立生產和工作的要求。所以B方案是符合生產實際的最佳方案。

圖3 制氧機控制系統(一)
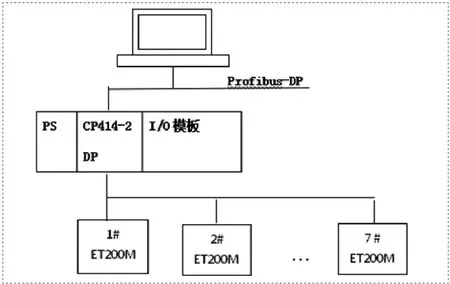
圖4 制氧機控制系統(二)
2.2制氧機控制系統的選擇
制氧機控制系統中的I/O點數為100DI/50DO、222AI/ 20AO,而S7-300系列PLC所能處理的模擬I/O總數只有128點,而S7-400系列PLC可達4096點,32倍于S7-300系列,所以如果采用CPU414和2DP組合是可以達到系統能力的處理要求的,而數字I/O模板采用的是S7-400系列PLC模塊,可以安裝在機架上,簡潔方便;而模擬板采用S7-300系列PLC,則需要分布式安裝,更貼近設備。如此配置能夠使得CPU、I/O模板及生產設備通過一根線鏈接起來。
另外Profibus-DP使用CP414-2DP作為主站,ET200M使用IM153接口連接到Profibus-DP上成為從站,所以即使不在CPU規定的工作環境中,也能擁有較高的數據傳輸速度;有時也可以根據實際需要在傳感器和生產設備旁使用模板,將一部分信號和信息在本地進行轉換、轉化、處理并執行,可以大幅度降低布線方面的構建成本,并大幅度提高系統的調整和擴展性。
針對上述要求,從而提出兩種網絡協議的方式:其一是把中央的處理模塊用CP414-2DP來代替,隨后通過CP443-5Basic通信模板鏈接上位機構建Profibus-FMS網絡(見圖3);其二是通過CP414-2DP的DP接口鏈接上位機組成Profibus-DP網絡(見圖4)。
通過兩方案的對比,不難看出方案一的方式方法優于方案二,上位機和CPU之間采用的是通訊協議,不僅能夠達到系統對數據傳輸速度的要求,更值得注意的是該協議可以響應多條并發的通訊任務,所以Profibus-FMS網絡的建立才能達到本系統對并發數據傳輸量的要求。
3 結束語
本文就西門子PLC的控制網絡技術進行探討,在利用西門子PLC技術進行控制系統規劃網絡設計時,要根據PLC系統控制的具體設備和特別的要求,如果有些站點需要互相交換或交流信息,則需要相互傳送大量的信息數據,對所傳輸數據的速率必定有些要求,則可以選擇西門子網絡控制功能,讓其施展其中的優勢,完成層次之間的差異和不同的目標任務。
參考文獻
[1]梁成鵬.基于西門子PLC控制網絡的配置與應用[J].可編程控制器與工廠自動化,2014, 04.
