基于PLC的溫室自動化苗床輸送系統的研究
2016-03-23 06:00:26李元強陸強強程大鵬
農機化研究 2016年5期
關鍵詞:自動化
李元強,陸強強,辜 松,程大鵬,邵 東
(1.東北農業大學 工程學院,哈爾濱 150030;2.華南農業大學 工程學院,廣州 510642 )
?
基于PLC的溫室自動化苗床輸送系統的研究
李元強1,陸強強1,辜松2,程大鵬1,邵東1
(1.東北農業大學 工程學院,哈爾濱150030;2.華南農業大學 工程學院,廣州510642 )
摘要:針對溫室自動化苗床輸送系統在苗床運輸過程中不能連續運輸苗床的問題,提出了一種新的自動化苗床運輸機構,利用雙推桿解決不能夠連續運輸的問題。為此,介紹了自動化苗床輸送系統的工作原理、機構的組成、控制系統的硬件組成和PLC編程。樣機試驗結果表明:該系統具有運行穩定、可靠性高、操作簡單及維修方便等優點,具有較高的推廣和使用價值。
關鍵詞:苗床輸送;控制系統;PLC;自動化;溫室
0引言
近年來,苗床輸送系統逐漸被關注和研發。這一系統可以實現在軌道上橫向、縱向搬運苗床,最終到達指定地點。該苗床輸送軌道系統通過計算機界面顯示控制和作業流程,直觀簡潔,大大減輕了搬運作業的勞動強度和用工量。目前,國內這種苗床輸送軌道系統還沒有普及,大多數溫室大棚內的盆花擺放、轉移和運輸還是完全由人工來完成,需要大量的勞動力,并花費大量的時間。
自動化苗床輸送系統在國內沒有得到廣泛使用的原因:一是溫室的規模不夠大,鋪設自動化苗床輸送系統帶來的經濟效益不明顯;二是國內苗床輸送系統的研究還不夠成熟,基本處于實驗室研究階段。自動化苗床輸送系統是溫室規模持續擴張的基礎,因此對自動化苗床輸送系統的研究與推廣是必然的過程。
苗床輸送系統由單體苗床、苗床導軌、苗床轉移機構組成。苗床可以在苗床導軌上做橫縱向移動。其中,橫向軌道上配置苗床轉移機構,負責苗床的縱向轉移,形成了完整的苗床輸送系統。不論是剛剛完成的種苗移栽,還是成品上市盆花的移栽,均可以通過這套系統高效完成。苗床裝滿盆花后通過苗床輸送軌道或苗床搬運車自動搬運至溫室內指定位置,苗床輸送軌道可以對苗床進行橫向或縱向輸送。利用苗床搬運盆花作業效率較高,適合于大型種植企業[1-2]。
PLC是一種專用于工業控制的計算機,具有使用方便、編程簡單、功能強、性能價格比高、維修工作量小及維修方便等特點,近年來在自動化、機電一體化及傳統技術改造等技術方面得到越來越廣泛的應用[3]。
為了進一步推動苗床輸送系統的發展,本系統采用了一種新的苗床運輸機構,并且使用PLC進行控制系統的設計,使整個自動化苗床輸送系統做到簡潔、易操作和運行穩定。
1苗床輸送系統的組成及工作原理
1.1苗床輸送系統的組成
自動苗床輸送系統主要由橫向輸送系統、縱向輸送系統及苗床轉向機構3部分組成,其三維仿真設計如圖1所示。
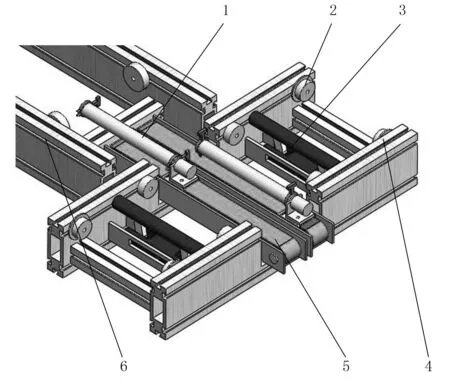
1.推拉桿 2.從動輪 3.抬升桿 4.橫向輸送框架
1.1.1橫向運輸系統
橫向運輸系統用于苗床在橫向上的運輸。在橫向運輸軌道的兩側安裝有主動輪和從動輪,軌道兩邊的從動輪帶有邊緣,起到限定苗床位置、防止苗床在運輸過程中脫離橫向運輸軌道的作用。在從動輪中間穿插著主動輪,主動輪由直流電機驅動,是苗床運動的直接原因。
1.1.2縱向運輸系統
縱向運輸系統用于苗床在縱向上的運輸,在縱向運輸軌道的兩側同樣安裝有主動輪和從動輪;但縱向運輸軌道兩側的從動輪不帶邊緣凸起,原因是在運輸過程中發生的微小偏移不足以影響苗床在縱向運輸軌道上的運輸。主動輪也是由直流電機直接驅動。
1.1.3苗床轉移機構
苗床轉移機構由抬升機構和推拉機構兩部分組成。
1)抬升機構中,由置于橫向軌道框架內部的圓棒抬桿抬升苗床,抬桿與四桿機構連接,電機帶動四桿機構運動,從而推動抬桿上升與下降。抬桿上升幅度不大,僅僅需要把苗床抬升至超過從動輪邊緣的高度。
2)推拉機構中,設定為雙推桿交互推拉的形式,推拉桿上固定有前后推拉板。推拉板之間的距離比苗床的寬度大5~10mm,并且推拉桿的高度要低于苗床在橫向輸送軌道上的運行高度。推拉桿的一端與直流電機連接在一起,由直流電機驅動推拉桿轉動、轉換推拉板的位置,從而保證工作的推拉桿上推拉板能夠正常工作,不工作的推拉桿上的推拉板不妨礙苗床在軌道上的換向與運輸。推拉桿用底座與傳送帶固接,實現縱向的雙向循環運動。
1.2工作原理
苗床由溫室操作間搬運至自動化苗床橫向輸送軌道上,橫向軌道開始運行,通過PLC控制苗床運行距離。當到達橫縱苗床運輸軌道的交叉處時,苗床轉移機構將苗床從橫向運輸軌道推至縱向運輸軌道,在縱向運輸軌道上到達指定位置,然后再順序運輸下一苗床。在整個運輸過程中均由PLC進行控制,苗床最初運送的位置可以通過按鈕輸入預先設定,靈活方便。
2控制系統的硬件設計
自動苗床輸送控制系統硬件設計主要有PLC、變壓器(將家用220V電壓轉換成圖2中24V的電壓)、步進電機驅動器、步進電機及直流電機等組成。控制系統的電路圖如圖2所示。
采用的PLC為三菱FX1N-40MT-001,可以進行端口的擴展,外部驅動電源采用交流電,自帶晶體管24點輸入/16點輸出端口。
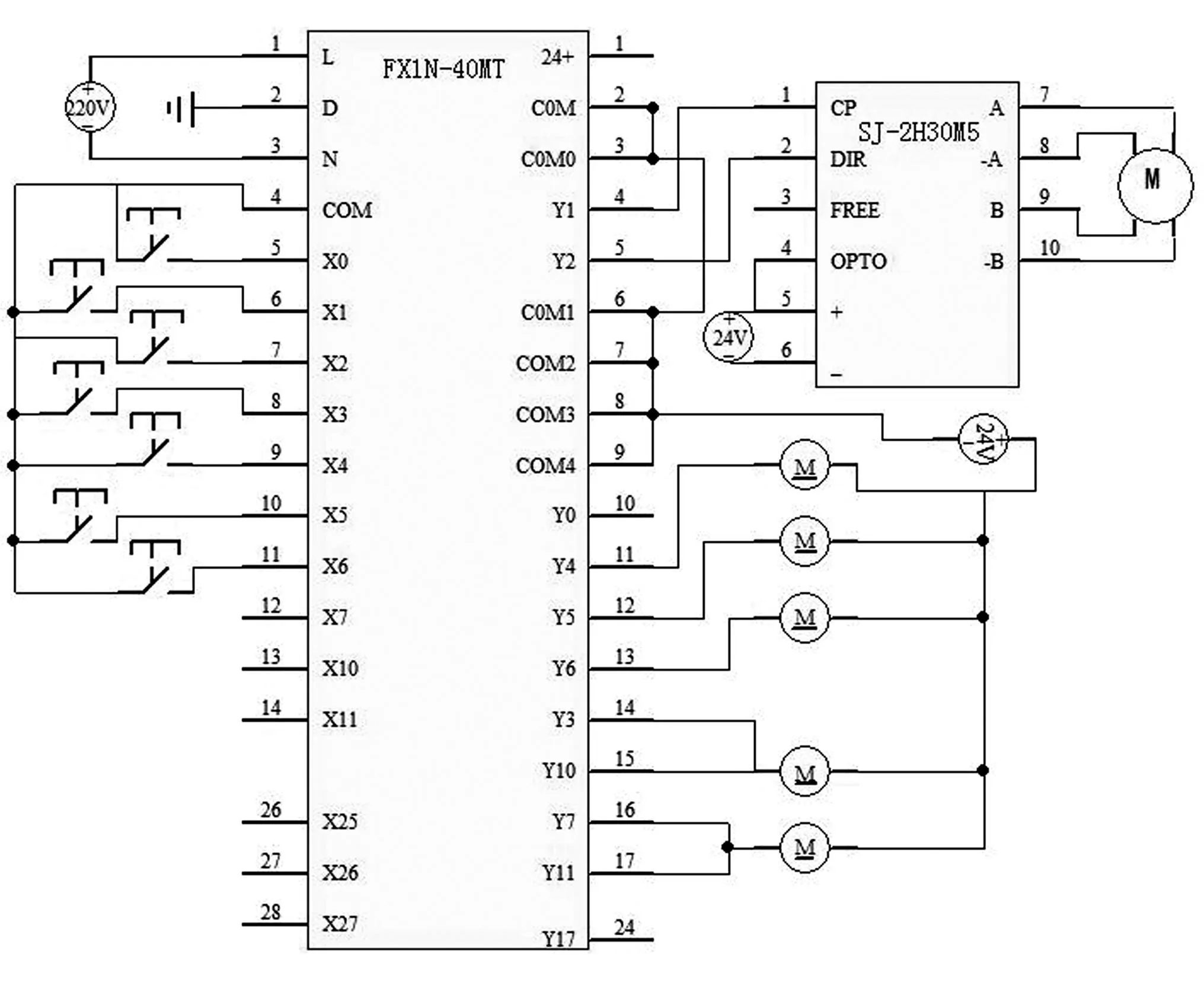
圖2 控制系統的電路圖
晶體管是一種電子元件,是通過基極電流來控制集電極與發射極的導通,是無觸點元件;而且只能接直流24V的負載,有極性要求[4]。輸入端子是可編程控制器從外部開關接收信號的窗口,分別接入開關和驅動器等控制元件信號;輸出端子是可編程控制器向外部被控制元件發出指令信號的窗口,可以接入電機、傳感器及氣缸等執行元件。在PLC的應用中,其主要的輸入/輸出點的分配,如表1所示。
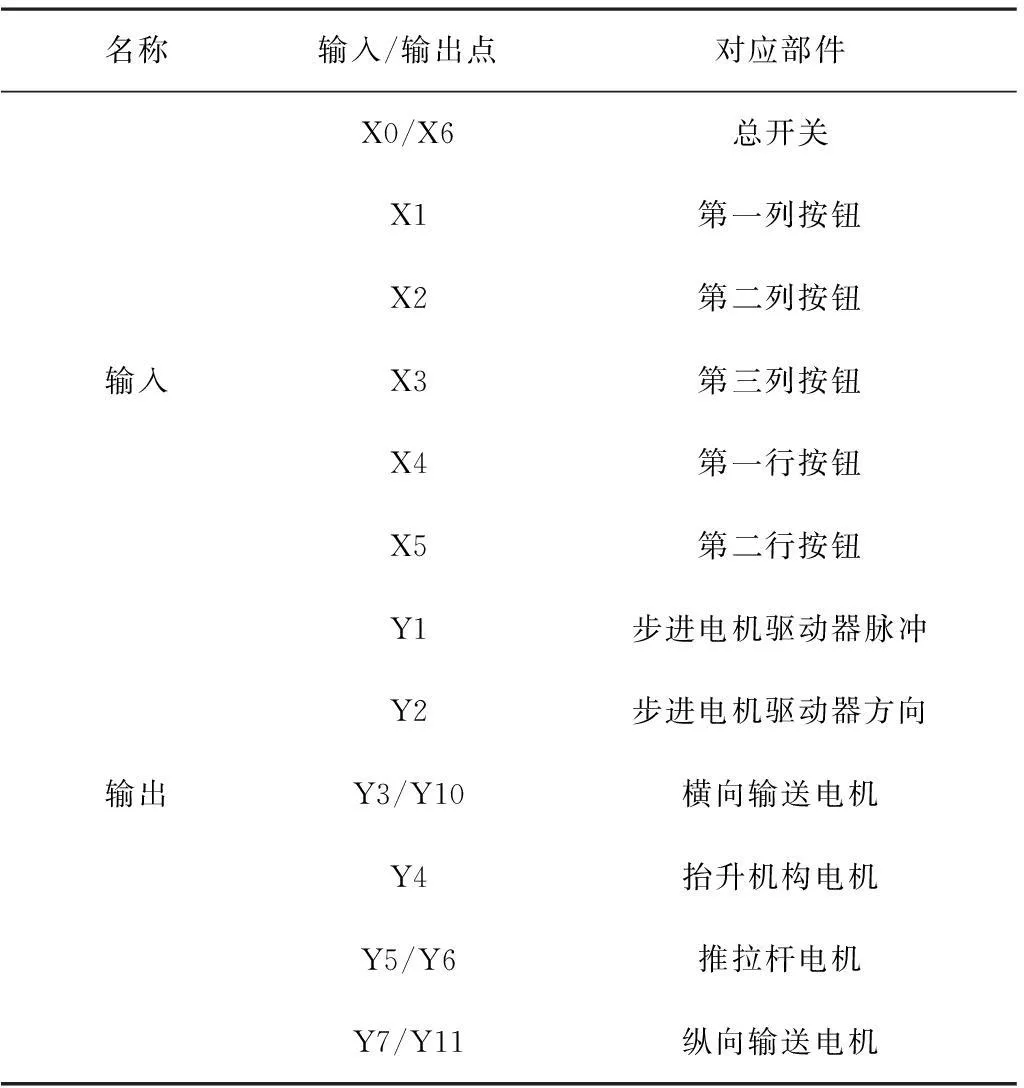
表1 PLC主要輸入/輸出點的分配
推拉桿的輸送使用步進電機,由于步進電機在工作過程中需要輸入一定頻率的信號進行驅動,而且正反轉需要專門的信號控制,所以為步進電機配備步進電機驅動器(SJ-2H30M5)。每輸入1個電脈沖,步進電動機轉動1個角度前進1步[5]。它輸出的角位移與輸入的脈沖數成正比、轉速與脈沖頻率成正比。改變步進電機繞組通電的順序,電機就會反轉。所以,可用控制脈沖數量、頻率及電動機各相繞組的通電順序來控制步進電機的轉動。步進電機作為執行元件廣泛應用在各種自動化控制系統中。步進電機驅動器是一種將電脈沖轉化為角位移的執行機構。當步進驅動器接收到一個脈沖信號,就驅動步進電機按設定的方向轉動一個固定的角度。橫縱輸送軌道上的直流電機、四桿機構的驅動電機和推拉桿一端的直流電機都是由運行距離和運行速度計算出時間,再用PLC內部的定時器控制工作時間。
3PLC程序設計
PLC的CPU采用順序邏輯掃描用戶程序的運行方式,即如果一個輸出線圈或者邏輯線圈被接通或斷開,那么該線圈的所有觸點不會立即動作,必須等掃描到該接觸點才會動作[6]。在一輪掃描結束后,如果電源不斷,PLC將繼續重新開始進行程序掃描。在每次重新掃描開始時,都要對輸入信號重新采集,對輸出信號和程序中的線圈進行刷新。圖3為自動化苗床運輸系統的PLC控制系統程序流程圖。
整個程序控制過程分為3個步驟:
1)苗床在軌道上的運輸。這一過程包括苗床在橫向、縱向運輸軌道上的運輸。當苗床被搬運至橫向運輸軌道上,打開總開關,指定第一個苗床要運輸到的位置,按下相應的位置按鈕,PLC開始工作。苗床在運輸軌道上的循環運輸,是通過循環指令(FOR…NEXT…)控制的,由于苗床的最終位置是不斷變化的,在循環指令中穿插著位置遞增或遞減的指令(INC/DEC)。其中,電機運轉的時間是通過PLC中的四則運算指令(SUB/MUL)計算出來的。在保持通電的狀態下,直到苗床被擺滿之前,該循環程序不斷運行。
2)苗床轉向機構的運行。在苗床到達橫縱苗床運輸軌道的交叉處時,苗床轉向機構運行,首先由PLC發出信號,驅動四桿機構的直流電機運轉,苗床抬升桿上升將苗床升至最高位置停留,緊接著與推拉桿固結在一起的傳送帶運轉,傳送帶的運轉由步進電機驅動。PLC在控制步進電機運轉時用到步進脈沖定位指令(DRVI),該指令可以設置輸出脈沖總數、輸出脈沖頻率、脈沖的發出點和方向點。其中,K4000為指定的脈沖輸出總數;K1000為輸出脈沖的頻率;Y001為脈沖發出點,即與步進電機驅動器的CP端相連;Y002為方向點,即與步進電機驅動器的DIR端相連。當該控制指令執行完畢,所有脈沖信號發完后,M8029自動閉合,啟動M5,推動程序繼續向下運行。圖4為DRVI指令在程序中的應用。
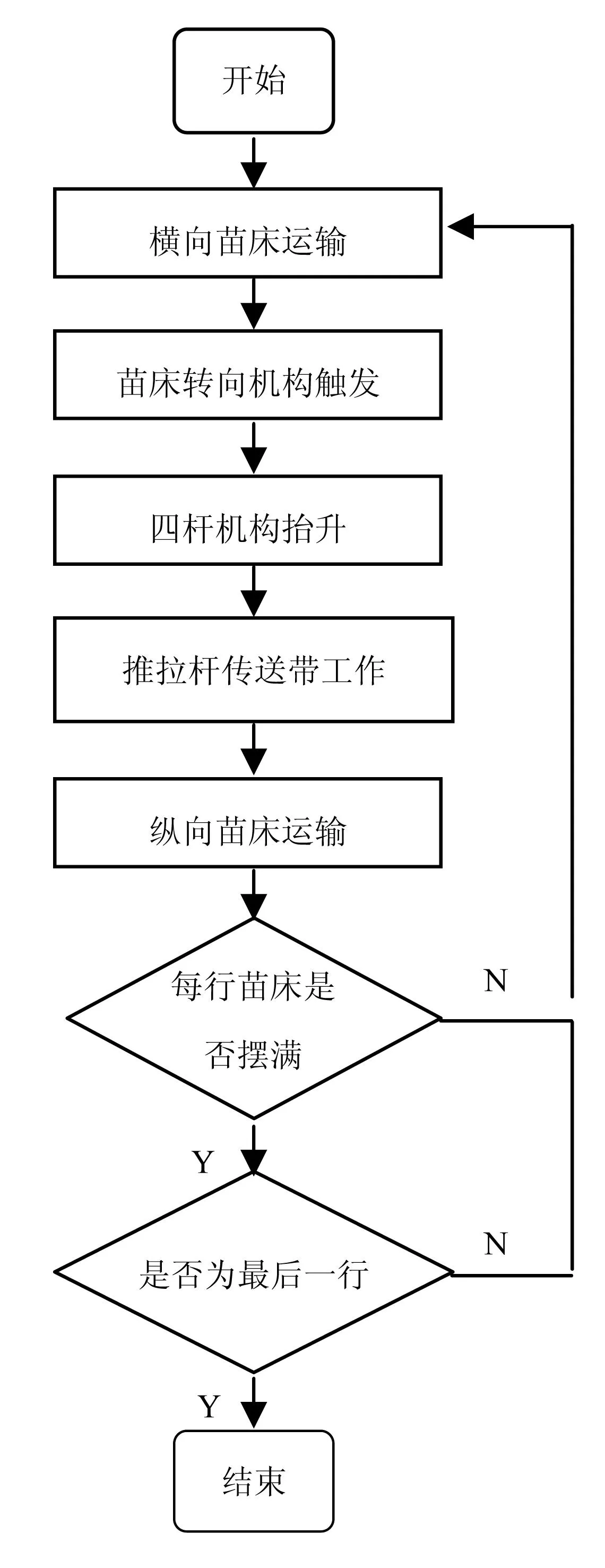
圖3 PLC控制系統程序流程圖
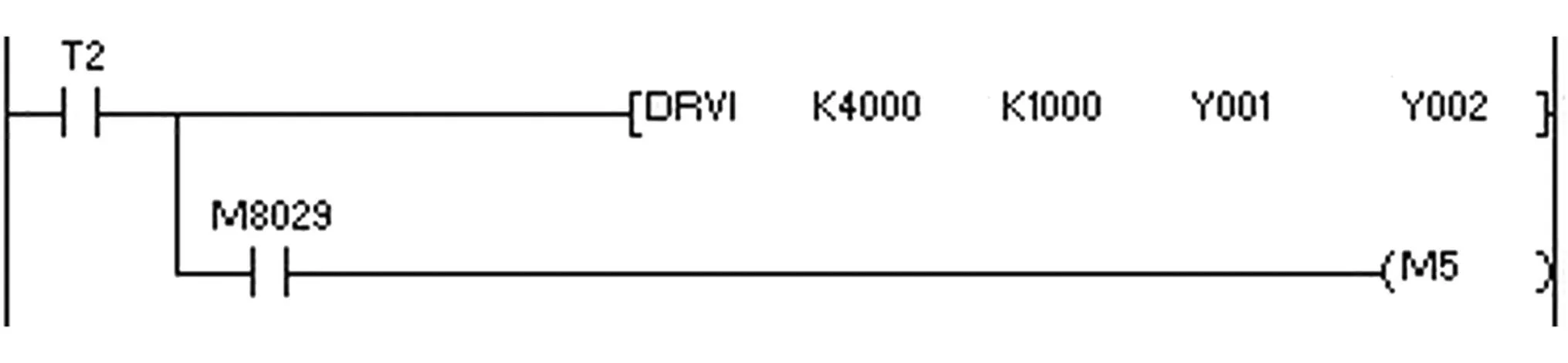
圖4 DRVI指令的應用
3)判斷苗床是否擺滿。判斷苗床是否擺滿用到比較指令(CMP)。該指令置于苗床列數循環控制程序之后,但處于苗床行數循環控制程序之內。該指令的模式為:CMP K2 D2 M9。比較指令內比較的是當前擺放行數與總行數的大小。其中,K2為總行數;D2為當前行數;M9比較結果的輸出。這一程序段在實體樣機運轉的過程中只體現在當苗床擺滿時,程序跳出循環,所有機器停止運轉。
根據以上工作步驟及程序控制流程圖,用GX Developer 編程軟件和梯形圖編程語言編寫控制程序。GX Developer是一款專門適用于三菱PLC的編程軟件,適用于三菱全系列可編程控制器,可進行程序的線上更改、監控及調試,具有異地讀寫PLC程序的功能。編程時,可以將程序分塊編寫,分別寫入PLC內進行監控調試,待運行成功達到預期制定功能后,再將各分段程序適當的組合在一起。這樣編程,檢測時易于發現出錯點,并且不易混亂。
將編寫的分段程序整合,寫入PLC內,在沒有連接其他硬件的情況下檢測程序運行的可行性。在確定程序可以運行的情況下,連接其他硬件,控制整體樣機空載試運行。在確保整體樣機各個機構及零部件都能夠順利運轉后,可進行秧苗或盆花的運輸。
4結論
1)設計了基于PLC的溫室自動化苗床搬運系統,實現了從人工搬運方式到機械自動化苗床搬運方式的過渡,大大減少了工作人員的數量、降低了勞動力成本。該系統解決了目前苗床輸送系統在苗床運輸過程中不能夠連續運輸苗床的問題,具有操作方便、機構簡單、維修方便及性能良好等優勢。
2)就應用前景而言,目前這種自動化的苗床運輸方式在國內還沒有得到廣泛的應用,在當前溫室迅速發展的趨勢下,該溫室自動化苗床輸送系統應用前景廣闊,具有一定的市場競爭力。
參考文獻:
[1]辜松.荷蘭溫室“自動化”無處不在[N].中國花卉報,2013-4-20(3).
[2]辜松,楊艷麗,張躍峰.荷蘭溫室盆花自動化生產裝備系統的發展現狀[J].農業工程學報,2012,28(19):1-8.
[3]李元強,李晨,辜松.PLC在滾刷式秧苗去葉裝置控制系統中的實現[J].農機化研究,2014,36(2)197-200.
[4]唐愛民.關于PLC輸出類型的選擇及使用中的注意事項[J].紡織機械,2008(6):25-27.
[5]董曉慶,黃杰賢,張順揚.步進電機驅動器的關鍵技術研究[J].單片機與嵌入式系統應用,2008(6):14-17.
[6]劉艷梅,陳震,李一波,等.三菱PLC基礎與系統設計[M].北京:機械工業出版社,2012:182-226.
The Research of Greenhouse Automated Seedbed Conveying System Based on PLC
Li Yuanqiang1,Lu Qiangqiang1,Gu Song2,Cheng Dapeng1,Shao Dong1
(1.College of Engineering,Northeast Agricultural University,Harbin 150030,China ;2.College of Engineering,South China Agricultural University,Guangzhou 510642,China)
Abstract:n order to solve the problems that the greenhouse automated seedbed conveying system can’t continuous transport seedbed in the process of seedbed transport. We proposed a new automated seedbed conveying mechanism, which is using double push rod to solve the problems.Application and implementation of the PLC in the automated seedbed conveying control system were studied.The main contents include the working principle of the conveying system,the formations of the mechanism, the hardware components of the control system and the program with PLC. The experimental results from prototype indicates that the system is capable of stable operation and high reliability, it is easy to operate and maintenance,the promote value and the use value are relatively high.
Key words:seedbed conveying; control system; PLC; automated; greenhouse
文章編號:1003-188X(2016)05-0152-04
中圖分類號:S625.3
文獻標識碼:A
作者簡介:李元強(1969-),男,黑龍江友誼人,副教授,(E-mail)lyts@neau.edu.cn。
基金項目:東北農業大學重點實驗室開放課題項目(548008)
收稿日期:2015-01-31
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科技視界(2016年20期)2016-09-29 14:13:02
科技視界(2016年20期)2016-09-29 13:45:10
