涂布機張力的檢測與控制
2016-03-23 06:28:07龐少朋韓武
印刷技術·包裝裝潢 2016年2期
龐少朋 韓武
在現代制造產業中,張力控制系統已經成為包括涂布行業在內的多個行業的共性基礎技術之一。尤其在包裝印刷等精密涂布行業,高精度張力控制系統已經成為保證涂布效果的支撐性關鍵技術。
包裝印刷用涂布機主要由放料單元、儲料單元、涂布單元、復合單元以及收料單元等部分組成(如圖1所示)。其張力控制系統包括放料單元、放料儲料架、涂膠單元、收料儲料架和收料部。操作人員必須了解涂布機張力檢測的原理、清楚涂布過程中保持張力穩定的方法,才能確保涂布過程的穩定和精確。筆者結合多年的工作經驗,以陜西北人高端涂布機Y299D為例,對涂布機張力檢測與控制系統進行簡單分析,與同行共享。
涂布機的張力檢測
涂布機張力檢測機通過擺輥和電位器來實現張力的檢測,擺輥和電位器通過齒輪來連接。定義電位器各個端頭的線號分別為P+、U、P-和PG。其中,規定電位器P+和PG之間的電壓為+10V,P-和PG之間的電壓為-10V。當張力設定值和張力反饋值相同時,U和PG之間的電壓為0V;當張力值發生變化時,即擺輥發生擺動,U和PG之間的電壓也會隨之變化,從而達到張力檢測的目的,有效控制張力穩定。
放料單元的張力控制
涂布機一般設置兩個放料單元,Y299D中第一放料單元為被動放料。被動放料系統由磁粉、張力控制器和張力檢測傳感器構成。第一放料單元的技術已經非常成熟,從放料單元到放料儲料單元,張力可始終保持穩定。
第二放料單元為主動放料。在放料過程中,由于放卷卷徑不斷減小,所以放料擺輥會不斷參與張力的控制,這一過程主要由PLC和PID控制器來實現。其中,PLC控制器可計算放卷卷徑,并控制相應的電機不斷加速,以保持張力穩定;PID控制器則在放料擺輥位置發生偏移時,根據采集的偏差信號,通過計算實現放料電機轉速的微調,保證張力穩定。
放料儲料架及放料過程的張力控制
放料儲料架可實現放料時的零速接料。由于涂布基材的成本比較高,要求的張力較大,且涂布工藝比較特殊,采用普通搭接法無法滿足生產要求,因此涂布機的放料儲料架與其他設備較為不同。
在正常情況下,放料儲料架應儲滿基材,以節省放料輥的換料時間。因此,在設備啟動前應先檢查放料儲料架的狀態,保證放料儲料架儲滿基材,為放料做好準備。
當放料單元需要換料時,按下接料按鈕,放料儲料架電機開始加速,放料牽引電機開始減速。在這個過程中,放料牽引擺輥控制放料牽引電機,放料儲料架電機跟隨主機速度,當放料儲料架的速度與主機速度相同時,放料牽引電機的速度降為零。此時,放料牽引擺輥由原本控制放料牽引電機切換為控制放料儲料架電機,從而保證放料張力穩定,順利進行零速接料。
完成放料工作后,按下接料完成按鈕,放料儲料架電機開始減速,放料牽引電機開始加速,同時放料牽引擺輥開始控制放料牽引電機,當放料儲料架電機速度減為零時,放料牽引電機速度與主機速度相同。隨后,放料儲料架開始以零速上升儲料,直到升至設定速度。此時,放料牽引電機的速度為主機速度加上放料儲料架的上升速度,以滿足該過程的張力穩定。當儲料完成后,放料儲料架電機開始勻速減速,直至速度為零。放料牽引電機也開始減速,并在放料儲料架電機降為零時,降至與主機相同的速度。
上述為一個完整的放料過程,在這個過程中,張力從放料牽引到涂膠單元始終保持穩定,滿足了涂布工藝的要求,實現了張力的時時穩定控制。
涂膠單元的張力控制
涂膠輥的周長固定不變,所以涂膠輥電機的轉速為主機速度加上擺輥的調節速度。安川H1000變頻器內部的PID控制器可滿足涂膠單元到復合單元之間的張力微調控制。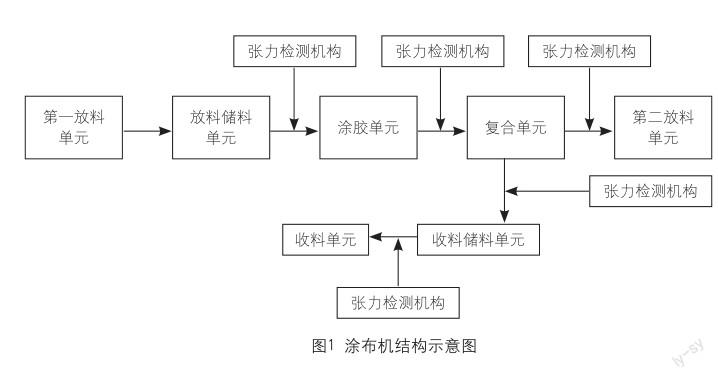
收料儲料架及收料過程的張力控制
涂布機工藝多樣,要求收料時預驅軸處于靜止狀態,因此,涂布機應具備收料儲料架機構。在設備啟動前,應先檢查收料儲料架的位置,調整儲料架使其以一定速度自動下降至儲料機構下端,準備好接料。
當收料軸需要換料時,按下接料按鈕,收料儲料架從零開始加速,同時,收料牽引和收料當前軸開始減速。在此過程中,收料牽引擺輥控制收料牽引電機,收料儲料架電機跟隨主機速度,當收料儲料架電機的速度與主機速度相同時,收料牽引和收料當前軸的速度減為零。此時,收料牽引擺輥由原本控制收料牽引電機切換為控制儲料架電機,從而保證收料張力穩定。隨后,收料刀架進行相應的動作,完成收料工作。
收料動作完成,收料大臂落下后,收料儲料架電機開始減速,收料牽引和收料當前軸開始加速。在這個過程中,收料牽引擺輥控制收料牽引電機,當收料儲料架電機速度減為零時,收料牽引電機和收料當前軸速度與主機速度相同。然后,收料儲料架以零速向下加速,直到加速至設定速度。此時,收料牽引電機和收料當前軸的速度為主機速度加上收料儲料架的下降速度,以滿足復合單元到收料儲料架、收料儲料架到收料單元的張力穩定。當收料儲料架下降至減速標志后,開始勻速減速,直至速度為零。收料牽引和收料當前軸也開始減速,并在收料儲料架速度降為零時,速度降至與主機相同的速度。
上述是一次完整的收料過程,在這個過程中,張力從復合單元到收料牽引、從收料牽引到收料當前軸始終保持穩定。
