一種新型車床自動上下料裝置設計
2016-04-07 02:13:39傅長娟徐一飛
現代制造技術與裝備 2016年11期
關鍵詞:設備
傅長娟 徐一飛
(永紅保定鑄造機械有限公司,保定 072150)
一種新型車床自動上下料裝置設計
傅長娟 徐一飛
(永紅保定鑄造機械有限公司,保定 072150)
現有的小型機床設備對于在加工產量大、效率高的高精度鑄件時,多采用人工上下件或機器人系統、龍門式上料系統等。人工上下件勞動時間長,工作量大,成本相對較高,且精度不穩定。而機器人系統、龍門式上料系統等,多采用伺服電機等高精度設備,成本高且不易維修。
小型機床 上下料裝置 節約成本
引言
永紅保定鑄造機械有限公司在車床自動上下料裝置中引入人機交互技術,方便了生產過程中技術參數的修改,提高解決生產問題的速度,便于實際生產使用,使生產效率增加、產品質量穩定可靠、工人勞動強度減少。該系統于現有技術,未使用大量伺服電機,改用氣缸、氣爪、滑軌等精度高且成本低的氣動元件,方便、安全、簡潔且降低成本。自主發明的上料推盤等可提高加工精度,降低自動上下料系統的復雜性,節約空間。
公司研制的自動上下料裝置是應用于機械加工領域,使機床加工實現自動化的裝置。該裝置克服現有系統的高成本等缺陷。方便安全,成本低廉。在提高加工精度的同時降低自動上下料系統的復雜性,節約空間使生產效率增加,產品質量穩定可靠,減少工人勞動強度。
1 設備構成
該機主要由兩個集料裝置、兩個上下料裝置、兩個傳送帶裝置、一個轉移裝置和電氣系統等組成,如圖1所示。
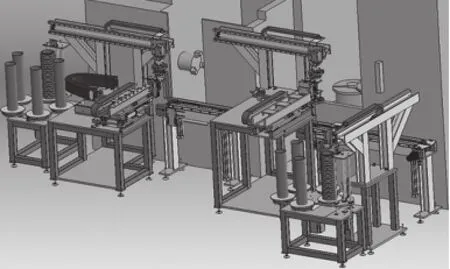
圖1 設備布置圖
1.1 集料裝置
由伺服電機、升降裝置、旋轉放料裝置和底座組成。裝置有五盤放料盤,每盤可存放料20件左右,頂部有感應器,下部有絲杠連接的托盤,可自動進行相應的上升或下降,絲杠連接小步進電機,中心軸可轉動,實現自動對下一個放料盤的操作。最底部的架子采用方管、鋼板、地腳螺釘等結構組成,更簡單、安全、且可調節高度。
1.2 上下料裝置
由轉運取料、平移機構、伸入和伸入補償機構、上下料氣爪和旋轉機構等組成。與數控車床通信并協調完成下成品、上毛坯的循環過程。
1.3 傳送帶裝置
本部分由兩個氣缸和傳送帶組成,用于將工件從一個工位轉移到另一個工位,為下一個工序做準備。
1.4 轉移裝置
由三個氣缸組成,可完成從傳送帶到成品集料的轉移。
1.5 電氣系統
自動上下料裝置使用電壓AC220V 50Hz的電源作為主電源,電氣部件采用兩個歐姆龍PLC及按鈕、指示燈、感應開關、電磁閥、私服系統等,根據要求完成從毛坯到成品的加工輸送過程。非專業人員不得擅自打開電氣柜,不得擅自觸碰任何非操作元件,不得擅自拆解任何電氣元件。未經本公司許可,不得擅自更改電氣線路和程序,不得更換與原電氣元件不相符的零件。
2 工作步驟
(1)鑄件由人放到上下料架上,上下料架每盤可放料20件左右,頂部有感應器,下部有絲杠連接的托盤,絲杠連接小步進電機,組成一個小自動系統,當取走或放下工件時,會自動相應地上升或下降,當取完或堆滿時,底部的電機又會帶動中心軸轉動,自動進行對下一個放料盤的操作。
(2)鑄件從上下料架上被抓取件傳遞設備抓起,通無桿氣缸帶動滑塊移動,上方有滑軌承重,滑塊連接雙桿氣缸,雙桿氣缸連接氣爪,無桿氣缸、雙桿氣缸、滑軌和氣爪構成一個穩定、高精度的抓取設備。氣爪抓取鑄件到達伸進裝置上端,雙桿氣缸帶動氣爪把工件安放到伸進裝置前端的氣爪上,該伸進裝置前端有兩個氣爪成90°擺放,底端連接擺臺,擺臺可帶動兩氣爪90°旋轉。伸進裝置主體由氣缸與滑軌組成,成三級平臺擺放,每層平臺可帶動伸進裝置前端向一個方向移動,以完成送件到數控機床里的動作。當機床加工好一個工件后,伸進裝置前端伸進機床,空載的氣爪正好抓取加工好的工件,擺臺帶動兩氣爪旋轉90°,將毛坯件安放入機床卡具,退出機床,將取出的加工件放入傳送設備上,之后擺臺轉回,兩氣爪恢復原位。
(3)傳送設備兩側定位板可調節距離,適應不同尺寸的工件輸送,兩端對應伸進裝置放料的位置有兩個接件裝置,接件裝置是氣缸帶動托盤上升接件或送件,同時氣缸位置可調。傳送動力為步進電機帶動鏈條傳動,兩側齒輪用軸連接固定,當工件被輸送到傳送設備末端時,被定位板頂住,定位板信號傳感器傳回信號,氣缸帶動托盤拖著工件送到下一個抓取件傳遞設備左端。
(4)下一組抓取件傳遞設備,伸進設備,傳送設備,抓取件傳遞設備又進行重復性工作。
(5)當工件被送到最后一個上下料設備上時,上下料設備頂端的傳感器接收信號,使托盤向下移動,當工作運動到傳感器以下托盤停止動作,等待下一個工件,當工件放滿一個托盤時,托盤轉動,對下一個托盤進行操作。
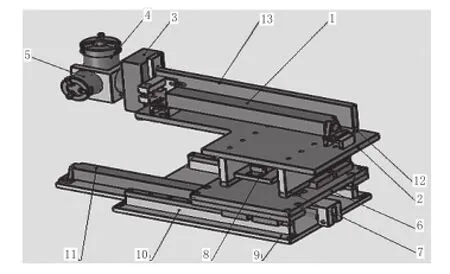
圖2 結構示意圖
3 時序動作
該裝置的結構示意圖如圖2所示,當需要對逐漸進行機床加工時,將待加工鑄件放入垂直氣爪4,按下自動控制裝置的按鈕,垂直氣爪抓緊鑄件,第一氣動活塞執行機構1動作,同時第三氣動活塞執行機構11動作,縱向伸縮臂伸出至機床上下件位置,第二氣動活塞式執行機構8動作,縱向伸縮臂沿橫向滑軌7滑動,帶動水平氣爪5至機床加工鑄件位置,水平氣爪抓緊已加工完畢的鑄件,第二氣動活塞式執行機構8動作取出以加工完畢的鑄件,擺動氣缸3旋轉90°,一個垂直氣爪4變為水平位置待加工鑄件對準機床上料位,第二氣動活塞式執行機構8動作將待加工鑄件送至機床上料位,垂直氣爪4松開待加工鑄件,第二氣動活塞式執行機構8動作離開待加工鑄件,第一氣動活塞執行機構1動作,同時第三啟動活塞執行機構11動作,縱向伸縮臂離開機床,水平氣爪5松開加工完畢的鑄件,人工取出加工完畢的鑄件,車床自動上下料工作完成。
4 結語
公司研制的自動上下料裝置利用精度高且成本低的氣動元件,可避免人工上下件勞動時間長、工作量大、成本高、精度不穩定的不利因素;同時也避免機器人系統、龍門式上料系統等多采用伺服電機等高精度設備成本高且不易維修的不利因素。降低自動上下料系統的復雜性,延長設備的使用壽命,成本低廉,工作可靠,方便安全,可為用戶和社會節約生產成本和制造成本。
A New Type of Lathe Automatic Up-down Material Device Design
FU Changjuan, XU Yifei
(Yonghong Baoding Casting Machinery Co., Ltd, Baoding 072150)
The existing small machine tool equipment in the processing of high yield, high efficiency high precision castings, using artificial fluctuation more or use robot system, gantry feeding system. Artificial thing up and down, the person’s work time is long, workload is big, cost is relatively high, and the precision is unstable. The robot system, gantry feeding system, in high precision equipment, such as servo motor cost is high, not easy to repair.
lathe, loading device, cost savings
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
