刻度標尺在帶式輸送機頭部伸縮裝置上的應用
2016-04-08 02:21:14周虹伯
港口裝卸 2016年1期
周虹伯 金 燁
(1 河北華電曹妃甸儲運有限公司 2 華電重工股份有限公司)
?
刻度標尺在帶式輸送機頭部伸縮裝置上的應用
周虹伯1金燁2
(1河北華電曹妃甸儲運有限公司2華電重工股份有限公司)
摘要:闡述了刻度標尺精確定位技術的工作原理及其系統構成,分析了其檢測技術在帶式輸送機頭部伸縮裝置自動化控制系統中的應用。該技術可以精確完成帶式輸送機頭部伸縮裝置的位置監測及自動定位給料,實現降低現場操作人員的勞動強度,保障現場操作人員職業健康,減少誤操作。
關鍵詞:帶式輸送機; 頭部伸縮裝置; 刻度標尺; 位置檢測
1引言
帶式輸送機頭部伸縮裝置布置于輸送系統的物料轉運點,實現對多路輸送的交叉換位給料,主要用于卸料裝置或地下轉運站,以及料場轉運站和料斗間轉運站,作為甲、乙帶式輸送交叉換位之用。根據工藝流程的需要,其主要使用于卸料裝置與系統的交叉作業、料場帶式輸送機與系統的交叉作業、系統與料斗間帶式輸送機的交叉作業[1]。
帶式輸送機頭部伸縮裝置上配備現場操作控制箱,常規操作方式為操作人員隨帶式輸送機頭部伸縮裝置前后行走,當需要移動到另外一條帶式輸送機給料點時,需要手動操作帶式輸送機頭部伸縮裝置走到下一個帶式輸送機下料點,人隨車走。
這種操作模式在使用過程中存在以下2個問題:
(1)由于控制箱固定在帶式輸送機頭部伸縮裝置上,操作人員在操作時必須與帶式輸送機頭部伸縮裝置一起行走,在現場環境較為惡劣的情況下,使工人勞動強度增加,職業健康受到危害,同時給安全生產埋下了隱患。
(2)多條帶式輸送機下料點在一個平臺,操作人員需要通過目測觀察輸送機的下料點,并與中控人員通過對講系統確認對應的下料皮帶,過多的人為參與使誤操作率增加,易引起堆料、串料事故發生。
2系統構成
刻度標尺帶式輸送機頭部伸縮裝置自動控制系統主要由位置檢測部分、PLC控制部分、上位機部分等構成[2-3+]。
(1)位置檢測部分:采用刻度標尺精確定位系統來檢測帶式輸送機頭部伸縮裝置的實時位置,標定各輸送皮帶下料槽的位置。
(2)PLC控制部分:發出小車位置信號,接收中控上位機工作指令,并控制變頻器工作。
(3)上位機部分:通過友好的人機界面,根據生產工藝流程制定生產流程,下達到PLC。
帶式輸送機頭部伸縮裝置自動控制系統構成見圖1。
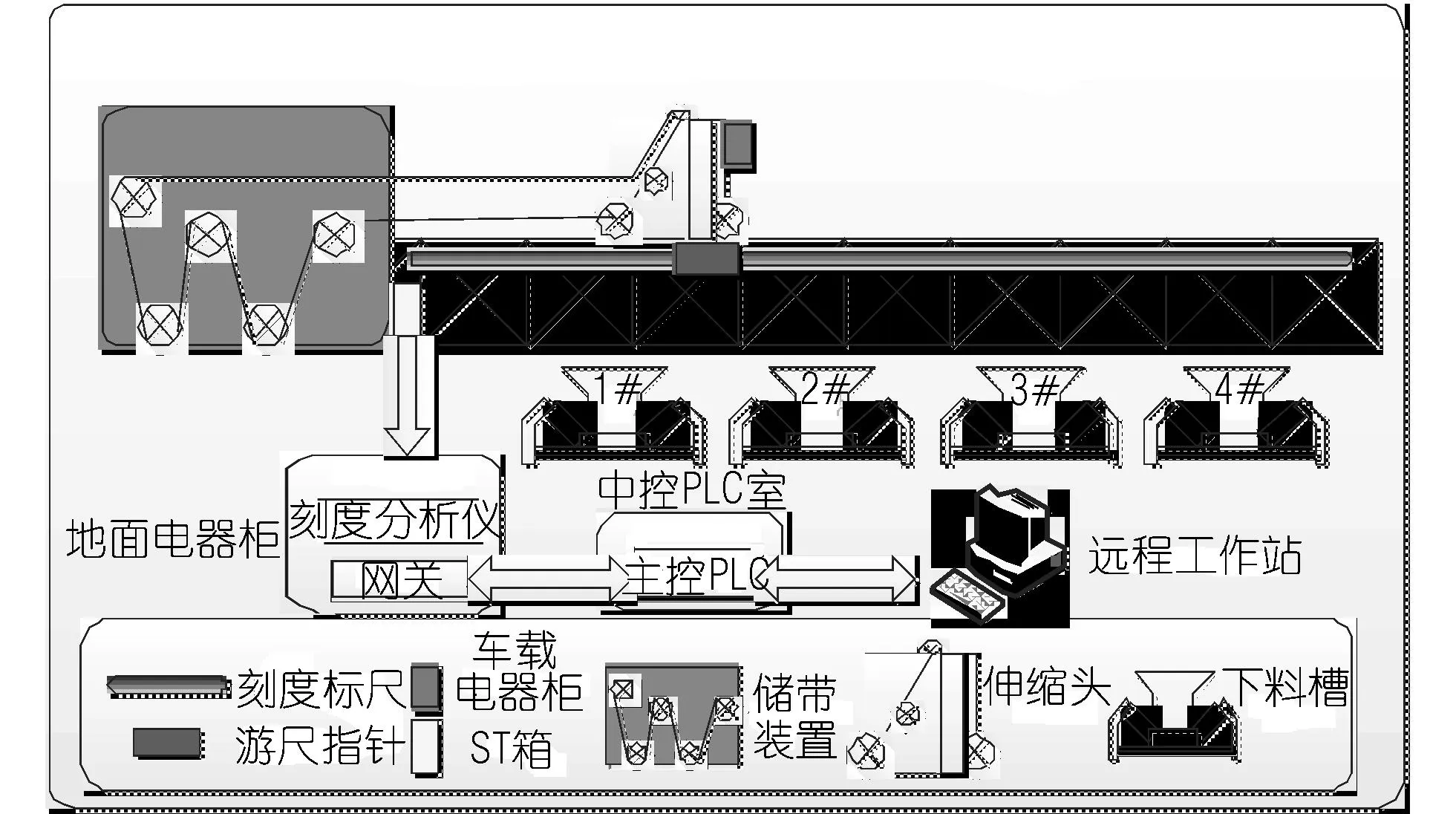
圖1 帶式輸送機頭部伸縮裝置自動控制系統示意圖
3刻度標尺定位及其工作原理
3.1刻度標尺定位
刻度標尺精確定位系統包括1臺地面電氣柜(含刻度分析儀)、1臺車載電氣柜(含刻度生成儀)、刻度標尺及游尺指針等。其中,刻度標尺是由扁平狀的PVC合成材質外殼材料和內部按照二進制數字編碼規律編制的芯線構成,類似一把有刻度的標尺,一般安裝在沿移動搬運設備運行軌道單側邊,或者沿運行軌跡鋪設在地面上,或安裝在軌道旁的柵欄立柱上均可,需要檢測多長的位移就鋪設多長的刻度標尺。游尺指針安裝在移動搬運設備上,用于識別本移動搬運設備所在的位置。游尺指針相對刻度標尺平行非接觸移動,游尺指針指向的刻度即是當前位置值,可以在車上或地上得到位移量,無需初始參考點,定位精度可達到5 mm,分辨率可達2 mm,可以斷續或連續檢測,尤其適用于軌道不平整的大車或環形運動機械位移檢測。
3.2刻度標尺工作原理
刻度標尺精確定位系統采用法拉第電磁感應定律(磁力線傳導原理)來檢測移動搬運設備的位移量,當游尺指針線圈中通入交變電流時,在游尺指針附近會產生交變磁場。刻度標尺近似處在一個交變的、均勻分布的磁場中,每對刻度標尺芯線會產生感應電動勢。刻度生成儀信號通過電磁耦合方式傳送到刻度標尺的感應環線上。刻度分析儀對接收到的信號進行相位比較。交叉線的信號相位與平行線的信號相位相同,地址為“0”;交叉線的信號相位與平行線的信號相位相反,地址為“1”。這樣感應的地址信息是數字編碼排列,由此確定游尺指針在刻度標尺長度方向上的位置,對應就是移動搬運設備行走位置。其電磁感應原理如圖2所示。
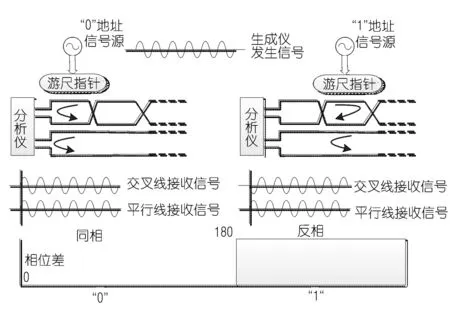
圖2 電磁感應原理圖
3.3刻度標尺構成
(1)車載子系統。由游尺指針、車載電氣柜(內含刻度生成儀、開關電源等)組成。
(2)地面子系統。由地面電氣柜組成(內含刻度分析儀、開關電源、網關、標尺引線轉換器等)。
(3)刻度標尺子系統。由專用刻度標尺、ST箱、普通電纜以及各種用于刻度標尺安裝、固定、防護機構組成。
刻度標尺系統結構如圖3所示。
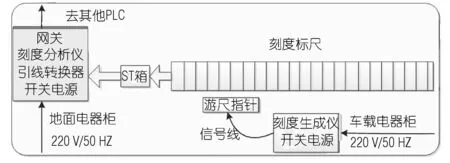
圖3 刻度標尺系統結構圖
4刻度標尺位置檢測技術應用
4.1刻度標尺位置檢測系統
游尺指針外形是扁平的工程塑料箱,安裝在機頭上一個延伸桿的頂端、緊靠著刻度標尺附近。機頭前進時,游尺指針也將沿著刻度標尺平行移動。游尺指針是機頭地址測量的形象指針,所以在系統運行和日常維護時,一定要保證安裝牢固,讓游尺指針外平面與刻度標尺始終保持在150 mm±50 m的距離。移動時不要發生與其他物件碰撞。刻度標尺子系統包括刻度標尺、安裝支架、拉緊裝置、接線箱以及各種電纜。刻度標尺平行安裝在帶式輸送機頭部伸縮裝置軌道一側。機頭在行駛過程中,機頭游尺指針按照一定距離沿著刻度標尺方向前進或后退。地面控制柜內刻度生成儀輸出位置信號給PLC,再通過光纖和上位機聯機。
4.2全自動操作控制系統
系統采用羅克韋爾Logix5000系列PLC控制,位移信號由安裝于現場的刻度分析儀輸出后,使用ControlNet現場總線協議接入PLC的通信模塊上,最終將位移信號以整數形式寫入PLC內的固定寄存器。帶式輸送機頭部伸縮裝置的行走控制由PLC編程,通過輸出的開關量信號控制。上位機人機界面采用羅克韋爾基于Windows環境的工業監控軟件RSView32制作,使用第三方通訊軟件Kepware作為驅動,通過OPC方式完成上位機與PLC系統之間的通訊。
通過刻度標尺位置檢測系統和上位機操作系統的協同工作,可以確保帶式輸送機頭部伸縮裝置行走平穩,停止位置準確可靠,在輸料系統中將不同的料種卸到指定的輸送皮帶上,滿足工藝需求。按操作方式可設置“手動”和“自動”切換功能,使系統在非常情況下仍能通過現場手動操作來完成配料卸料作業,不影響生產的正常進行。
4.3帶式輸送機頭部伸縮裝置自動定位系統運行模式
在自動模式下運行時,需要操作人員根據工藝需求情況在畫面中選取相應的輸送皮帶,當PLC接到此指令后,就會比對目前帶式輸送機頭部伸縮裝置所在的實際位置和目的位置,使帶式輸送機頭部伸縮裝置自動前進或后退,直到到達指定輸送皮帶下料點后停車。
在控制帶式輸送機頭部伸縮裝置自動行走時,軟件根據系統的延時和帶式輸送機頭部伸縮裝置的慣性,計算出剎車提前量,通過變頻器控制抱閘的動作,實現帶式輸送機頭部伸縮裝置的準確停車。
5結語
系統經安裝調試并長期運行后,實現了生產過程的計算機管理遠程監控,降低了操作人員的勞動強度,提升了崗位職業健康水平及生產管理水平。友好的人機界面,可以在上位機操控帶式輸送機頭部伸縮裝置運行,通過控制帶式輸送機頭部伸縮裝置的行走,實現帶式輸送機頭部伸縮裝置行走定位精度在±10 mm之間,實時檢測帶式輸送機頭部伸縮裝置當前位置,即所處輸送皮帶下料槽位置識別,實現了帶式輸送機頭部伸縮裝置的自動工位轉換。采用非接觸式刻度標尺位置檢測技術采集實時位置,可斷續或連續檢測,分辨率可以達到2 mm,實現精確作業,優化流程,降低誤操作率的要求。
參 考 文 獻
[1]吳波,廉自生. 可伸縮帶式輸送機變頻自動張緊裝置設計[J]. 煤礦機械, 2015,36(08):201-203.
[2]李光布. 基于計算機仿真的帶式輸送機動態特性預測和控制[J].起重運輸機械,2005(2):47-49.
[3]李永華,毛君,黃洪鐘. 帶式輸送機動態設計的自動建模與仿真[J]. 重慶工學院學報,2003,17(2):1-5.
周虹伯: 063200, 河北省唐山市曹妃甸區新城大街220號
Application of the Graduated Scale on Telescopic Device at the Head of Belt Conveyor
Zhou Hongbo1Jin Ye2
(1Hebei Huadian Caofeidian Storage and Transportation Co., Ltd.,2Huadian Heavy Industries Co., Ltd., )
Abstract:This paper describes the working principle and system composition of the precise positioning technology with graduated scale, and analyzes the application of its detection technology in the automatic control system of belt conveyor head. The position monitoring and automatic positioning feeding of the telescopic device on belt conveyor's head can be accurately realized by using this technology. The goal of reducing the labor intensity and securing the occupational health of the operators in the field, keeping away from mistake operation can be achieved.
Key words:belt conveyor; head telescopic device; graduated scale; position detection
DOI:10.3963/j.issn.1000-8969.2016.01.020
收稿日期:2015-08-14