采用焦化加工路線的煉油廠增效措施分析與應用
2016-04-12 02:23:02毛卉,張成
石油煉制與化工 2016年8期
毛 卉,張 成
(中國石化青島煉油化工有限責任公司,山東 青島 266500)
采用焦化加工路線的煉油廠增效措施分析與應用
毛 卉,張 成
(中國石化青島煉油化工有限責任公司,山東 青島 266500)
某煉油廠為提高經濟效益,通過分析焦化加工路線的特點,發現焦化加工路線具有加工原油品種選擇范圍寬,裝置建設投資成本低和運行操作費用低的效益優勢,同時具有產品結構差和產品性質差的效益劣勢。該煉油廠充分發揮焦化加工路線的效益優勢,采取優化原油采購、減產石油焦、增產汽油和噴氣燃料以及節能降耗、保持CFB鍋爐長周期運行等措施,大幅降低了原油采購成本,優化了產品結構,降低了操作費用,與設計方案相比,按2015年實際產品結構計算,經濟效益提高10.33億元/a。
延遲焦化 路線 效益 生產優化
現代煉油廠的重油加工路線主要有延遲焦化、減黏裂化、溶劑脫瀝青、重油催化裂化和重油加氫等工藝過程[1]。由于受到產品市場后路限制及企業為了追求效益需對原油深加工利用等因素影響,減黏裂化和溶劑脫瀝青加工路線應用范圍有限;由于受到原油性質劣質化影響,重油直接進催化裂化加工的應用范圍也有限,一般均采用重油加氫和催化裂化聯合工藝。因此,延遲焦化和重油加氫是當前煉油企業兩種主要的重油加工路線。由于重油加氫路線具有資源利用充分、輕質油收率高及產品附加值高等特點[2],隨著近幾年國際原油價格高企,重油加氫技術得到了長足的發展,在固定床加氫技術進一步得到發展的基礎上,出現了漿液床、沸騰床等先進的重油加氫技術[3-4],重油加氫的原料適應性得到了明顯的提高,近幾年國內外新建的煉化企業大多采用重油加氫工藝路線。而重油的焦化加工路線,雖具有原料適應性廣、裝置投資和操作費用低等優勢,但同時存在產品結構差、盈利能力低等問題,因此,采用焦化加工路線煉化企業的盈利能力下降,發展壓力日益加大。中國石化某煉油廠(以下簡稱Q煉油廠)設計原油加工能力10 Mt/a,加工沙特輕質油(沙輕)與沙特重質油(沙重)質量比為1∶1的混合原油,渣油采用全部進延遲焦化的加工路線,主要生產裝置包括10 Mt/a 常減壓蒸餾、2.5 Mt/a延遲焦化、3.2 Mt/a蠟油加氫、4.1 Mt/a柴油加氫、0.6 Mt/a煤油加氫、2.0 Mt/a加氫裂化、2.9 Mt/a催化裂化和1.5 Mt/a連續重整等21套裝置,為發揮焦化加工路線優勢,配套建設了2臺310 t/h的CFB鍋爐和2臺60 MW汽輪發電機,設計生產成品油7.09 Mt/a,其中汽油2.58 Mt/a、柴油3.98 Mt/a、煤油0.53 Mt/a,成品油收率70.9%;另外,生產液化氣、混合二甲苯、硫磺、石油焦等產品,因此,Q煉油廠是典型的燃料型煉油廠。Q煉油廠于2008年5月建成投產,至2015年底,已經運行了2個檢修周期,期間國際原油價格最高達145美元/bbl(1 bbl≈159 L,下同),最低下探到32 美元/bbl。Q煉油廠為了提高盈利能力,通過研究焦化加工路線,結合裝置實際運轉情況,利用Aspen PIMS模型優選原油品種、優化全廠加工方案及產品結構,采取多種節能降耗措施,降低操作費用,努力發揮焦化加工路線的優勢,在不同原油價格體系下均取得了較好的效果。
1 焦化加工路線的效益優劣勢分析
1.1 優勢分析
1.1.1 原料適應性廣,原油選擇范圍寬 渣油加氫對重油原料性質有較為嚴格的限制,常規情況下,固定床加氫只能加工金屬(Ni+V)質量分數不大于200 μg/g、殘炭不大于15%的渣油[3],很大程度上限制了原油加工品種。而延遲焦化裝置對原料性質要求則較為寬松,一般要求殘炭不大于30%,但對金屬含量沒有明確要求,適合處理高硫、高金屬含量、高殘炭量的劣質渣油[2]。從可選擇的世界原油資源角度看,按照BP世界能源統計數據報告,截至2014年底,以高硫原油資源為主的中東國家探明原油儲量占世界總量的47.7%,南美洲委內瑞拉和北美洲加拿大探明原油儲量分別占世界總量的17.5%和10.2%,兩個美洲國家原油資源也以高硫重質原油為主。適合固定床渣油加氫的原油主要為低硫原油或高硫輕質原油,低硫原油資源主要集中在非洲、歐洲及歐亞大陸,占世界原油探明儲量的16.7%。因此,相對重油加氫路線而言,采用焦化加工路線對原油選擇范圍相對較大。
1.1.2 裝置投資成本低 單套焦化裝置的投資遠低于重油加氫裝置的投資,Q煉油廠建設2.5 Mt/a延遲焦化裝置的投資為7.06億元,僅為同期建設相同規模渣油加氫裝置投資的35%左右。由于重油加氫所有產品還需要后續裝置再深加工,因此加氫路線的加工流程更長,后續裝置規模更大,同時由于全廠氫耗高,還需要更大的制氫裝置投資。由于焦化加工路線的石油焦產量約占產品總量的10%,可直接作為產品出廠或自用燃料,焦化加工路線的后續裝置規模相對較小,投資總額相對較低。據相關文獻報道[5],焦化加工路線煉油廠的建設投資成本更低,比同等規模加氫路線煉油廠的投資低20%以上。
1.1.3 裝置操作費用低 常規情況下,焦化裝置的操作費用要遠低于渣油加氫裝置的操作費用[5]。選取中國石化另一煉油廠(簡稱H煉油廠)作對比,H煉油廠重油采用渣油加氫路線。Q煉油廠延遲焦化和H煉油廠渣油加氫變動操作費用對比見表1。由表1可見,按照某年度兩個煉油廠的裝置生產成本數據,H煉油廠的渣油加氫裝置耗氫、燃料、動力及化工輔材費用合計達182.51元/t,而同期Q煉油廠的焦化加工費用僅81.52元/t。另外,若考慮固定床渣油加氫裝置運行周期短,定期停工換劑成本高(約每3年換劑2次,每次約1.5億元)及裝置建設投資成本高等因素,焦化裝置和渣油加氫裝置運行成本的差距更大[2]。
從全廠角度看,采用焦化加工路線的煉油廠一般采用“延遲焦化+CFB鍋爐”聯合工藝,利用CFB鍋爐自用高硫石油焦產氣和發電,解決高硫石油焦銷售后路的同時,為全廠提供相對廉價的蒸氣和電力,降低全廠生產裝置操作費用,彌補焦化加工路線帶來產品結構差的問題,發揮“延遲焦化+CFB鍋爐”聯合工藝的操作費用優勢[5]。

表1 Q煉油廠延遲焦化和H煉油廠渣油加氫變動操作費用對比 元/t
1.2 劣勢分析
1.2.1 高附加值產品收率低,產品結構差 由于焦化屬于熱裂化反應過程,渣油在高溫下裂化產生輕質油品的同時也產生了大量低附加值的石油焦。從Q煉油廠和H煉油廠設計方案對比看,重油進焦化加工方案的全廠輕質油收率一般比渣油加氫方案低4~6百分點[2]。Q煉油廠延遲焦化石油焦收率高達36.5%,焦化汽油、柴油、蠟油和液化氣收率合計低于60%;而渣油加氫則將渣油全部轉化為輕質油餾分,H煉油廠渣油加氫后的尾油作為重油催化裂化原料,催化裂化汽油、柴油和液化氣收率合計達到80%以上,催化裂化汽油收率高且性質好,是非常優質的汽油調合組分,液化氣富含大量丙烯和異丁烯組分,經氣體分離后可作為下游裝置的原料,生產高價值的聚丙烯和汽油調合組分(MTBE)。由此可見,與重油加氫方案對比,焦化加工方案產品結構帶來的效益差距非常明顯。
1.2.2 產品性質差,深加工難度大 焦化加工過程脫除原料中硫、氮等雜質能力低。一般而言,焦化裝置生產的汽油、柴油和蠟油均具有硫、氮等雜質含量高、烯烴含量高及氧化安定性差、膠質和殘炭高等特點,必須經過下游裝置再加氫精制;焦化的所有產品中均攜帶焦粉顆粒,一些細微的焦粉顆粒在油品或污水中呈均勻分散狀態,過濾器很難過濾去除,一方面對下游固定床加氫裝置的催化劑使用壽命造成影響,另一方面帶來管線堵塞、儀表失靈等安全隱患;另外,焦化反應過程中加入的消泡劑含有硅組分,隨焦化汽油攜帶到下游裝置,對加氫催化劑長周期運行有較大影響。因此,焦化裝置加工所得的產品性質都比較差,深加工難度大。
2 焦化加工路線煉油廠增效的主要措施
2.1 優化原油采購,發揮焦化路線加工劣質原油優勢
降低原油采購成本對提高煉油廠效益具有舉足輕重的意義。Q煉油廠某年度原油成本占總加工成本比例見圖1。由圖1可見,按照該煉油廠某年度財務報表,原油加工成本占總成本高達95.79%。因此,如何優化原油采購方案,降低原油加工成本,實現最大產出投入比是煉油企業生產經營工作的重中之重。在原油采購方面,Q煉油廠根據國際原油市場輕、重質和高、低硫原油價差的變化趨勢,每月堅持利用Aspen PIMS模型多次測算,以Aspen PIMS模型測算出原油效益排序為指導,編制不同的原油采購方案,再利用Aspen PIMS模型做方案測算對比,優選原油采購方案,及時調整原油采購策略,最大限度降低原油采購成本,實現最大產出投入比[6]。

圖1 Q煉油廠某年度原油成本占總加工成本比例■—原油;■—其它原料油;■—完全費用
Q煉油廠設計加工原油品種為沙輕與沙重質量比1∶1,平均°API為31.11,平均硫質量分數為2.56%,平均酸值為0.17 mgKOH/g。自2008年5月首次開工以來至2015年底,Q煉油廠已累計加工原油76.60 Mt,平均°API為29.01,平均硫質量分數為2.61%,平均酸值為0.18 mgKOH/g。累計加工原油品種有33種,從進口原油的來源看,來自中東地區沙特、伊朗、伊拉克、科威特的原油達70.59 Mt,占總量的92.16%,其余原油來自非洲、東南亞、俄羅斯等國家和地區。Q煉油廠為充分發揮焦化路線加工劣質原油的優勢,在降低原油成本優化方面做了大量工作。①跟蹤國際原油市場輕重原油價差變化,及時改變原油采購策略。2009—2015年輕重原油價差平均3.4 美元/bbl,輕重原油價差較大。因此,Q煉油廠實際加工原油°API 為29.01,比設計值低2.1個單位,其中,設計占一半的沙輕原油累計只采購了0.1 Mt,占總量的0.13%。②采購了部分°API為20左右劣質原油用于摻煉,如索魯士、卡斯提利亞、瑪雅等。Q煉油廠提高劣質原油加工量,通過改造設置了劣質原油專用摻煉流程,摻煉量可均衡控制在100~200 t/h,2008—2015年累計采購并加工劣質原油2.83 Mt,占總量的3.7%。③依據國際原油市場高低硫原油價差變化情況,適時采購部分低硫原油。近幾年國際原油市場高低硫原油價差波動很大,高時可達5美元/bbl以上,低時只有1美元/bbl,甚至出現高低硫原油價差倒掛。Q煉油廠通過利用Aspen PIMS模型測算分析,適時采購部分以布倫特作價的低硫原油,如烏拉爾原油、威特亞茲原油等。2009—2015年Q煉油廠扣除原油劣質化等各種因素,每年降低原油采購成本均在1.0億元以上。
2.2 減產石油焦,降低低附加值產品產量
2.2.1 常減壓蒸餾裝置實施減壓深拔技術 減壓深拔具有較好的經濟效益,而提高減壓爐出口溫度是提高減壓深拔的最有效手段。Q煉油廠通過全流程優化軟件RSIM模型測算,減壓爐出口溫度每提高3 ℃,減壓渣油收率降低0.5%左右,可提高效益2.5元/t原油。在實際操作過程中,Q煉油廠通過優化減壓塔加熱爐爐管注氣和減壓塔塔底注氣,將減壓爐出口溫度由405 ℃提高到422 ℃,不斷優化常減壓蒸餾裝置操作,將減壓渣油實沸點切割溫度由542 ℃提至572 ℃,實現了真正意義上的減壓深拔[7]。減壓深拔前后常減壓蒸餾裝置物料收率對比見表2。由表2可見,減壓深拔后常減壓蒸餾裝置產物收率變化明顯,其中渣油收率降低3.31百分點,混合蠟油收率提高3.06百分點,混合柴油收率提高0.42百分點。

表2 減壓深拔前后常減壓蒸餾裝置物料收率對比
2.2.2 延遲焦化裝置降低循環比 循環比作為延遲焦化裝置最重要的操作參數之一,對石油焦產率有重要影響[8]。為降低焦化裝置石油焦產率,Q煉油廠在焦化原料殘炭為27%左右的條件下,通過在循環油返分餾塔處注入阻焦劑、降低分餾塔塔底溫度、精細調整焦炭塔預熱溫度等措施,逐漸將循環比由設計值的0.4降低至0.1時,延遲焦化產品收率與循環比的關系見圖2。由圖2可見,當循環比由0.4降低至0.1時,石油焦收率降低3.14百分點,蠟油收率提高5.24百分點,與設計值相比,相當于減產石油焦78.5 kt/a。
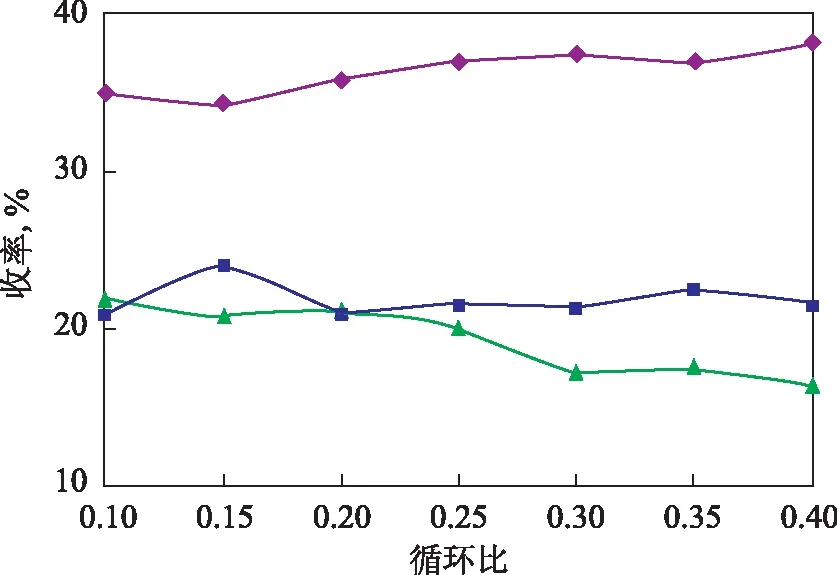
圖2 延遲焦化產品收率與循環比的關系◆—石油焦;■—焦化柴油;▲—焦化蠟油
2.3 增產汽油,優化產品結構
按照Q煉油廠設計方案[9],催化裂化汽油和重整汽油產量之和占全廠汽油總量的83.50%,由此,Q煉油廠主要圍繞催化裂化和連續重整兩個核心裝置優化生產方案增產汽油。增產汽油主要措施有:①拓寬催化裂化原料,提高催化裂化裝置負荷。Q煉油廠通過實施常減壓深拔、減一線和常三線部分改入蠟油、蠟油加氫停止柴油側線抽出及外購蠟油等措施增產催化裂化原料,提高催化裂化裝置加工負荷,由設計值的2.9 Mt/a提高至3.5 Mt/a,增產汽油達282 kt/a。②優化催化裂化原料結構,常一線油進催化裂化反應。Q煉油廠結合催化裂化裝置MIP-CGP工藝特點,解決油氣在提升管反應器中過度裂化傾向的問題,將常一線油作為急冷油進入提升管第一反應器出口抑制催化裂化二次反應,增產汽油并減產干氣、焦炭等低附加值產品。實施該項措施后,催化裂化裝置汽油收率明顯提高,按照該裝置實際加工常一線油127.65 kt/a測算,該項措施增產汽油約 64.43 kt/a。③拓寬重整原料,增產重整汽油。Q煉油廠經過不斷優化生產方案和操作條件,提高重整原料石腦油的終餾點,石腦油原料終餾點按照173.0~177.0 ℃控制,實際終餾點平均值已經達到175.5 ℃左右,比設計值提高12 ℃左右,相當于提高石腦油收率1.7百分點,增產重整原料170 kt/a,保證重整裝置的滿負荷運行。④實施重整二甲苯塔側線抽出汽油,解決重整汽油參與調合終餾點高的問題[10]。Q煉油廠通過分析發現生產調合汽油的瓶頸是重整汽油的終餾點,雖然重整原料終餾點僅在175 ℃左右,但經重整反應后,重整汽油終餾點高達210 ℃左右,重整汽油終餾點超標成為全廠汽油調合的瓶頸。為進一步增產汽油,Q煉油廠在2014年7月通過實施技術改造措施,在二甲苯塔增加重整汽油餾分側線抽出,80%以上的重整汽油重餾分通過該塔側線抽出,終餾點僅在185 ℃左右,是非常理想的汽油調合組分。剩余的塔底最重的餾分(終餾點在340 ℃左右)降低至8 t/h左右,進催化裂化分餾塔進一步分離或直接調合柴油。該項目實施后,重整出裝置汽油組分的終餾點由210 ℃降低至145 ℃,有效解決了重整汽油參與全廠汽油調合終餾點高的問題,取得了較好的效益。若考慮到重整汽油終餾點大幅降低后,催化裂化汽油終餾點可由196 ℃提高至205 ℃,該項目帶來的增產汽油效果更加明顯。⑤其它增產汽油措施。Q煉油廠為進一步增產汽油,通過優化汽油調合方案,催化裂化汽油終餾點按照不低于210 ℃控制,汽油蒸氣壓夏季按照不低于90 kPa控制,冬季按照不低于75 kPa控制;實施汽油調合終餾點及蒸氣壓卡邊控制,將汽油與柴油、液化氣之間的臨界組分盡可能調入汽油;在汽油調合組分優化方面,充分利用全廠汽油池辛烷值資源,按照“宜芳則芳,宜烯則烯”的原則優化柴油加氫石腦油、加氫裂化輕石腦油等低辛烷值汽油組分的流向,取得了較好的增產汽油效果[11]。
Q煉油廠與中國石化集團公司2009—2015年汽油對原油收率對比見圖3。由圖3可見,Q煉油廠汽油對原油收率逐年提高,2015年在實際加工原油平均°API(29.4)比設計值(31.11)低1.71個單位的條件下,汽油對原油收率達到29.39%,比設計汽油收率提高3.56百分點,相當于增產汽油337.84 kt/a。
2.4 增產噴氣燃料,提高產品附加值
Q煉油廠的噴氣燃料由煤油加氫和加氫裂化裝置生產,近幾年噴氣燃料與柴油始終保持較大的價差,生產噴氣燃料具有較好的效益。為提高經濟效益,Q煉油廠采取了以下增產噴氣燃料措施:①實施煤油加氫擴能改造。2015年大檢修前,Q煉油廠通過優化操作條件,將煤油加氫運行負荷由設計值的0.6 Mt/a提高到0.8 Mt/a;2015年大檢修期間,實施了增加反應器和換熱面積擴能改造,將煤油加氫裝置擴能至1.0 Mt/a,檢修后實際運行負荷達到1.2 Mt/a。②靈活調整加氫裂化噴氣燃料產量。Q煉油廠通過優化2.0 Mt/a加氫裂化裝置操作條件,摸索出該裝置可執行增產噴氣燃料方案、增產柴油方案和增產尾油方案。適宜的操作參數范圍為:進料量180~318 t/h,精制反應溫度332~371 ℃,裂化反應溫度351~384 ℃,氫分壓12.3~15.2 MPa[12]。其中,增產噴氣燃料方案可實現加氫裂化尾油和加氫裂化柴油全循環,產品噴氣燃料收率可由設計值的23.94%提高至50%以上。在煤油加氫裝置滿負荷運行的條件下,加氫裂化可作為增產噴氣燃料的靈活調整手段,滿足生產計劃和市場的需求。
Q煉油廠通過實施增產噴氣燃料措施,噴氣燃料產量逐年提高。Q煉油廠與中國石化集團公司2009—2015年噴氣燃料對原油收率對比見圖4。由圖4可見,2015年Q煉油廠噴氣燃料對原油收率已提高至13.17%,比設計值提高7.91百分點,增產噴氣燃料約750.66 kt/a。

圖4 Q煉油廠與中國石化集團公司2009—2015年噴氣燃料對原油收率對比◆—Q煉油廠噴氣燃料對原油收率;■—中國石化噴氣燃料對原油收率;—Q煉油廠噴氣燃料對原油收率設計值
2.5 節能降耗,降低操作費用
2.5.1 加大熱供料力度和直供料比例,實現裝置深度熱聯合 在提高裝置熱供料和直供料比例方面,Q煉油廠充分利用全廠裝置布局集中和一個中央控制室操作控制集中的優點,按照上游裝置操作波動由下游裝置吸收的原則,統一各聯合車間的操作管理,加大熱供料和直供料力度。在加大熱供料方面,Q煉油廠通過優化操作,將減壓渣油直供延遲焦化,溫度由設計值的160 ℃提高至170 ℃,減壓蠟油直供蠟油,加氫溫度由設計值的130 ℃提高至135 ℃,加氫蠟油直供催化裂化,溫度由設計值的170 ℃提高至190 ℃。通過技術改造增加熱供料跨線,將焦化蠟油直供加氫處理,溫度由設計值130 ℃提高至160 ℃,焦化柴油直供柴油,加氫溫度由設計值的90 ℃提高至120 ℃,焦化汽油直供柴油加氫,溫度由設計值的35 ℃提高至80 ℃。在加大直供料方面,Q煉油廠除了聚丙烯等少數進料性質要求嚴格的裝置及重油管線防止凝線要求保持最低流量外,其它物料均實現直供料,全廠直供料比例始終保持在80%以上,有效地利用了全廠低溫位熱能,提高了能源利用效率。
2.5.2 實施蒸汽系統優化,降低全廠蒸汽消耗[13]提高汽輪機的進氣溫度和進氣壓力以及降低汽輪機出口蒸汽的壓力,可以提高汽輪機熱效率,在汽輪機輸出軸功率一定的前提下,可以降低汽輪機的蒸汽消耗量。Q煉油廠將中壓蒸汽管網壓力由設計值的3.50 MPa提高至3.75 MPa,將低壓蒸汽管網壓力由設計值的1.00 MPa降至0.68 MPa,將低壓蒸汽管網壓力由設計值的0.45 MPa降至0.30 MPa。通過優化三級蒸汽管網壓力,全廠7臺蒸汽輪機(驅動氣體壓縮機)節約蒸汽約30 t/h。通過實施常減壓蒸餾裝置減壓塔抽真空系統改造,第三級抽真空改造為液環泵抽真空,節約低壓蒸汽約11 t/h。按照Aspen Plus流程模擬軟件優化測算結果,對重整預加氫脫異戊烷塔、柴油加氫汽提塔、加氫處理汽提塔及加氫處理分餾塔進行降壓操作,節約低壓蒸汽4.1 t/h。通過全廠增上動力中心高壓除氧器、動力中心鍋爐定排、全廠除氧水系統低壓除氧器等乏汽回收系統,回收乏氣4.8 t/h。
2.5.3 加強節能設備改造與管理,節約電力消耗在節能設備改造方面,Q煉油廠結合裝置首次開工后實際運轉情況,通過設計核算對34臺機泵實施了葉輪切削,節電850.8 GW·h;對24臺機泵實施了變頻技術改造,節電32.9 GW·h;對6臺螺桿壓縮機實施無級調量技術改造,節電1 830.4 GW·h;對4臺風機實施液力偶合器改造,節電114.8 GW·h;對10臺機泵實施永磁調速改造,節電75.3 GW·h。在節能設備運行管理方面,Q煉油廠通過制訂節能設備管理制度、加強節能設備運行周期考核和實施節能設備標識等措施,提高催化煙機、加氫液力透平機泵、無極調量機組、變頻機泵及小轉子機泵等節能設備運行同步率,節約電力消耗取得了較好的效果。
2.5.4 污水梯級回用,節約水資源 為節約水資源消耗,Q煉油廠實施污水梯級回用,串級利用分餾塔含硫污水,將分餾塔回流罐含硫污水作為分餾塔、穩定塔及氣壓機級間水洗注水,降低含硫污水約20 t/h。利用含硫污水替代常減壓塔塔頂除鹽水注水,降低全廠含硫污水約15 t/h。通過技術論證將污水處理系統的高含鹽污水回用到動力中心煙氣脫硫和焦化裝置的除焦池中,節約新鮮水約40 t/h。通過污水監控池回收利用雨水,降低新鮮水耗量約100 kt/a。
2.5.5 節能降耗措施實施效果 Q煉油廠通過加大熱供料和直供料比例、實施蒸氣系統優化、加強節能設備管理和改造等措施,有效地降低了全廠能耗和操作費用。2008—2015年Q煉油廠煉油能耗變化見圖5。從圖5可以看出,2008—2015年Q煉油廠煉油能耗逐年下降,尤其在2012—2014年下降較為明顯。

圖5 Q煉油廠2008—2015年煉油能耗情況◆—年平均能耗;—設計能耗
2.6 實現CFB鍋爐長周期運行,降低全廠動力費用
CFB鍋爐自用燃料為廉價的高硫石油焦,可為全廠提供廉價的蒸氣和電力,實現CFB鍋爐長周期運行可有效降低全廠操作費用。由于CFB鍋爐燃燒技術全面應用時間不長,國內目前在運行的CFB鍋爐均存在運行周期短的問題[14]。Q煉油廠通過總結CFB鍋爐運行管理及檢修經驗,加強入爐燃料質量管理,創造性地實現了脫硫洗滌塔、二次風機、布袋除塵器、高壓風機等設備在線檢修,有效地提高了鍋爐運行周期。2008年開工以來,1號CFB鍋爐最長連續安全運行時間達715天,2號CFB鍋爐最長連續安全運行時間達423天。實現CFB鍋爐長周期運行后,按照每2年降低1臺次CFB鍋爐檢修計算,可降低成本1 300萬元/a。
3 焦化加工路線煉油廠增效的措施應用效果
Q煉油廠通過采取上述措施,取得了較好的效果。Q煉油廠設計方案與2015年實際產品結構及效益對比見表3。由表3可見,采用原油及產品2015平均價格體系,與設計方案相比,Q煉油廠2015年實際加工原料成本降低16.5元/t,產品均價提高44.6元/t,毛利提升61.1元/t。按照全廠原油加工量10.0 Mt/a計算,可提高經濟效益6.11億元/a。在節約能耗、降低加工成本方面,Q煉油廠2015年能耗為2 390.8 MJ/t,比設計值低707.4 MJ/t,按照全廠原油加工量10.0 Mt/a計算,可降低加工成本4.22億元/a。可見,與設計結構相比,Q煉油廠通過以上優化措施,合計提升經濟效益10.33億元/a。

表3 Q煉油廠設計方案與2015年實際產品結構及效益對比
4 結 論
(1) 與重油加氫路線相比,焦化加工路線的煉油廠具有原料適應性廣、原油選擇范圍寬、裝置建設投資成本低和運行操作費用低的效益優勢,同時具有高附加值產品收率低、產品結構差和產品性質差、深加工難度大的效益劣勢。
(2) Q煉油廠通過發揮焦化加工路線的效益優勢,采取了優化原油采購、減產石油焦、增產汽油和噴氣燃料及節能降耗等多種優化措施,按2015年實際產品結構計算,與設計方案相比,提高經濟效益10.33億元/a。
(3) 增產汽油和噴氣燃料,減產柴油和石油焦,可大幅優化焦化加工路線煉油廠的產品結構,并提高經濟效益。
(4) 做好節能降耗工作,保持CFB鍋爐長周期運行,對降低焦化加工路線煉油廠的操作費用,提高經濟效益具有較大貢獻。
[1] 張劉軍,高金森,徐春明.我國重油轉化工藝技術[J].河南石油,2004,18(5):62-64
[2] 孫麗麗.劣質重油加工路線的選擇對煉油廠經濟效益的影響[J].當代石油石化,2007,15(8):14-19
[3] 樸蔚達.重油加氫技術特點和發展趨勢[J].化學工程與裝備,2010(3):113-115
[4] 張香玲,張敬敏,李學慧.煉油廠總加工流程優化方法的探討[J].廣州化工,2012,40(22):136-138
[5] 劉慧仙,劉靈麗,周穎,等.含硫渣油加氫與焦化加工路線的技術經濟對比[J].石油煉制與化工,2001,32(6):42-46
[6] 張成,毛卉,朱振才.PIMS模型在原油采購優化過程中的應用[J].石油煉制與化工,2011,42(4):88-91
[7] 雷平,鐘湘生,郭守學,等.減壓深拔技術在常減壓蒸餾裝置上的應用[J].石油煉制與化工,2010,41(7):34-38
[8] 簡建超,郭守學,白連峰.不同循環比對延遲焦化裝置運行的影響分析[J].煉油與化工,2010,21(3):16-18
[9] 張成.優化生產方案增產汽油措施分析與應用[J].石油煉制與化工,2012,43(4):5-9
[10]鄭海,王永成.二甲苯塔側線氣相抽出降低汽油餾分終餾點[J].石油煉制與化工,2015,46(11):42-45
[11]鐘湘生,雷平.劣質原油加工企業增產汽油的實踐[J].煉油技術與工程,2012,42(3):16-19
[12]姚立松,穆海濤.2.0 Mt/a加氫裂化裝置操作彈性與經濟效益分析[J].石油煉制與化工,2014,45(6):63-67
[13]佘學輝,鐘湘生,張成.煉油廠蒸氣系統優化措施[J].煉油技術與工程,2014,44(11):41-44
[14]吳鳳海.影響循環硫化床鍋爐長周期運行因素分析[J].中國高新技術企業,2010(21):113-114
ANALYSIS AND APPLICATION OF MEASURES OF INCREASING BENEFITS FOR COKING ROUTE REFINERY
Mao Hui,Zhang Cheng
(SINOPECQingdaoRefining&ChemicalCo.Ltd.,Qingdao,Shandong266500)
In order to increase economic benefits of a coking type refinery,the advantages and disadvantages of the technical rout are analyzed. It is found that the coking type refinery has advantages such as flexible crude oil procurement,lower construction investment and lower operating cost,but poor product distribution and product quality compared with products of hydrogenation route refinery. The refinery adopts measures to optimize crude oil procurement,reduce the petroleum coke,and produce more gasoline and jet fuels,raise energy efficiency,reduce consumption as well as keep long term operation of CFB boilers. As a result,compared with the design scheme,an annual benefit of 1.033 billion Yuan are realized according to the product slate in 2015.
delayed coking;processing route;economic profit;production optimization
2016-01-08;修改稿收到日期:2016-04-18。
毛卉,高級工程師,工學碩士,從事生產經營管理工作,發表論文多篇。
毛卉,E-mail:mh.qdlh@sinopec.com。