曲線橋單箱多室鋼箱梁制作技術與質量控制
2016-04-23 08:08:43武芳文張慶開李長學長安大學公路學院陜西西安70064中鐵十四局集團西安建設投資有限公司陜西西安70000
鐵道建筑 2016年3期
武芳文,張慶開,李長學(.長安大學公路學院,陜西西安 70064;.中鐵十四局集團西安建設投資有限公司,陜西西安 70000)
?
曲線橋單箱多室鋼箱梁制作技術與質量控制
武芳文1,張慶開1,李長學2
(1.長安大學公路學院,陜西西安710064;2.中鐵十四局集團西安建設投資有限公司,陜西西安710000)
摘要:以西安后圍寨曲線立交橋為工程背景,詳細闡述了鋼箱梁幾何尺寸控制、箱梁預拼接、焊接質量控制等制作工藝:采取數控精切、加入補償量、冷矯正、火焰矯正等方法實現對箱梁尺寸的精度控制;通過對鋼箱梁合理的分段分塊,不僅可以保證制作質量,而且方便運輸、架設;采用焊接反變形和施加剛性約束技術,選擇合理的施焊方式、預留收縮量、施加臨時剛性約束以及焊縫處理措施,有利于減小焊接殘余變形和焊接殘余應力,可以有效控制焊接變形。同時,進行全程質量控制,以保證箱梁制作精度,形成系統的鋼箱梁制作工藝。
關鍵詞:鋼箱梁制作工藝焊接變形質量控制曲線橋
鋼箱梁以其獨特的優勢,在橋梁工程中得到了越來越廣泛的應用。武漢二環線漢口段高架橋[1]、南京麒麟互通匝道橋[2]、南京長江第四大橋[3]等工程均采用了鋼箱梁技術。為保證鋼箱梁工程的質量,選擇合理的制作工藝尤為重要,特別是鋼箱梁幾何尺寸、焊接質量控制等工藝。若制作工藝不合理或出現較大偏差,則會使鋼箱梁局部受力與設計不符,出現焊縫開裂、鋼板扭曲甚至鋼箱梁傾覆、落梁等現象,嚴重威脅交通安全。因此鋼箱梁要嚴格按照工藝流程施工,制定各環節質量控制措施,以確保鋼箱梁制作質量。本文以西安后圍寨立交橋為工程背景,分析鋼箱梁制作技術,探討其施工工藝,確保鋼箱梁的加工質量。
1 工程概況
西安后圍寨立交橋位于三橋新街、尚航路與世紀大道的交叉處,承擔各個方向交通流的轉換作用,同時也是灃渭新區北片區重要的對外交通出口。為加快施工進度、保證施工質量,部分橋跨采用鋼箱梁結構。鋼箱梁為單箱多室斷面,鋼箱頂面寬8~29 m,按正交異性板設計,由互相垂直的面板、縱肋和橫肋組成[4]。鋼箱梁頂板厚20 mm,底板厚24 mm,腹板厚24 mm,其中頂板和底板均采用扁鋼加勁肋,懸臂部位加勁肋間距500 mm,腹板間距400 mm。箱內每2 m設一道普通橫隔板,厚度為24 mm。為便于節段之間現場施焊,中間開設進人孔。橋墩處設支點隔板和豎向加勁肋,箱梁主結構鋼材為Q345qD。不同位置的焊縫質量要求分別為一、二級,防銹等級為Sa3.0級[5]。
本項目鋼箱梁結構為曲線設計,且位于市區樞紐,施工限制因素較多;鋼箱梁為全焊結構,焊縫密集,焊接變形控制難度大;塊體種類多,數量大,且有較高的安裝精度要求;各塊體之間預拼裝的縱橫向匹配難以控制。因此,對制作工藝提出了更高的要求。
2 鋼箱梁制作工藝
2.1鋼箱梁制作工藝流程(圖1)
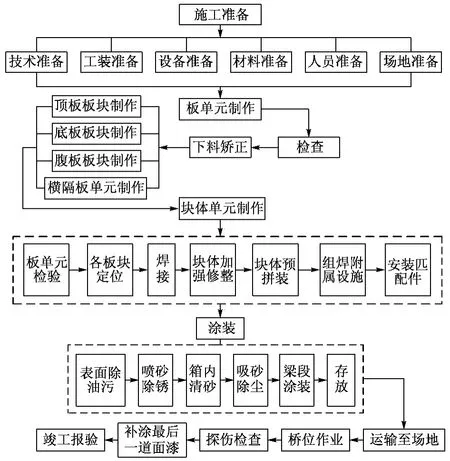
圖1 鋼箱梁制作工藝流程
2.2板單元的制作工藝
2.2.1板材的下料
鋼板進廠復檢合格后,才可投入生產。由于箱梁結構復雜,各板塊單元形狀不規則,下料時均采用CAM系統的數控切割機精切下料,以保證切割質量。對于單面焊雙面成型的對接坡口,在數控下料時一并切出坡口。零件尺寸允許偏差見表1。

表1 零件尺寸允許偏差 mm
鋼板下料前,先進行搟平、拋丸除銹、除塵、噴涂車間防銹底漆等處理。為保證切割表面不產生裂紋,切割硬度≤HV350;切割面垂直度≤0.05t(t為鋼板厚度),且≤2.0 mm。由于設計圖紙未考慮制作焊接的收縮量和加工余量,因此在數控切割時,應根據零件形狀復雜程度、尺寸大小、精度要求等規定切入點、退出點、切割方向和切割順序,并適當加入補償量,消除切割熱變形的影響。剪切后的零件邊緣應整齊、無毛刺、反口等缺陷,剪切邊邊緣的直線度<1/1 000,缺棱≤1.0 mm。
2.2.2腹板單元的制作
頂板、底板、腹板、隔板均由鋼板和板條肋組成,寬度為1.3~3.3 m,是組成鋼箱梁單元塊的基本構件。
將鋼板置于平臺上進行荒料對接、焊接、探傷、修整,然后劃出縱橫基準線及板條肋組裝位置線。腹板板塊不留二次切割量,不考慮預拱度,拱度在縱向對接口調整。采用冷矯正和火焰矯正的方法,矯正板塊下料、焊接變形,重點矯正邊緣的波浪變形。
2.2.3橫隔板單元的制作
橫隔板是鋼箱梁組裝的內胎,它的精度對鋼箱梁的斷面精度有很大影響,隔板零件全部采用數控切割機精切下料。由于隔板較薄,且形狀不規則,焊接時容易產生變形,故采用CO2氣體保護焊焊接。焊接時將橫隔板固定在剛性平臺上,然后采取對稱、分段、同方向的焊接方法。在焊接過程中嚴格按照規定的焊接順序和焊接工藝執行,以減小焊接變形,同時采用冷矯正或火焰法進行矯正。橫隔板的組裝見圖2。
為了方便施工,滿足現場吊裝要求,鋼箱梁采用橫向斷開設計,因此橫隔板也應分段制作,在橋位安裝時再對接焊為整體。橫隔板的分段制作見圖3。

圖2 橫隔板的組裝

圖3 橫隔板的分段制作
2.2.4頂板、底板單元的制作
頂板單元與底板單元均由縱肋與箱梁頂、底板組成,單元件寬度為1.3~3.3 m,長度為10~13 m。頂板厚20 mm,底板厚24 mm,縱肋厚24 mm。縱肋與頂、底板的角接焊縫值均為14 mm×14 mm。由于焊接熱量輸入過大,板單元焊接變形量較大。為控制頂、底板單元縱向、橫向的焊接變形,采用反變形胎架進行組裝并焊接,以減少矯正工作量。
2.3整體胎型的預拼接
預拼接是鋼箱梁橋位安裝前一個極為重要的環節。為保證鋼箱梁的成型尺寸、平面線型滿足設計要求、接口錯臺及間隙滿足現場定位精度,鋼箱梁塊體一般在工廠進行預拼接。組裝前必須熟悉圖紙和工藝文件,按圖紙核對零件編號、外形尺寸和坡口方向,確認無誤后方可組裝。
按照箱梁的線型設計專用預拼裝胎架,組裝胎架應具有足夠的剛度和幾何尺寸精度。根據預拱度計算出箱梁底板支撐點的標高,每個箱梁塊體下布置2個支撐點,以保證箱體的穩定性。在臺凳的一側設置定位基準擋塊。塊件吊裝完成之后,要準確測量底板單元的標高、直線度、旁彎、線型等。
主體焊接完成后進行檢查調整,然后焊接連接件,最后進行編號,以方便橋位安裝。鋼箱梁拼裝基本尺寸允許偏差見表2,實際拼接情況見圖4。

表2 鋼箱梁拼裝基本尺寸允許偏差 mm

圖4 鋼箱梁實際拼接情況
3 塊體的焊接及控制措施
本橋為全焊鋼箱梁,結構復雜,焊縫密集,焊縫形式多樣,焊接變形和殘余應力較大。針對該橋的結構特點進行了系統的焊接工藝試驗,以確定合適的坡口形式、焊接方法、焊接設備、焊接材料、預熱溫度、層間溫度、工藝參數等。選擇與母材匹配的焊接材料,嚴格控制焊縫中氫的含量,確保焊縫各項指標達到設計要求。
3.1箱梁焊接變形的控制
焊縫的形成是一個連續、短時的冶金過程,在焊接過程中由于受熱不均會引起鋼板不均勻膨脹,焊接完成后焊縫收縮作用將引起鋼板變形[6]。
焊接變形的控制所采取的措施主要有以下幾種:
1)選擇合理的焊接順序和焊接方向,采用結構對稱、接點對稱、全方位對稱的焊接原則;
2)采用反變形措施控制焊縫,預留合適的反變形量;
3)采用單面焊雙面成型工藝,在焊縫的另一側對接縫的底部貼陶瓷襯墊;
4)箱體整體組裝焊接時,在箱口和內部適當位置增加剛性橫隔板或剛性支撐,增加結構的整體剛度,減小由焊縫收縮引起的幾何尺寸變化。
3.2箱梁殘余應力的控制
本橋鋼箱梁的焊接接頭的主要形式為對接接頭、T形接頭,在接頭部位由于力線扭曲,因而產生應力集中現象,對結構的抗疲勞能力不利,特別是結構構造復雜,焊縫約束度高,焊接后焊縫中存在較高的殘余應力。
在施工前進行接頭、坡口優化設計,焊接過程中對焊接順序、焊接工藝進行控制,盡量減小應力集中。焊接前進行預熱處理,減少母材與焊縫及熱影響區的溫差,減輕母材對焊接區域的約束,從而降低焊接接頭的應力[7]。焊接后對焊縫的形狀進行處理,增加焊趾處的過渡角和過渡半徑,將焊縫修磨勻順,磨削時方向應與力線方向一致。此外,對橋位橫向對接焊縫進行余高磨平處理。
3.3焊縫質量檢驗
焊接過程中嚴格控制硫、磷等有害元素含量,以提高和穩定焊接接頭的各項機械性能指標。根據焊接工藝評定試驗確定預熱溫度和層間溫度。所有焊縫冷卻后進行外觀檢查,保證所有焊縫無缺陷,如裂紋、未熔合、焊瘤、夾渣、未填滿弧坑、漏焊等。施焊24 h后,焊縫外觀檢驗合格,進行X射線和超聲波無損檢測[8]。
4 結論
根據鋼箱梁的結構特點進行了系統的工藝試驗,制訂了合理的鋼箱梁制作工藝。
1)對于箱梁尺寸的精度控制,采取數控精切、加入補償量、冷矯正、火焰矯正等方法。
2)胎型預拼接和箱梁橫向斷開設計滿足了鋼箱梁制作的精度、質量、運輸、架設等方面的要求,可為施工條件有限的匝道橋或者立交橋以及類似工程提供參考。
3)選擇合理的施焊方式、預留收縮量、施加臨時剛性約束以及焊縫處理措施,有利于減小焊接殘余變形和焊接殘余應力。
4)焊接完成后的外觀檢驗、X射線和超聲波無損檢測可以保證鋼箱梁的制作質量。
參考文獻
[1]黃濤.武漢二環線漢口段高架橋鋼箱梁制作技術[J].鋼結構,2011,26(2):44-48.
[2]王志翔.南京麒麟互通匝道橋鋼箱梁制作技術[J].鋼結構,2011,26(7):47-50.
[3]徐亮,李軍平,成宇海.南京長江第四大橋鋼箱梁制作技術[J].鋼結構,2013,28(10):55-59.
[4]中華人民共和國鐵道部.TB 10002.2—2005鐵路橋梁鋼結構設計規范[S].北京:中國鐵道出版社,2005.
[5]江蘇省質量監督局.DB 32/T 947—2006公路橋鋼箱梁制造規范[S].南京:江蘇科學技術出版社,2007.
[6]付榮柏.焊接變形的控制與矯正[M].北京:機械工業出版社,2006.
[7]張筱雨.高原山區懸索橋鋼箱梁現場制造質量控制關鍵技術[J].公路交通科技(應用技術版),2015(8):199-201.
[8]中華人民共和國建設部,中華人民共和國質量監督檢驗檢疫總局.GB 50205—2001鋼結構工程施工質量驗收規范[S].北京:中國計劃出版社,2002.
(責任審編鄭冰)
Fabricating Technique and Quality Control over Steel Box Girder with Single Room and Multiple Boxes for Curve Bridge
WU Fangwen1,ZHANG Qingkai1,LI Changxue2
(1.School of Highway,Chang'an University,Xi'an Shaanxi 710064,China;2.Xi'an Construction Investment Company,China Railway 14th Bureau Group Co.,Ltd.,Xi'an Shaanxi 710000,China)
Abstract:T aking Houweizhai interchange engineering in Xi'an city as an example in the paper,the fabricating technique about steel box girder such as the geometric dimension control,the splice and welding quality control were discussed in detail.T he precision control of steel box girder geometric dimension was achieved by using some methods including CNC(Computer Numerical Control)precision cutting,add compensation,cold correction and flame correction.T he steel box girder is divided into some segments,the quality of production can be guaranteed.It is convenient to transport and erect for the bridge.W elding anti-deformation and rigid constraints are adopted in the steel box girder construction.T he residual deformation and stress are reduced by choosing a reasonable welding,shrinkage allowance,rigid constraints and weld treatments,so the welding deformation can be controlled effectively.T he quality control is working through the whole process to ensure the production accuracy,and form systematically fabricating technique for the steel box girder.
Key words:Steel box girder;Fabricating technique;W elding deformation;Quality control;Curve bridge
作者簡介:武芳文(1980—),男,副教授,博士。
基金項目:國家自然科學基金(51408040);中央高校基本科研業務費專項資金(2013G1211012)
收稿日期:2015-10-21;修回日期:2016-01-03
文章編號:1003-1995(2016)03-0021-04
中圖分類號:U445.47+2
文獻標識碼:A
DOI:10.3969/j.issn.1003-1995.2016.03.06
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:57:42
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
建筑科技(2018年6期)2018-08-30 03:41:12
鐵道學報(2018年5期)2018-06-21 06:21:22
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
