鑲套修復法在水電站的應用及工藝分析
2016-04-27 03:03:40劉加將范小波
四川水泥 2016年10期
劉加將 范小波 袁 東
(四川華能巴塘水電有限公司)
鑲套修復法在水電站的應用及工藝分析
劉加將 范小波 袁 東
(四川華能巴塘水電有限公司)
鑲套法,即通過在軸或孔中鑲一個套環,對已磨損的孔軸配合關系進行校正修復的方法。此方法最先應用于修理行業,并得到了較好的效果論證。在水輪機中,由于磨損等原因易造成零部件軸孔位置的材料損失,進而造成零部件損壞。我們如何用鑲套法將損壞的零部件修復成合格品呢?在本文用加工實例對該問題進行了淺略的分析。
水輪機;零部件;鑲套;工藝
1 前言
在水電站中,水輪機零部件因磨損等原因易造成尺寸偏差,而這些尺寸偏差的零部件中由于沒有加工余量,故無法用簡單的加工方法修復。對于一些簡單價值不大的零部件,我們通常將之作報廢處理,而對于一些價格不菲的貴重零部件,在不影響產品質量和使用效果的前提下,我們則可借鑒修理行業中的鑲套法,完成對零部件的修復,以獲得較好的經濟效益。鑲套法對零部件母材要求不高,能較好適用于焊接性能不高的母材中。水輪機由于重量高、體積大,若不能有良好的鑲套工藝,可能導致鑲套開裂、脫落等情況發生。電力行業涉及國家經濟命脈,在水輪機中使用鑲套技術必須保證水輪機的運行安全。
2 案例分析
四川某水電站在機組檢修過程中發現,水輪機漿葉轉臂螺孔處疑似有裂紋,最終經UT、PT探傷后確認為貫穿性裂紋。通過分析發現,該漿葉轉臂螺孔因擴孔等原因對其進行了鑲套處理,因處理過的螺紋孔的焊接部位是螺紋孔受力的最薄弱部位,在機組長期運行過程中其鑲套的焊接部位由于交變應力等影響,發生疲勞損壞,產生了裂紋。通過進一步分析發現,該螺孔采用的是直筒式鑲套,鑲套兩端采用的封蓋封焊,故葉片對漿葉轉臂的作用力主要集中在漿葉兩端焊縫上,從而必然會導致漿葉轉臂螺孔在長期運行過程中因應力集中而產生裂紋,是一起典型的因鑲套工藝欠佳造成的設備缺陷。下面就該電站水輪機漿葉轉臂螺孔裂紋處理方法來闡述鑲套修復法的工藝要求及注意事項。

圖1 漿葉轉臂螺孔探傷情況
3 材料選擇
漿葉轉臂材料為35CrMo(合金調質鋼),其碳當量值Ceq=0.72%,該材料的硬傾向較大,熱影響區熱裂和冷裂的可能性較大,在調質狀態下焊接時熱影響區的冷裂傾向將會很突出,其可焊性差,故而同樣采取鑲套修復法。根據漿葉轉臂材質,鑲套材質選擇45號鋼,該鋼材冷塑性一般,退火、正火比調質時要稍好,具有較高的強度和較好的切削加工性,經適當的熱處理以后可獲得一定的韌性、塑性和耐磨性,材料來源方便。
4 結構設計
通過案例分析中可以看出,造成漿葉轉臂螺孔開裂的主要原因為螺栓作用力集中在焊縫上造成。為避免該情況發生,可在鑲套處增加臺階面,當鑲套承受螺栓軸向拉力時,鑲套臺階可將該作用力分散到漿葉轉臂上,從而避免焊縫應力集中。根據漿葉轉臂尺寸,確定鑲套總高度為128mm,通過45號鋼力學性能,初步設計鑲套臺階高度為 15mm,通過螺栓尺寸確定鑲套外徑為 125mm,由漿葉轉臂表面精度確定鑲套端面精度為Ra2.5。鑲套與漿葉轉臂為孔軸配合關系,為使鑲套與漿葉轉臂配合緊密,可考慮 0.05-0.08mm的過盈配合量,鑲套通過冷凍工藝裝配。為增加鑲套與漿葉轉臂之間的摩擦力并結合加工難易程度,鑲套表面精度確定為Ra7.5。
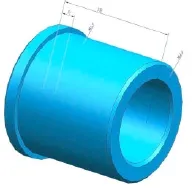
圖2 鑲套結構圖
為驗證設計的鑲套是否能夠滿足水輪機力學要求,需要對鑲套進行強度分析。假設鑲套通過冷凍工藝裝配在漿葉轉臂上并兩端封焊,在螺栓(螺紋M90*4)拉應力的作用下產生變形及應力。根據水輪機結構及主要零部件重量,預估螺栓預緊力為500KN。計算模型采用10 節點四面體單元sold187,用Nx Nasran.design軟件求解。由鑲套與漿葉轉臂的配合方式可知模型的邊界條件,鑲套的法蘭端面為固定約束,外圓為徑向約束。
根據鑲套模型,計算出鑲套最大變形量為0.0526mm,考慮到鑲套兩端最終將封焊,實際變形量將小于此值,鑲套變形量設計滿足水輪機力學要求。根據鑲套模型,計算出鑲套最大應力為224.18MPa,在未考慮鑲套兩端封焊的及鑲套的緊量的情況下,鑲套的最大應力遠小于45號鋼的許用應力600MPa,鑲套力學強度滿足水輪機力學要求。
由于鑲套結構的改變,需要在漿葉轉臂上增加高度為 15mm的臺階以便于鑲套的裝配。
5 裝配工藝
鑲套與漿葉轉臂過盈量為0.05-0.08mm,可以將鑲套用冷凍工藝進行裝配,裝配完成后必須保證鑲套與漿葉轉臂的平整度。鑲套兩端焊縫為保證強度必須采用開坡口的方法進行封焊,不能采用封蓋堆焊的方式封焊。根據金屬材質,焊接選擇J507焊料,將漿葉轉臂及鑲套加熱后用氬弧焊焊接(有一段焊縫在密封槽內,需要在車床上加工),焊接完成后進行打磨。當焊接工作完成后,清理干凈鑲套兩端焊縫,對焊縫進行UT、PT探傷,探傷合格后加工螺紋。
6 結束語
機械設備修復沒有一種十全十美的方法,修復方法應該綜合考慮設備安全性、修復費用、修復時間等。水電站涉及電網安全,關系國家經濟命脈,設備安全性應當是選擇修復方法的第一要素。鑲套修復法雖然工藝較為復雜,但是在采取適當的措施及合理的工藝流程后能夠有效保證設備的安全,必將在水電站設備修復中占有重要地位。
[1]曹宏生.鑲套修復法在加工修護中的應用.汽車零部件.2010
[2]國家標準局.氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本形式與尺寸(CB/T985-2008).2008
[3]中國華能集團公司.水力發電廠金屬監督技術標準(Q/HB-J-08.L19-2009).2009
G322
B
1007-6344(2016)10-0263-01
劉加將,范小波,袁東,助理工程師,現工作于四川華能巴塘水電有限公司,公司所在地為四川成都,郵政編碼為610041。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03