復雜軸類零件的車銑綜合加工
2016-05-14 13:08:23謝小平
中國新技術新產品 2016年8期
謝小平
摘 要:本文主要介紹了在數控機床上加工復雜軸類零件,通過合理編排加工工藝,選用合適的偏心夾具,從而解決了偏心工件的快速定位問題,同時選擇先進的涂層刀具和合理的切削用量,解決了一般刀具在加工過程中使用壽命短的問題,提高了零件的加工精度和效率,取得了良好的經濟效益。
關鍵詞:數控機床;偏心零件;深孔加工;涂層刀具;切削用量;加工過程
中圖分類號:TG65 文獻標識碼:A
一、前言
如圖1所示零件,零件材料銅合金,該零件包括偏心、深孔、傾斜孔、均布孔、圓弧、槽等元素,孔加工時需要重點解決剛性和排屑的問題,同時有些加工部分的厚度相當薄,容易產生變形,工件結構復雜,精度要求高,需要多次裝夾并綜合應用車削和銑削加工。下面介紹本人在生產中利用數控車床和加工中心綜合加工的方法。
二、加工工藝流程
1 來料檢測
2 數控車床加工部分一
3 數控車床加工部分二
4 加工中心加工部分一
5 數控車床加工部分三
6 加工中心加工部分二
7 加工中心加工部分三
8 加工中心加工部分四
9 加工中心加工部分五
10 清洗
11 檢測
三、加工過程
1 來料檢測
用量具檢測尺寸,光譜分析儀檢測材質成分,材料表面無砂孔和拉痕。
2 數控車床加工部分一
將材料上機,按圖紙要求尺寸編程并調試好機床,加工中需保證切斷面要平行,加工時刀紋勿粗,批鋒不能大。
3 數控車床加工部分二(圖2)
將上一步加工好的材料上機,根據圖紙尺寸編寫加工程序,粗加工選用粗車復合循環指令G71簡化加工程序,精車時選用G70指令保證精度,編程時根據材料性能合理選用參數,程序編寫完成后調試好機床,使機床進入自動加工狀態至加工完機床上的材料,加工中需保證尺寸精度和圓跳動公差。
4 加工中心加工部分一(圖3)
將上一步加工好的材料上機,分析圖紙尺寸可知,該孔尺寸精度較高,故采用先鉆后鉸的方式加工。編寫加工程序時根據材料性能合理選用參數,自動加工完材料,加工中需保證尺寸精度。
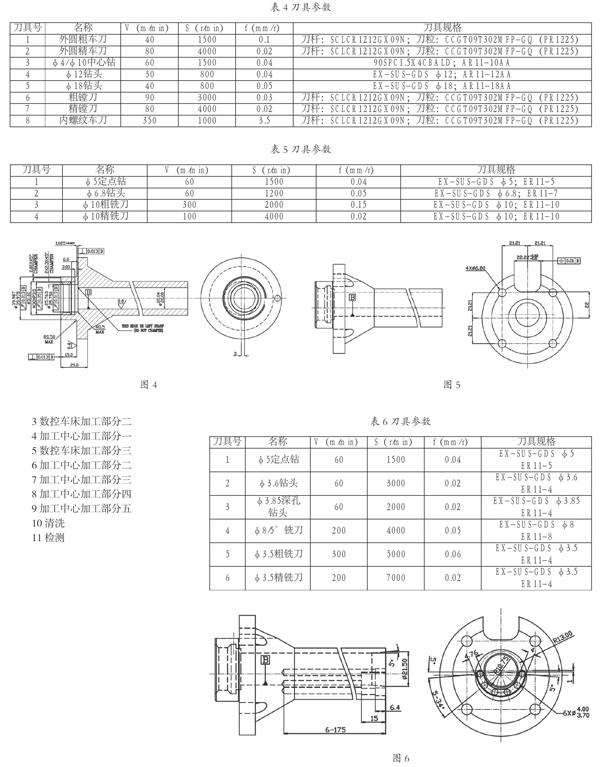
5 數控車床加工部分三(圖4)
此部分的加工難點是偏心輪廓加工和深孔鏜。
(1)偏心輪廓加工
車削偏心工件主要是利用三爪卡盤或四爪卡盤進行裝夾,但是這兩種方法都存在著裝夾過程復雜,找正時間長,精度難以控制等缺點,不適用于批量生產,因此針對該零件設計了一套專用偏心夾具,以保證位置精度,從而極大的縮短了工時,提高了生產效率。
(2)深孔鏜
從圖紙中可以看出,φ20mm的孔深度超過200mm,鏜削時刀具的長徑比超過了10倍,對刀具的剛性提出了很高的要求,增加了刀具的裝夾難度,同時對尺寸精度、表面粗糙度、垂直度也有很高的要求,如果加工時產生誤差則會對零件的實用性能造成嚴重影響,因此必須按要求選擇好刀具和切削參數并合理設置工藝路線。
6 加工中心加工部分二(圖5)
根據圖紙尺寸編寫加工程序,編程時根據材料性能合理選用參數,加工時重點保證對稱度公差和4個孔的尺寸及位置精度。
7 加工中心加工部分三(圖6)
首先用φ8/5°銑刀加工大端為φ21.5的錐孔,接著銑削U形槽,最后加工6個深孔。
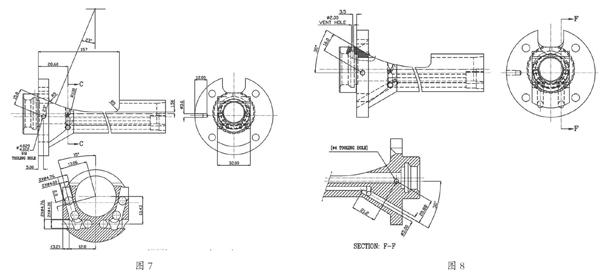
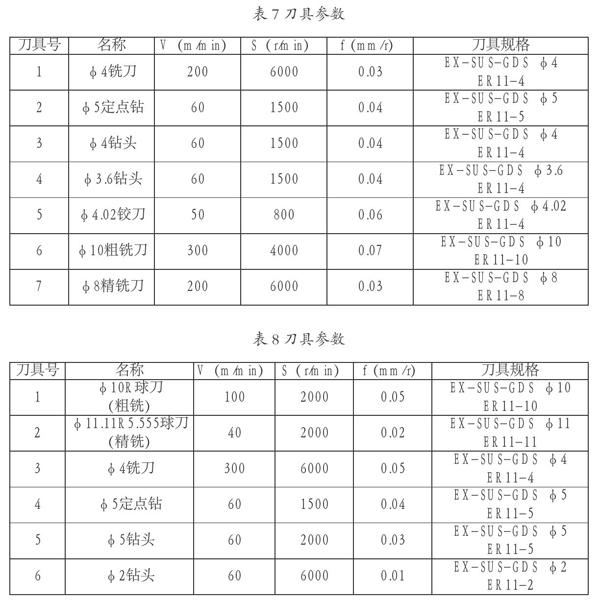
8 加工中心加工部分四(圖7)
按圖紙尺寸編寫加工程序,合理安排加工順序,選用合理的加工參數,保證加工精度。
9 加工中心加工部分五(圖8)
按要求合理安排加工順序,傾斜30°的φ5孔是加工的難點,必須選用合理的刀具及加工參數,以保證加工精度。
10 清洗
(1)除油:清洗劑SH-F316和F823,濃度6%~8%,溫度80℃,清洗時間2分鐘。
(2)過清水:溫度室溫,清洗時間2分鐘。
(3)清洗后QC檢驗。
結語
根據以上方法車銑綜合加工復雜軸類零件,既能保證產品質量,同時還降低了加工難度,縮短加工時間,提高了生產效率,從而取得了良好的經濟效益,具有良好的推廣價值。
參考文獻
[1]袁哲俊.孔加工刀具、銑刀、數控機床用工具系統[M].北京:機械工業出版社,2009.
[2]《實用車工手冊》編寫組.實用車工手冊第2版[M].北京:機械工業出版社,2009.
[3]王亞輝.典型零件數控銑床/加工中心編程方法解析[M].北京:機械工業出版社,2011.
[4]薛源順.機床夾具設計[M].北京:機械工業出版社,2012.
[5]秦國華.機械制造技術[M].北京:國防工業出版社,2009.
[6]徐凱.數控車床加工工藝編程與操作[M].北京:中國勞動社會保障出版社,2013.
