放射性碘—125密封籽源生產(chǎn)用激光焊接系統(tǒng)
2016-05-14 09:08:13徐鵬程
中國新技術(shù)新產(chǎn)品 2016年6期
徐鵬程

摘 要:目前,碘-125密封籽源在國外除被廣泛用于前列腺癌的治療外,對其他部位不同類型腫瘤治療的研究也取得了一定的成果,例如惡性神經(jīng)膠質(zhì)瘤,非小細(xì)胞肺癌等。先前我公司生產(chǎn)放射性碘-125密封籽源完全采用人工手動焊接方法,成品率很低,只有70%左右,造成原材料的大量浪費,且使放射性碘-125這種核素的揮發(fā)量加大,造成的污染也較高。為克服上述生產(chǎn)過程中的弊端,需要進行生產(chǎn)技術(shù)改造,設(shè)計出一種“綠色環(huán)保”的“節(jié)約型”碘-125密封籽源焊接系統(tǒng),既能提高勞動生產(chǎn)效率,滿足密封籽源的大批量生產(chǎn)要求,從而滿足醫(yī)院的臨床使用,又能降低可揮發(fā)性放射性物質(zhì)對生產(chǎn)、環(huán)境的污染,同時也能減少射線對操作人員的輻射傷害。
關(guān)鍵詞:碘-125密封籽源;焊接系統(tǒng);大批量生產(chǎn)
中圖分類號:TG75 文獻標(biāo)識碼:A
一、碘-125密封籽源的生產(chǎn)工藝介紹
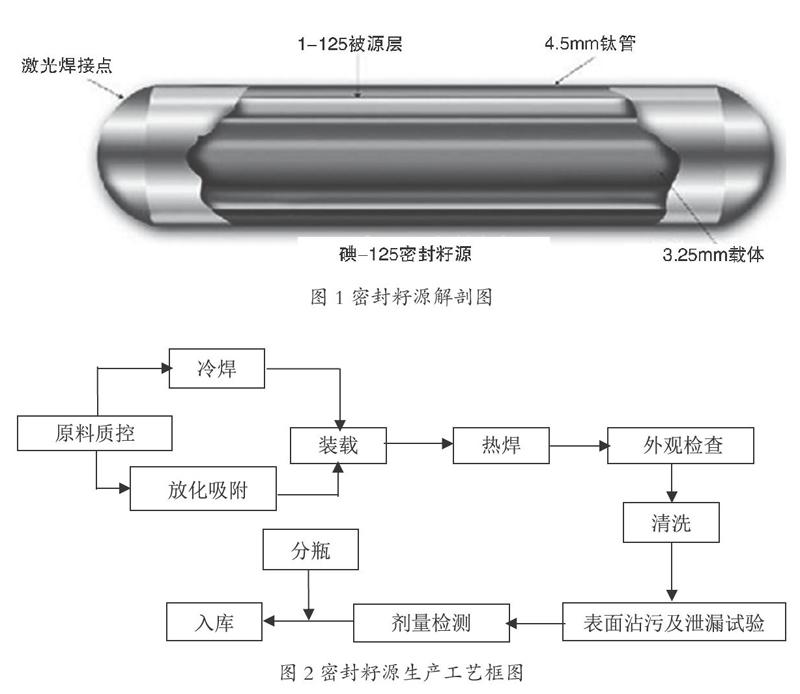
1 碘-125密封籽源解剖圖(圖1)
2 碘-125密封籽源生產(chǎn)工藝框圖(圖2)
3 碘-125密封籽源主要的生產(chǎn)工序
(1)冷鈦管的激光焊接;
(2)銀絲的預(yù)處理;
(3)放射性銀絲的制備;
(4)裝載放射性銀絲;
(5)熱鈦管的激光焊接;
(6)籽源清洗;
(7)籽源劑量檢測及入庫。
金屬鈦管的焊接在碘-125密封籽源的整個生產(chǎn)過程中占兩道工序,如何提高生產(chǎn)效率及成品合格率至關(guān)重要。
二、總體設(shè)計介紹
1 碘-125密封籽源激光焊接系統(tǒng)的組成
碘-125密封籽源激光焊接系統(tǒng)由以下7部分組成:
(1)激光焊接機;
(2)步進馬達;
(3)金屬鈦管支架;
(4)可編程控制驅(qū)動器;
(5)氣體保護裝置;
(6)視頻監(jiān)控裝置;
(7)精密定位裝置。
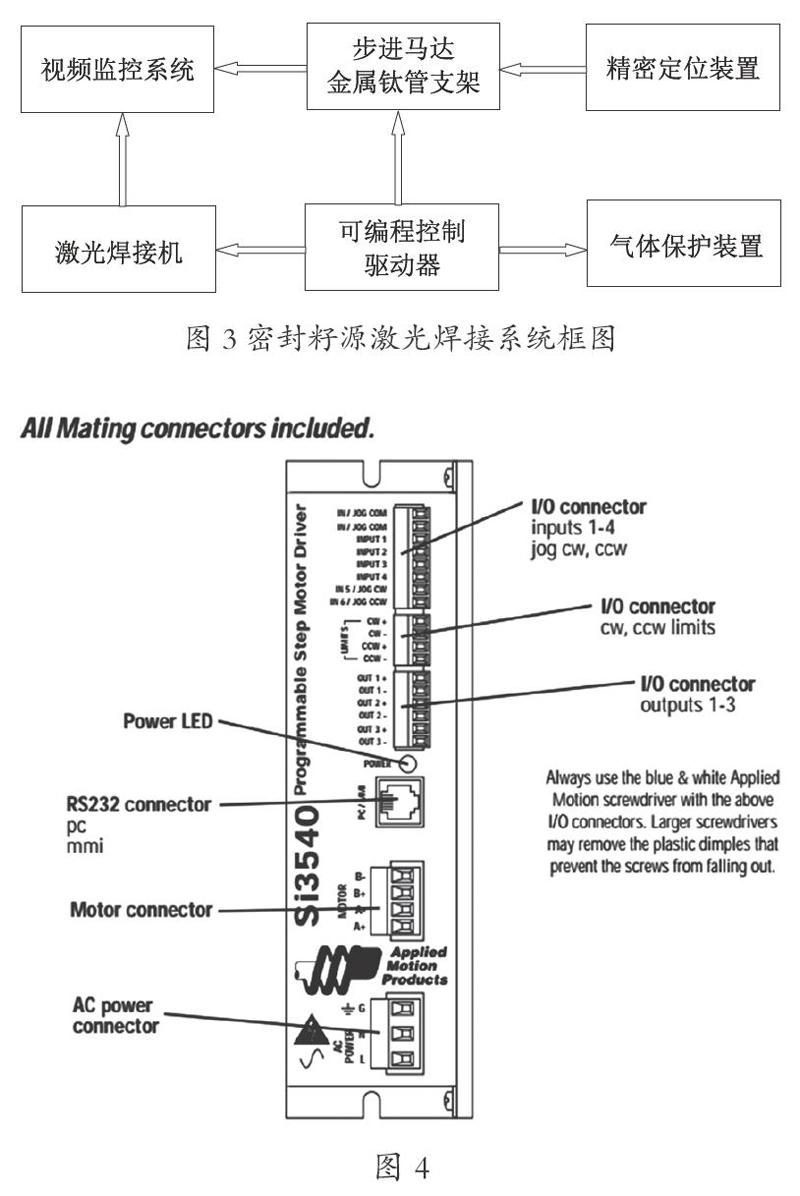
2 碘-125密封籽源激光焊接系統(tǒng)各組成部分框圖(圖3)
3 碘-125密封籽源激光焊接系統(tǒng)各組成部分的功能及原理
(1)激光焊接機
完成碘-125密封籽源外包殼金屬鈦管的焊接密封。金屬鈦管是碘-125密封籽源的原料之一。進口來的鈦管為管狀結(jié)構(gòu),長度為7mm~8mm,直徑為0.8mm,兩端開口。生產(chǎn)工序中首先需要使用激光焊接機將鈦管的一端密封(冷焊),當(dāng)裝載好帶有放射性碘-125的銀絲后,再封閉另一端(熱焊)。本身可以進行參數(shù)的設(shè)置及焊接能量的選擇。
(2)步進馬達
帶動金屬鈦管進行旋轉(zhuǎn),步長為20000/周,每旋轉(zhuǎn)到指定角度則激光焊接機發(fā)出一次激光束進行局部焊熔。
(3)金屬鈦管支架
鈦管被固定在支架上,隨步進馬達進行同步旋轉(zhuǎn),以便進行激光焊接。支架采用鋁質(zhì)或銅質(zhì)材料制成,既容易加工又較輕便耐磨。
(4)可編程控制驅(qū)動器
是激光焊接系統(tǒng)的控制部分,并驅(qū)動步進馬達按指令進行旋轉(zhuǎn)運動,同時控制激光焊接機激光束的發(fā)出及氣體保護裝置的啟停。
(5)氣體保護裝置
使用惰性氣體氬氣進行激光焊接時的保護,防止被焊接鈦管表面氧化而發(fā)黑,同時使焊接熔融物迅速凝固密封。
(6)視頻監(jiān)控裝置
將鈦管被焊接部位完全放大顯示在屏幕之上,對鈦管實施準(zhǔn)確定位;可清晰觀測到每顆鈦管的焊接過程,從而及時調(diào)整焊接時的各項參數(shù),確保焊接密封效果;準(zhǔn)確發(fā)現(xiàn)焊接的次品及時去除以防流入到下到工序。
(7)精密定位裝置
由于鈦管直徑很小,要實現(xiàn)完好的密封,必須實現(xiàn)對被焊接鈦管X-Y-Z軸的準(zhǔn)確定位,使激光器發(fā)出的激光準(zhǔn)確聚焦打在指定位置,提高焊接效率和成品率;同時使鈦管焊接部位完全顯示于屏幕中心,便于觀察檢測。
三、激光焊接系統(tǒng)各組成部分設(shè)計介紹
1 可編程控制驅(qū)動器
它是整個激光焊接系統(tǒng)的核心控制部分,主要包括激光焊接機激光脈沖的發(fā)出或停止;控制保護氣體的輸出或關(guān)停;控制并驅(qū)動步進馬達帶動金屬鈦管支架旋轉(zhuǎn)或停止。
(1)內(nèi)部運行軟件
需要使之與計算機相連,并通過如下編程系統(tǒng)進行編輯、調(diào)試、傳輸?shù)全@得。程序編制調(diào)試好并傳入控制器后,即可使之與計算機斷開獨立運行。軟件操作系統(tǒng)及Si3540型可編程控制驅(qū)動器均來自于德國生產(chǎn)廠商:Applied Motion Products公司。
(2)與各設(shè)備連接的控制接口介紹(如圖4所示)
①單項AC 110V/220V電源連接口
通過開關(guān)切換AC 110V和220V。
②步進馬達連接口
A+、A-,連接馬達的一組線圈;B+、B-,連接馬達的另一組線圈。
③RS232通訊接口
程序編輯后需要進行調(diào)試或加載到可編程控制器時;需要將可編程控制器里的程序上傳至PC機時,通過此連接接口進行通訊傳輸。
④輸入、輸出接口(6、4、8)
該三組接口中,其中用于步進馬達正、反轉(zhuǎn)控制(LIMITS)的一組是懸空的,無需使用。Outputs 1-3的輸出控制口中OUT1+、OUT1-,控制激光焊接機的啟動;OUT2+、OUT2-,控制激光焊接機的停止;OUT3+、OUT3-,控制保護氣體氬氣的啟、停。Inputs 1-4的控制口中只使用了IN/JOGCOM、INPUT1,用于腳踏開關(guān)的控制輸入,其余都懸空不用。
⑤碘-125密封籽源激光焊接軟件程序框圖(圖5)
2 激光焊接機
選擇國外進口YAG激光焊接機,可同時連接三路光纖傳輸系統(tǒng)。本設(shè)計為便于焊接操作,只采用單一的傳輸光纖,其內(nèi)徑為0.8mm,最大輸出功率為14J/P,脈寬5ms,可調(diào),輸出頻率為1-25PPS。焊接時因金屬鈦管的壁很薄,所使用能量控制在1.3-1.8J即可完成熔融密封。
3 步進馬達
選擇德國生產(chǎn)廠商:Applied Motion Products公司的步進馬達是最佳選擇。但我公司除了使用他們的產(chǎn)品而外,還選擇了日本三洋的產(chǎn)品,使用效果也是很好,而且國內(nèi)就能買到,也非常便宜。
4 精密定位裝置
此精密定位裝置我已作為第一發(fā)明人成功申請到實用新型專利,專利號為:CN203664928U,名稱為“放射性密封籽源激光焊接精密定位裝置”。本精密定位裝置,包括一底板平臺、固定于底板平臺上的激光出射頭固定調(diào)節(jié)部件和水平位移調(diào)節(jié)部件、以及水平位移調(diào)節(jié)部件固定連接的鈦管固定部件。其中激光出射頭固定調(diào)節(jié)部件上設(shè)有Z軸位移粗調(diào)滑動塊和Z軸位移細(xì)調(diào)調(diào)節(jié)器;水平位移調(diào)節(jié)部件上設(shè)有X軸位移調(diào)節(jié)器和Y軸位移調(diào)節(jié)器;通過以上部件的精密配合,可用于對碘-125密封籽源的大批量生產(chǎn),提高生產(chǎn)效率,降低可揮發(fā)性放射性物質(zhì)對生產(chǎn)、環(huán)境的污染,同時減少射線對操作人員的輻射。
5 氣體保護裝置
使用惰性氣體氬氣作為保護氣體,氬氣純度為99.99%,氣體來源于鋼瓶,通過減壓閥、流量計、氣嘴及管道在焊接時進行送氣,將整個被焊接的鈦管籠罩在一個保護氣流下,從而使焊接部位光潔明亮,無色斑。
6 視頻監(jiān)控裝置
包括十字發(fā)生器和顯示器。十字發(fā)生器用于在顯示器上產(chǎn)生十字,有利于碘-125密封籽源焊接時定位在顯示器中心,且被放大,便于觀察。
結(jié)論
目前,我公司生產(chǎn)的碘-125密封籽源采用的激光焊接系統(tǒng)已有四套系統(tǒng)在同時使用,運轉(zhuǎn)正常,效率高,獲得了經(jīng)濟效益和社會效益的雙豐收。國內(nèi)其他同類產(chǎn)品的生產(chǎn)廠家也都采用我們的焊接方式,取得了較好的效益。
參考文獻
[1]基于PLC的激光拼焊生產(chǎn)線控制系統(tǒng)設(shè)計[A].第六屆全國信息獲取與處理學(xué)
術(shù)會議論文集(1)[C].2008.
[2]李少華,康蓉娣.激光焊接技術(shù)及其應(yīng)用[J].艦船防化,2011(04).
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
汽車零部件(2014年11期)2014-09-18 11:57:16
