絕緣子的加工方案改進(jìn)
2016-05-14 05:38:30鞠建偉張景明
科學(xué)與財富 2016年6期
鞠建偉 張景明

0.前言
在國家"十二五"規(guī)劃中 ,大力提倡發(fā)展電力行業(yè)。我公司在原有成型產(chǎn)品的基礎(chǔ)上,不斷的引進(jìn)國內(nèi)外先進(jìn)技術(shù),并自主研發(fā)新的產(chǎn)品,其中絕緣子是高壓開關(guān)產(chǎn)品中比較關(guān)鍵的部件,要求絕緣子要具有良好的電氣性能、機械性能、耐熱性能和化學(xué)性能,它直接影響到產(chǎn)品的絕緣性及電場性能。這樣就要求絕緣子在制造過程中,嚴(yán)格控制絕緣子的質(zhì)量。
公司新研制新產(chǎn)品中的絕緣子,它主要連接在其斷路器的滅弧室單元,是高壓開關(guān)產(chǎn)品的核心關(guān)鍵件,不僅要對其絕緣、耐壓等性能要求嚴(yán)格,而且對其保證裝配結(jié)構(gòu)更加重要,因此對其在澆注后機械加工的尺寸保證是極其關(guān)鍵的。
1.絕緣子的組成結(jié)構(gòu)及其機械加工的工藝性分析
絕緣子結(jié)構(gòu)見圖1,它主要是由嵌件、環(huán)氧樹脂、填料和固化劑組成,通過澆注模具將其嵌件按照圖紙要求的位置定位,然后注入環(huán)氧樹脂環(huán)氧樹脂、填料和固化劑混合物,之后進(jìn)行二次固化增強其強度,待冷卻后形成一個整體。由于澆注產(chǎn)生的澆注口,以及澆注后產(chǎn)生的局部收縮,這樣就需要通過之后機械加工保證其圖要求。還有絕緣子的中的填料主要是三氧化二鋁和二氧化硅,這兩種成分的硬度大于一般硬質(zhì)合金刀具硬度,這樣對其加工精度的保證極其困難,以下為其絕緣子機械加工的工藝方案。
2.原機械加工方案及存在的問題
2.1原機械加工方案
使用TK6113普通鏜床加工,它的主要特點是很好的保證絕緣子的同軸度以及平行度,用兩塊V型鐵支撐絕緣子外圓,把百分表吸附在鏜床的主軸上,用百分表圈其內(nèi)孔調(diào)整找正其中心,找正后進(jìn)行夾緊,然后進(jìn)行鏜削。在加工過程中發(fā)現(xiàn)使用其鏜床加工其絕緣子無論是在裝夾找正,還是在加工精度保證都相當(dāng)?shù)睦щy。以下為在鏜床加工中存在的問題。
2.2鏜削加工存在的問題
2.2.1定位基準(zhǔn)的確定:圖紙上絕緣子兩端的外圓尺寸為φ270、φ262,內(nèi)徑為φ168、φ160,整體成錐面形式,而且實際絕緣子澆注后的尺寸,由于收縮量的大小不同造成外徑的尺寸一致性偏差大,原本錐面定位調(diào)整很困難的同時,尺寸的偏差大,沒有定位的基準(zhǔn)外圓面,要想保證其圖紙的形位公差和尺寸公差,這就需要每件都進(jìn)行兩端的圈表找正,增加其勞動強度,制約生產(chǎn)效率。
2.2.2刀具磨損嚴(yán)重,加工完成一個端面,需要4~5把硬質(zhì)合金刀具,而且刀具磨損過大,實際測量端面成錐面,最大的尺寸偏差為0.1,這樣很難保證圖紙要求的430±0.1、平行度0.3。絕緣子的中的填料主要是三氧化二鋁和二氧化硅,使得其硬度在HRA95以上,而現(xiàn)機加工車間正常使用的幾種加工刀具:高速鋼硬度在HRA83~86.6,鎢鈷類刀具硬度為HRA89~91.5(如:YG8、YG3),鎢鈦鈷類刀具硬度為HRA A89~92.5(如:YT15、YT30),其絕緣子的硬度大于其普通刀具硬度,所以刀具磨損嚴(yán)重。
2.2.3夾壓受力時產(chǎn)生變形,絕緣子外圓在夾緊時,該件的軸心內(nèi)部為空心結(jié)構(gòu),其受力點的方向為絕緣子的徑向方向,受力接觸部分較小,還有環(huán)氧樹脂自身存在彈性變形,尤其是在外力的作用下,很容易發(fā)生形變,在鏜床測試使用百分表在找其中心時,夾緊前后的中心偏差0.1,這樣很難保證同軸度0.1。
2.2.4加工表面光潔度不好,存在加工震紋。刀具的懸伸量長,刀尖到主軸的距離l=a+b+c,l=150+100+300=550,使得刀具加工時的剛性差,容易出現(xiàn)讓刀及振動。
3.新機械加工方案的提出
依據(jù)以上問題的匯總,要保證圖紙要求的尺寸及形位工裝,首先考慮要保留原本一次裝夾定位,在其基礎(chǔ)上避免絕緣子的徑向受力,找到更快捷、準(zhǔn)確的定位方式,在切削加工時,增強刀具的整體剛性,選擇硬度高于其環(huán)氧樹脂中氧化鋁粉材料的材質(zhì)刀具,是能否成功加工出合格絕緣子的關(guān)鍵。
3.1工裝夾具的設(shè)計
絕緣子定位裝夾時,都是按照其端頭兩內(nèi)孔φ270、φ262的中心,在一個中心時為加工基準(zhǔn),這樣工裝的設(shè)計就應(yīng)當(dāng)其內(nèi)錐孔為定位基準(zhǔn),并設(shè)計為脹緊在其內(nèi)孔面上,既完成了絕緣子的定位,又保證了避免絕緣子外圓徑向受力,而且接觸部分的面積增大,有效的減少工件的形變。而車床的夾緊方式,就有內(nèi)撐里的夾緊方式,為其增加穩(wěn)定性考慮可以采用尾座的頂尖,但是其內(nèi)孔的成錐面,而且要想保證兩端止口的同軸度,兩端端面的平行,不能夠調(diào)頭裝夾,二次裝夾的誤差大,就很難保證其尺寸公差、形位公差。基于車床的特點及絕緣子的結(jié)構(gòu)特點,為絕緣子單獨設(shè)計了專用車具工裝。
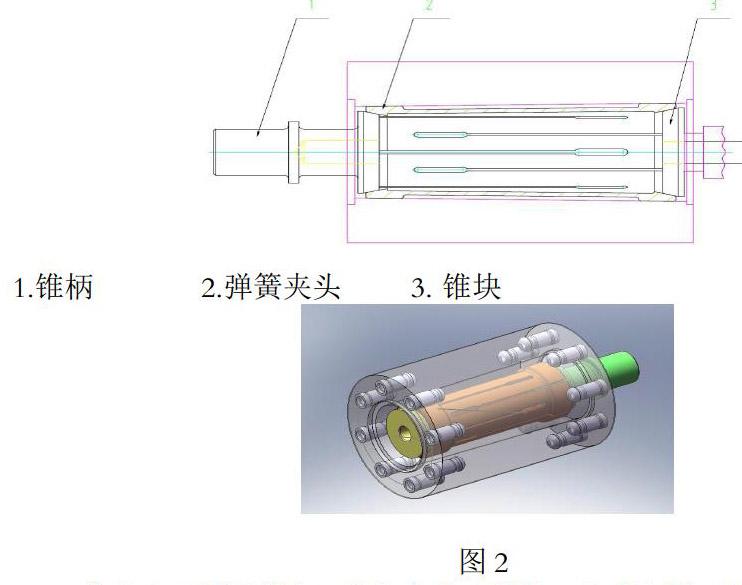
車具主要是由錐柄、彈簧夾頭和錐塊三部分組成見圖2,錐柄圓柱外圓用卡盤爪夾緊在車床上,彈簧夾頭放入絕緣子孔內(nèi),將錐柄和錐塊的錐面,分別對正放入絕緣子內(nèi)的彈簧夾頭,然后通過調(diào)整機床尾座的頂尖,頂尖頂入錐塊上的錐孔,當(dāng)用力頂錐塊時,錐柄和錐塊同時受力,使得錐塊與錐柄的軸向位移,通過錐面的滑動完成了,彈簧夾頭兩端外圓的膨脹,從而完成了對絕緣子的夾緊。在定位方面,通過膨脹完全符合,鏜床上的找正原理,完成自定心定位,彈簧夾頭的兩端外圓,在夾緊時完全脹緊在其內(nèi)孔,受力面積大且受力均勻,很好解決絕緣子外圓徑向點接觸受力,帶來的工件的徑向形變。
在加工的工藝上,一次裝夾完成絕緣子的端面及止口,還好的保證工件的尺寸公差、形位公差,
3.2刀具的選擇
首先車刀刀具在床身的懸伸量長度不到100就可以滿足加工端面的及內(nèi)止口要求,較鏜床的刀具懸伸長度是5倍多,這樣很好的保證刀具的整體剛性,解決了加工時刀具與絕緣子產(chǎn)生的共振,以及彈性變形下出現(xiàn)的讓刀情況,卡盤側(cè)加工部分采用左偏刀、左內(nèi)孔刀,從而完成一次裝夾完成,在刀具的材質(zhì)上采用超硬材料金剛石,金剛石分為兩種人造金剛石和天然金剛石,人造金剛石強度和韌性優(yōu)于天然金剛石,人造金剛石與天然金剛石的硬度都極高(10000HV),都具有極強的耐磨性,而且天然金剛石其刃磨困難,制造工藝性差,價格昂貴,通過調(diào)查了解國內(nèi)株洲現(xiàn)已經(jīng)生產(chǎn)出人造金剛石刀具,其型號為:YCB201。
4.結(jié)論
通過"以車代鏜"的新工藝方案的驗證,在保證絕緣子的質(zhì)量,同時提高了加工效率加,原來鏜床加工的時間約8小時,改為車床加工后約2小時,使其加工時間提高了4倍,大大降低加工成本。另外對其絕緣子的材料的分析,以及金剛石刀具的使用,對日后加工絕緣類的產(chǎn)品都積累了寶貴的經(jīng)驗,為整個LW-550產(chǎn)品的研制提供了可靠的保障。
5.參考文獻(xiàn):
[1]高德元.機械制造工藝學(xué)[M].福州:福建科學(xué)技術(shù)出版社,1996,34-40.
[2]成大先.機械設(shè)計手冊[M].北京:機械工業(yè)出版社,2002.