軌道客車車窗粘接密封用膠淺析
2016-05-17 11:30:30錢秀敏長春軌道客車股份有限公司吉林長春130062
粘接 2016年4期
錢秀敏(長春軌道客車股份有限公司,吉林 長春 130062)
?
軌道客車車窗粘接密封用膠淺析
錢秀敏
(長春軌道客車股份有限公司,吉林 長春 130062)
摘要:從結構設計、試驗以及施工工藝等方面對車窗粘接進行分析,闡述各個過程的技術參數要求和控制因素。
關鍵詞:車窗粘接;計算分析;試驗驗證;施工工藝
近年來,隨著軌道客車行業的發展,對列車的安全舒適性、整車氣密性要求越來越高,車窗安裝由粘接結構取代了機械連接結構。粘接結構可以起到減震、吸收形變、降低噪音等作用。通常車窗粘接有2種方式,一種是玻璃與車窗型材框架預先進行粘接,然后車窗框架型材再與車體結構進行粘接;另一種是窗帶結構,玻璃直接與車體結構進行粘接。目前應用最多膠種是聚氨酯膠和改性硅烷膠。本文從粘接結構設計、試驗及施工工藝等方面對軌道車輛車窗粘接密封用膠進行淺析。
1 粘接結構設計
粘接結構設計是采用有限元分析軟件進行,通過粘接接頭在機械、介質復合作用下的性能指標來計算粘接接頭的最大負荷。采用彈簧單元模擬粘接,首先在車窗幾何模型上把粘接的位置切割下來,并劃分網格,然后用彈簧單元連接車窗和車體上對應的節點來模擬粘接,由此計算出彈簧的內力,用彈簧的內力除以粘接面積,即是粘接應力。可以采用ANSYS軟件進行粘接強度分析。
2 粘接驗證試驗
根據計算所得膠粘劑的強度要求,確定膠種進行試驗,通常需要進行膠粘劑性能試驗和基材粘接性測試。
2.1 性能試驗
性能試驗包括剪切強度、拉伸強度、硬度、收縮率、耐紫外等性能指標。軌道行業普遍采用的典型粘接膠粘劑性能見表1~2。
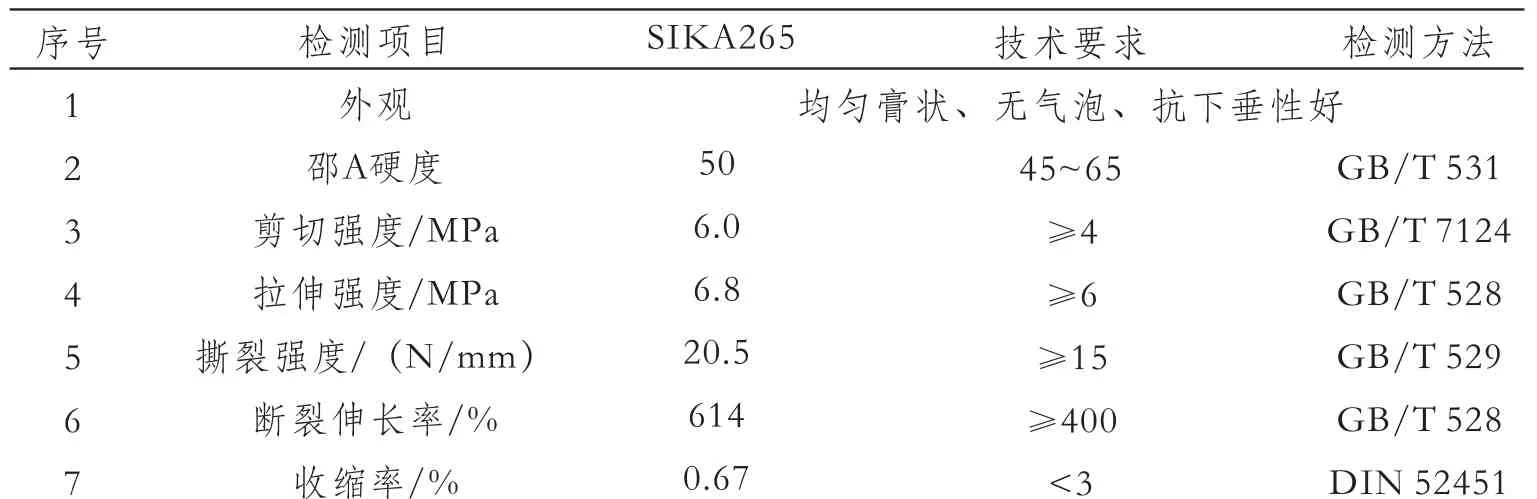
表1 聚氨酯膠SIKA265性能參數Tab.1 Performance parameters of SIKA265 polyurethane adhesive
2.2 基材粘接性測試該試驗用于判定膠粘劑在不同粘接基材上的耐久性。
試驗過程:基材尺寸為A4紙大小,首先將基材表面經打磨、清潔、活化、刷涂底膠等工序處理,然后用手動或氣動膠槍在基材表面涂打帶狀粘接材料,長度至少為50 mm。每塊基材至少涂打5個膠條,用刮板將膠條刮成5 mm厚度后進行固化和加速老化,每個試驗條件完成后用壁紙刀對膠條斜向進行破壞,割膠時用尖嘴鉗子夾緊(剝落角度130°~160°)。粘接面為面漆和/或底漆時,割破漆面以便檢驗。在進行破壞的過程中,除粘接表面外,膠條帶應被橫向切割5~10 mm。在膠條經受進一步的負載時,每次切割應持續大約3 s。試驗長度至少應是50 mm。試驗結果表明,>95%膠粘劑內聚破壞為合格。具體實驗條件見表3。
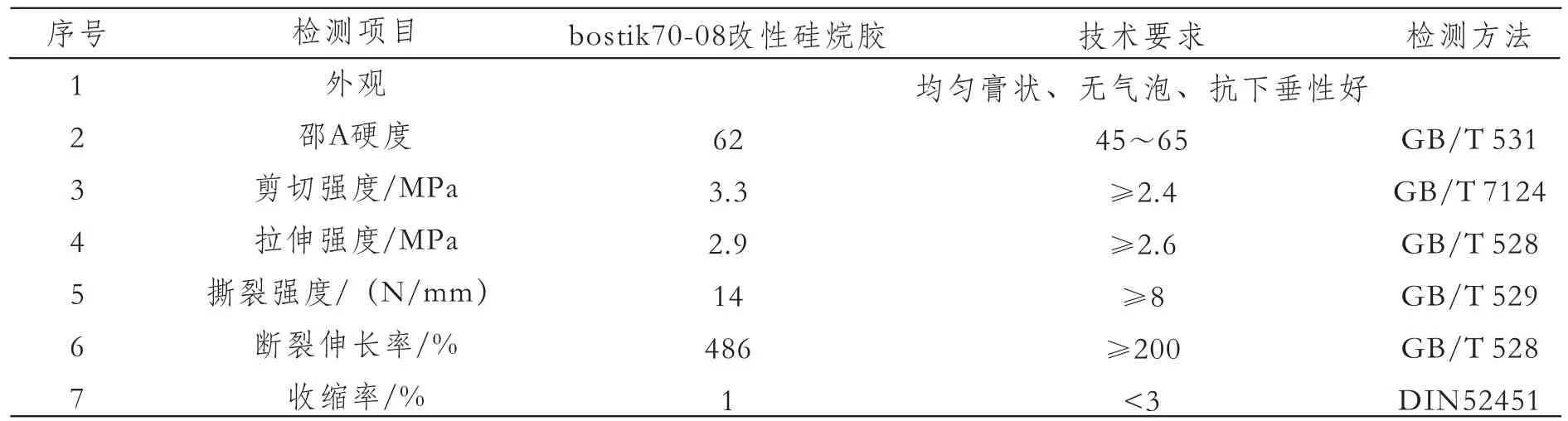
表2 改性硅烷膠bostik70-08性能參數Tab.2 Performance parameters of bostik70-08 modified silane adhesive
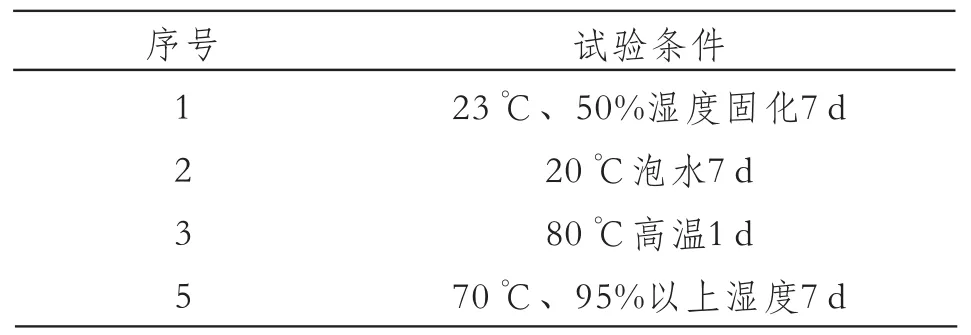
表3 試驗條件Tab.3 Test condition
2.3 疲勞試驗
根據運行要求,動車組車窗需要進行整窗實物疲勞振動試驗。按照現車結構和工藝將車窗粘在帶有窗口的小塊側墻上,固化完全后進行疲勞試驗。試驗振動頻次及檢驗標準參照UIC564執行,主要試驗包括振動、極端壓力變化、高低溫淋雨等。
3 粘接工藝
3.1 環境及開工前準備
—粘接、打磨等需要有單獨區域,并需做好區域標識。
—溫度范圍:15~35 ℃。
—相對空氣濕度:20%~70%。
—粉塵:空氣中塵埃負荷必需小(清潔、活化后的粘接面在通風結束后沒有可見的塵埃)。
—粘接區域要遠離焊接、噴砂、噴漆等可產生煙氣、粉塵、懸浮物等的作業。
—通風要求:確保工作區的通風(不允許有穿堂風)。
—工作過程中照明要充足,要有足夠的陽光照射。
—粘接工作前需要按照清潔、活化、涂底膠等的產品安全說明書要求做好個人安全防護。手套等防護用品不得含硅、滑石粉、絨毛等東西。
—粘接廢棄物要按照相關規定進行處理。
—檢查壓縮空氣是否有水、油等污物。
—膠粘劑以及配套清潔劑需要在開工前運至工作現場,5 ℃以下的季節需要提前24 h,5℃以上的季節需要提前12 h,并按要求存放。
—準備表面處理、清潔、涂膠安裝等用工裝、工具以及輔助材料。
—準備警報提示、封鎖帶、標簽等固化期間警告標示。
—檢查膠粘劑以及配套清潔劑是否匹配,并確保在保質期范圍內,清潔劑打開時需要在瓶體標注開瓶日期,并按照產品技術說明的要求標注最大使用期限。使用后的清潔劑需要蓋緊瓶蓋密封。
3.2 粘接面清潔
表面處理:粘接金屬基材表面需要無氧化層和銹蝕層,如有需要用砂紙或工業百潔布等進行打磨清理。
用不掉毛的擦布或擦紙蘸取膠粘劑配套清潔劑擦拭粘接表面,擦拭時擦紙臟污需要翻面或更換,擦拭至擦紙表面沒有黑色油污為止,干燥10 min后進行下一步操作,清潔后表面不得二次污染。
3.3 粘接面活化
用不掉毛的擦布或擦紙蘸取少量活化劑擦拭清潔過的粘接面時,沿一個方向擦拭,且只擦拭一遍,然后用干凈的擦紙或擦布將過量的活化劑擦掉。揮發10 min后可進行下一步操作。擦拭后2 h內沒有進行下一步操作,需要重新清潔、活化。
3.4 刷底膠
粘接面按要求清潔、活化后,進行底膠刷涂。底涂劑開瓶前需要上下搖晃,聽見瓶內鋼球碰撞的聲音,再搖晃1 min后可以倒出使用,用毛刷沿一個方向在粘接面刷一薄層底膠,要求刷涂均勻,無漏涂。刷涂后需要揮發30 min以上再進行涂膠。最大干燥時間6 h(具體時間依據產品技術要求),超過時間需要重新活化。
3.5 涂膠
Brief analysis of sealing adhesives for railway vehicle windows
QIAN Xiu-min
(CNR Changchun Railway Vehicles Co., Ltd., Changchun, Jilin 130062, China)
Abstract:The bonding structure design, experiments, construction technology, etc. during bonding of the vehicle windows were briefly analyzed in this paper. And the technical parameter requirements and their control during each process were also elaborated.
Key word:glass bonding; computer modeling; experiments verification; construction technology
作者簡介:錢秀敏(1973-),女,高級工程師。研究方向:粘接應用開發。E-mail:qianxiumin@163.com。
收稿日期:2015-12-09
中圖分類號:TQ436+.6
文獻標識碼:A
文章編號:1001-5922(2016)04-0074-03